

УО «Барановичский государственный университет»
Инженерный факультет
ОТЧЁТ
По лабораторной работе №7
Тема: « Горизонтальный консольно-фрезерный станок модели 6М83Г»
Выполнил:
Студент группы ТМ-41
Быковский А.В.
Проверила:
Гордеева О.А.
2012
Лабораторная работа №7 Горизонтальный консольно-фрезерный станок модели 6м83г
Цель работы: изучить конструкцию, устройство, функции и области технологического применения горизонтального консольно-фрезерного станка модели 6М83Г (далее ГФС).
Оборудование: ГФС, кинематическая схема ГФС, чертежи узлов станка, плакаты, технические нормативные правовые акты с условными обозначениями на схемах
7.1 Общие теоретические сведения
Фрезерные станки делятся на: станки общего назначения, специализированные и специальные. К станкам общего назначения относятся.
В зависимости от расположения узлов станка (компоновки) различают консольно-фрезерные и бесконсольно-фрезерные станки. Основным конструктивным отличием консольно-фрезерных станков (рис. 7.1) является наличие консоли 3, перемещающейся в вертикальном направлении по направляющим стойки 14. На консоли выполнены горизонтальные направляющие, по которым движутся салазки 6, несущие стол 7, на котором закрепляют заготовку.
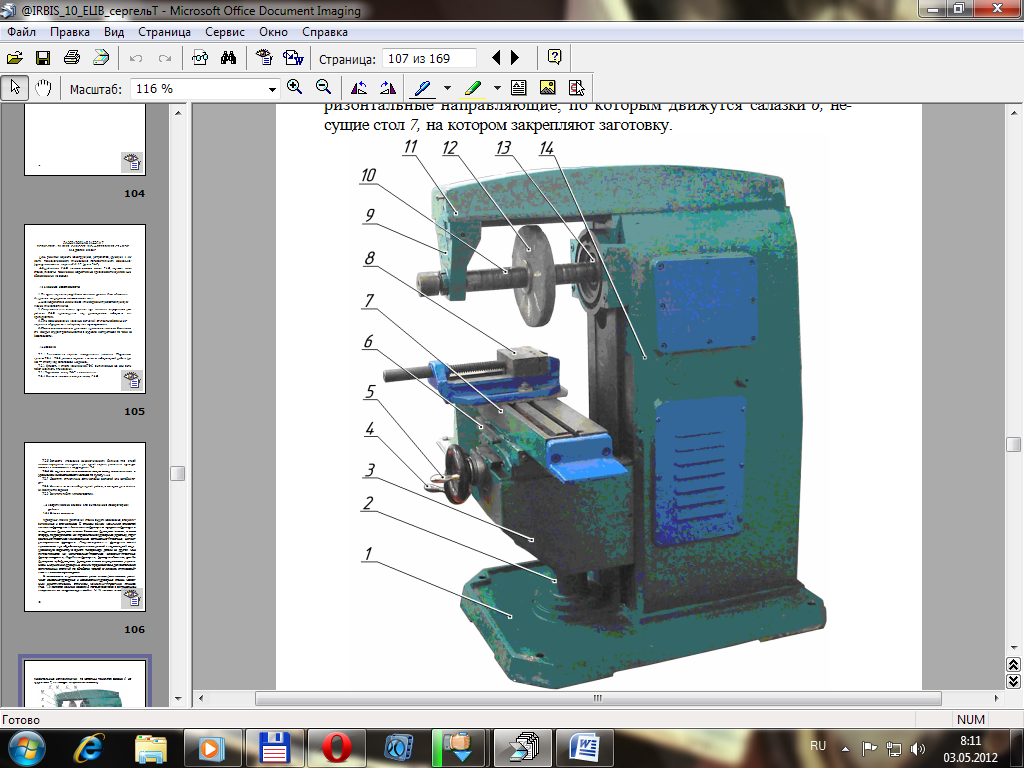
1 — основание станка; 2 — винт подъема консоли; 3 — консоль; 4 — рукоятка вертикального перемещения консоли; 5 — рукоятка поперечного перемещения салазок; 6 — салазки; 7 — стол; 8 — тиски для закрепления заготовки; 9 — серьга; 10 — инструментальная оправка; 11 — хобот; 12 — инструмент; 13 — шпиндель; 14 — стойка.
Рисунок 7.1 — Общий вид консольного горизонтально-фрезерного станка
Шпиндель 13 расположен горизонтально, а на стойке 14 смонтирован хобот 11, несущий поддерживающую серьгу 9.
