

ЖИДКОТЕКУЧЕСТЬ МЕТАЛЛОВ И СПЛАВОВ
Методические указания к лабораторной работе
по курсу «теоретические основы
литейного производства»
Екатеринбург 2011
Министерство образования и науки РФ
ФГАОУ ВПО «Уральский федеральный университет
имени первого Президента России Б.Н.Ельцина»
ЖИДКОТЕКУЧЕСТЬ МЕТАЛЛОВ И СПЛАВОВ
Методические указания к лабораторной работе
по курсу «Теоретические основы литейного
производства» для вечернего и заочного
обучения специальности 0404 –Литейное
производство черных и цветных металлов
_____________________________________________________________________________
Издание УрФУ Екатеринбург 2011
ЖИДКОТЕКУЧЕСТЬ МЕТАЛЛОВ И СПЛАВОВ
Методические указания к лабораторной работе
по курсу «Теоретические основы литейного
производства» для вечернего и заочного
обучения специальности 0404 –Литейное
производство черных и цветных металлов
изд. УрФУ, 2011 с. 22
Методические указания предназначены для проведения лабораторного практикума с целью закрепления знаний студентов курсу «Теоретические основы литейного
производства», а также развития у них навыков выполнения научного исследования. Даны
краткие сведения по теории жидкотекучести . Изложена методика проведения эксперимента и обработки его результатов.
Рис. 4 Табл. 2 Библ. 6 назв.
Составили Хлынов В. В.
Чечулин В. А.
Уральский Федеральный Университет имени первого Президента РФ Ельцина Б. Н., 2011
Механизм остановки потока металла
Жидкотекучестью называют свойство металлов и сплавов, выражающее их способность заполнять форму и воспроизводить в отливках рельефный отпечаток ее поверхности.
Жидкотекучесть является важнейшей технологической характеристикой литейного сплава. При недостаточной величине ее в отливках могут появляться недоливы, спаи и другие литейные дефекты. Жидкотекучесть зависит от большого числа физических и технологических параметров: температура заливки сплава, его теплоемкости и скрытой теплоты кристаллизации, температуры и теплоаккумулирующей способности формы, характера первичной кристаллизации, вязкости сплава.
Различают истинную и практическую жидкотекучести. Истинные жидкотекучести сплавов выявляются при сравнении их величин в условиях одинакового перегрева над температурами, при которых сплав теряет способность к течению (нулевая жидкотекучесть). Практическая жидкотекучесть определяется для сплавов разного состава при одинаковой температуре заливки.
Жидкотекучесть Y принято характеризовать длиной (см или мм) заполненной части рабочего канала технологической пробы, см., например, [1]. Остановка потока в канале пробы может быть вызвана различными причинами. В случае широкоинтервальных сплавов затвердевание носит объемный характер, и кристаллы выделяются по всему сечению струи. При этом повышается вязкость расплава, поскольку твердые частицы уменьшают область, где происходит скольжение слоев. По мере увеличения количества выпавших кристаллов они могут соприкасаться друг с другом, в результате чего возникает статическое трение, препятствующее смещению слоев. Течение в такой системе описывается роологической моделью, близкой к телу Бингама:
![]() ,
,
где
![]() - приложенное напряжение;
- приложенное напряжение;
![]() - статическое напряжение сдвига;
- статическое напряжение сдвига;
![]() - вязкость;
- вязкость;
![]() - поперечный градиент скорости.
- поперечный градиент скорости.
Как только превзойдет действующее напряжение , течение металла прекратится. Нулевая жидкотекучесть отвечает некоторой критической доле твердой фазы Ψ*, выпавшей к моменту достижения температуры Т*, лежащей между ликвидусом и солидусом. Это состояние наступает прежде всего в интенсивно охлаждающейся головной части потока, которая постоянно набегает на непрогретую стенку формы.
Поэтому остановка течения сплава, кристаллизующегося в интервале температур, происходит в результате образования «пробки» в головной части потока.
Для чистых металлов, эвтектик и сплавов с узким интервалом кристаллизации затвердевания в канале начинается от стенок и постепенно распространяется в осевые области. Остановка происходит в результате уменьшения сечения жидкого потока, причем место перехвата удаляется от входа в канал по мере увеличения перегрева заливаемого металла.
2.Жидкотекучесть сплавов, кристаллизующихся в интервале температур
На рис. 1 приведена принципиальная схема пробы на жидкотекучесть, состоящей из литниковой чаши, стояка и рабочего канала.
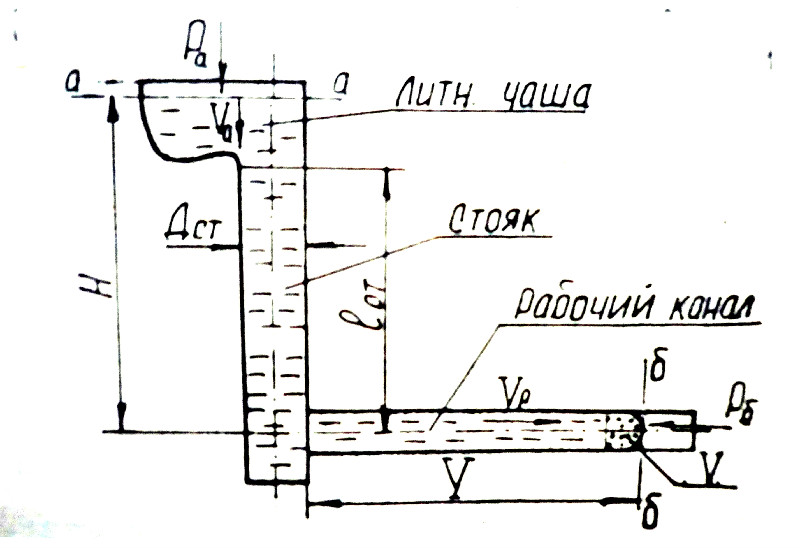
Рис.1 Схема технологической пробы на жилкотекучесть
Общая продолжительность течения до остановки потока складывается из двух этапов. В первом периоде (τ1) металл течет в однофазном жидком состоянии. К концу периода температура в головной части потока понижается до температуры ликвидуса. Во втором периоде (τ2) течение происходит при постепенном возрастании количества твердой фазы в головной части потока.
