

3.Жидкотекучесть чистых металлов, эвтектических и узкоинтервальных сплавов
Для сплавов этого типа по аналогии с гл.2 выделим два этапа течения в рабочем канале пробы. К концу первого этапа головная часть потока достигнет температуры затвердевания (Тзатв). В соответствии с (6) продолжительность первого этапа равна:
![]() ,
(10)
,
(10)
а длина заполняемого при этом участка рабочего канала (см. рис.2):
![]() (11)
(11)
На втором этапе температура головной части потока равна Тзатв. Начиная с момента , на стенках рабочего канала для сечения с Y>Y1 нарастает слой затвердевшего металла, имеющий максимальную толщину вблизи сечения с координатой Y1. Просвет в канале уменьшается, и при окончании затвердевания сечения Y1 дальнейшее течение потока прекращается. Скорость потока на втором этапе постепенно падает, от первоначальной , до нуля. Анализ условий течения показывает, что средняя скорость на втором этапе
![]() (12)
(12)
где ![]() - средняя величина коэффициента
гидродинамического сопротивления на
втором этапе.
- средняя величина коэффициента
гидродинамического сопротивления на
втором этапе.
Для приближенного расчета времени зарастание просвета канала твердой фазой воспользуемся законом квадратного корня при затвердевании:
![]() ,
(13)
,
(13)
где
![]() - приведенная толщина канала, м;
- приведенная толщина канала, м;
m – коэффициент затвердевания металла в песчаной форме, м/с1/2.
Длина заполненной части канала на втором этапе
![]() (14)
(14)
С учетом (11) и (14) величина жидкотекучести будет равна:
![]() ,
(15)
,
(15)
При заливке сплава без перегрева (![]() =
)
величина
=
)
величина
![]() =0,
а
=0,
а
![]() =
=![]() .
.
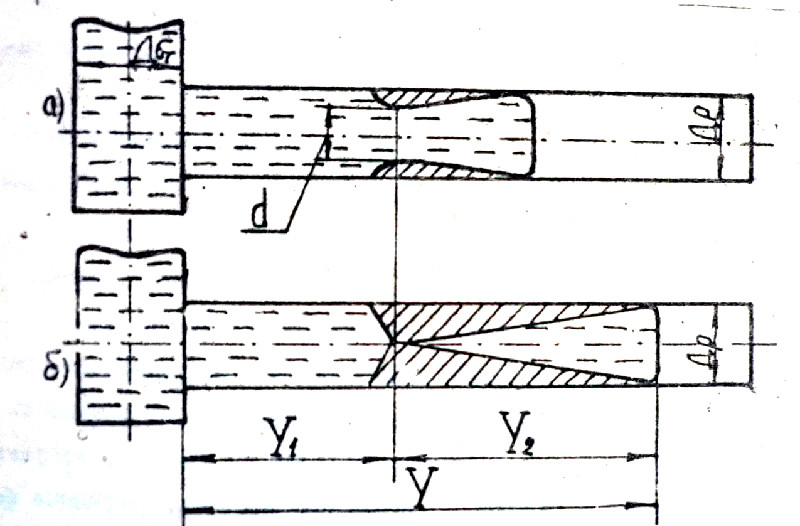
Рис.2 Течение чистых металлов, эвтектик и узкоинтервальных сплавов: а) течение металла на втором этапе; б) момент остановки потока
4.Цель работы
Целью настоящей работы является:
1. Экспериментальное определение зависимости жидкотекучести от температуры заливки сплава.
2. Расчет скорости течения металлов в пробе.
3. Расчет коэффициента теплоотдачи от металла к форме.
4. Оценка возможностей течения сплава после начала кристаллизации.
5.Определение величины жидкотекучести по спиральной пробе
5.1. Изготовление форм
В настоящей работе жидкотекучесть измеряется с помощью спиральной пробы, схема которой изображена на рис.3. Формовка осуществляется в двух опоках по металлическим моделям. В нижней опоке располагается спираль с зумпфом, в верхней выполняется стояк и литниковая чаша.
Для выявления влияния температуры на жидкотекучесть все формы в одном эксперименте должны изготовляться из одной смеси с одинаковой плотностью набивки. Для выводов газов из полости спирали делаются наколы. Из формы удаляется мусор, рабочая поверхность тщательно отделывается.
Количество изготовляемых форм задается руководителем практикума. При сборке форм следует контролировать правильность совмещения отверстий в литниковых каналах, а также не допускать больших зазоров по разъему во избежание заливов. Собранные формы пригружаются.