Широкоуниверсальный горизонтально-фрезерный станок (рис. 7.2) отличается наличием дополнительной шпиндельной головки 4, смонтированной на выдвижном хоботе. Головка может поворачиваться на любой угол в вертикальной плоскости. Еще большую универсальность придает станку наличие накладной фрезерной головки 5 со шпинделем, поворачивающимся под любым углом в горизонтальной плоскости. В этих станках отсутствует поворотная плита.

1 — станина; 2 — шпиндель; 3 — хобот; 4 — дополнительная шпиндельная поворотная головка; 5 — накладная головка со шпинделем; 6 — серьга; 7 — заготовка; 8 — стол; 9 — салазки; 10 — консоль; 11 — винт; 12 — основание
Рисунок 7.2 — Широкоуниверсальный фрезерный станок модели 6Т82Ш и его схема
Бесконсольные вертикально-фрезерные (рис. 7.3) и горизонтально-фрезерные станки отличаются тем, что салазки 2, несущие стол 3, перемещаются по горизонтальным направляющим станины 1, шпиндельная бабка 6 перемещается в вертикальном направлении по направляющим стойки. Обрабатываемая деталь 4 закрепляется на столе, который может получать продольное, поперечное перемещение. Вертикальное перемещение сообщается шпиндельной бабке 6.
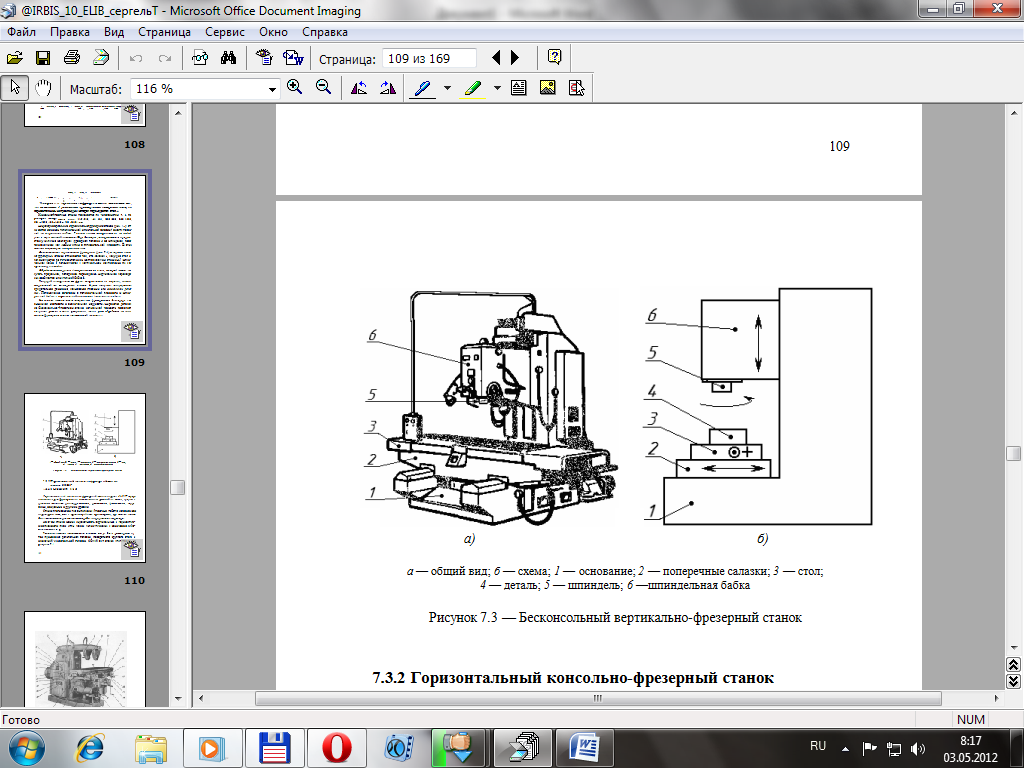
1 — основание; 2 — поперечные салазки; 3 — стол; 4 — деталь; 5 — шпиндель; 6 —шпиндельная бабка
Рисунок 7.3 — Бесконсольный вертикально-фрезерный станок
Режущий инструмент — фреза закрепляется на оправке, жестко соединенной со шпинделем станка. Фреза получает непрерывное вращательное движение, называемое главным или движением резания. Перемещение заготовки в горизонтальной плоскости и шпиндельной бабки в вертикальной называется движением подачи. На станке можно вести скоростное фрезерование благодаря повышенной жесткости и значительной мощности. Обработка деталей на бесконсольно-фрезерном станке нормальной точности позволяет получить детали с теми допусками, какие дает обработка на консольно-фрезерном станке повышенной точности.