Величина жидкотекучести может быть представлена как произведение средней скорости течения в рабочем канале пробы на продолжительность двух этапов течения:
![]() .
(1)
.
(1)
Для определения величины
![]() воспользуемся уравнением Бернулли,
написанным для сечений а-а и б-б (рис.1):
воспользуемся уравнением Бернулли,
написанным для сечений а-а и б-б (рис.1):
![]() , (2)
, (2)
где H – действующий напор, м;
![]() - потери напора на трение и на местных
сопротивлениях, м;
- потери напора на трение и на местных
сопротивлениях, м;
![]() ,
,![]() - квадраты скоростей в соответствующих
сечениях, м/с;
- квадраты скоростей в соответствующих
сечениях, м/с;
![]() - плотность сплава, кг/м3;
- плотность сплава, кг/м3;
![]() - ускорение силы тяжести, м/с2;
- ускорение силы тяжести, м/с2;
![]() ,
,![]() - давления в соответствующих сечениях,
Па.
- давления в соответствующих сечениях,
Па.
Учтем равенство давлений
=
.
Пренебрегая малым скоростным напором
в чаше
![]() ,
получим:
,
получим:
Н![]()
![]() +
(3)
+
(3)
Введем суммарный коэффициент
гидродинамического сопротивления
системы
![]() .
Тогда
=
,
.
Тогда
=
,
Н= (1+ )
![]() (4)
(4)
Выделим в головной части потока элемент объемом V, контактирующий с формой через боковую поверхность площади S. При течении этот элемент, перемещаясь, все время соприкасается с новым непрогретыми участками канала, имеющими начальную температуру Т02. На границе контакта кратковременно устанавливается температура Тк, которую по аналогии с тепловым взаимодействии двух полуограниченных тел [2] можно с помощью формулы:
![]() ,
(5)
,
(5)
где ![]() - средняя температура по сечению головного
элемента в момент времени
- средняя температура по сечению головного
элемента в момент времени
![]() ;
;
![]() и
и
![]() - коэффициент аккумуляции тепла сплавом
и формой,
- коэффициент аккумуляции тепла сплавом
и формой,
![]() .
.
Обозначим: Т01 – температура заливки, град;
сж – средняя теплоемкость жидкого
сплава,
![]() ;
;
![]() - средняя плотность жидкого сплава,
кг/м3;
- средняя плотность жидкого сплава,
кг/м3;
![]() - средняя теплоемкость сплава в интервале
кристаллизации, Дж/кгград
- средняя теплоемкость сплава в интервале
кристаллизации, Дж/кгград
![]() - приведенный размер канала, м;
- приведенный размер канала, м;
![]() - удельный коэффициент теплоотдачи от
потока металла к стенке канала,
- удельный коэффициент теплоотдачи от
потока металла к стенке канала,
![]() ;
;
L – удельная скрытая теплота кристаллизации сплава, Дж/кг;
В первом периоде течения за время d
головным элементом будет отдано
количество тепла
![]() , которое аккумулируется формой:
, которое аккумулируется формой:
![]() ,
,
Подставляя
![]() из (5), получаем:
из (5), получаем:
![]() .
.
Разделяем переменные и производим интегрирование:
 ,
,
Следовательно продолжительность первого периода:
![]() .
(6)
.
(6)
При заливке сплава без перегрева (![]() =
=![]() )
величина
)
величина
![]() =0.
=0.
Уравнение теплового баланса для второго
периода должно учитывать дальнейшее
охлаждение сплава от
до![]() с
одновременным увеличением доли твердой
фазы от 0 до Ψ*. Удельное количество
тепла, которое выделится при охлаждении
сплава от
до конца затвердевания.
с
одновременным увеличением доли твердой
фазы от 0 до Ψ*. Удельное количество
тепла, которое выделится при охлаждении
сплава от
до конца затвердевания.
![]() ,
Дж/кг.
,
Дж/кг.
Приближенно считаем, что количество
выделившейся теплоты пропорционально
доле твердой фазы Ψ, а коэффициент
теплоотдачи
мало меняется по сравнению с первым
периодом. Средняя по времени температура
металла во втором периоде равна
![]() .
Тогда:
.
Тогда:
(7)
Примем = , после чего
![]() ,
с
(8)
,
с
(8)
Подставляем полученные
![]() ,
,
,
,
![]() в формулу (1):
в формулу (1):
![]() .
(9)
.
(9)
Выражение (9) показывает, что главным фактором, определяющим величину жидкотекучести, является теплосодержание сплава при заливке его в форму. Течение сплава поддерживается за счет теплоты перегрева жидкого металла и, частично, за счет выделения скрытой теплоты кристаллизации.