

Лабораторная работа 4
КОНСТРУКЦИЯ И УСТРОЙСТВО ВЕРТИКАЛЬНО-СВЕРЛИЛЬНОГО СТАНКА МОДЕЛИ 2Н118
Цель работы:
изучить устройство и функции вертикально-сверлильного станка модели 2Н118 (далее ВСС) Оборудование:
ВСС, кинематическая схема ВСС, чертежи узлов станка, плакаты, нормативные документы с условными обозначениями на схемах.
Техника безопасности
/. Во время изучения устройства станка он должен быть обесточен. Студентам запрещается подключать его к сети.
Взаимодействие механизмов рассматривается при вращении приводного шкива вручную.
Открывание или снятие крышек при изучении внутреннего устройства ВСС производится под руководством лаборанта или преподавателя.
При возникновении неясных ситуаций студенты обязаны немедленно обра титься к лаборанту или преподавателю.
4.1 Теоретическая часть
4.1.1 Общие сведения
Вертикально-сверлильные станки применяются в ремонтно- механических мастерских, инструментальных и механических цехах заводов, начиная с единичного и заканчивая массовым типом производства. Их можно разделить на две группы: 1) одношпинделъные; 2) многошпиндельные. Станки обеих групп бывают нормальной и повышенной точности, универсальные и специализированные, автоматические, автоматизированные, с программным управлением, с механической и ручной подачей.
Одношпиндельные вертикально-сверлильные станки делятся на: настольные станки (рис. 4.1, а) - - для обработки отверстий малого диаметра (3-12 мм) и вертикально-сверлильные станки на колонне (см. рис. 4.1, б) --для обработки отверстий диаметром 18, 25, 35, 50 и 75 мм. Базовыми являются станки модели 2Н118, 2Н125, 2Н135, 2Н150. Основным недостатком данных станков является то, что для совмещения осей обрабатываемого отверстия и инструмента необходимо чаще всего вручную перемещать детали относительно инструмента.

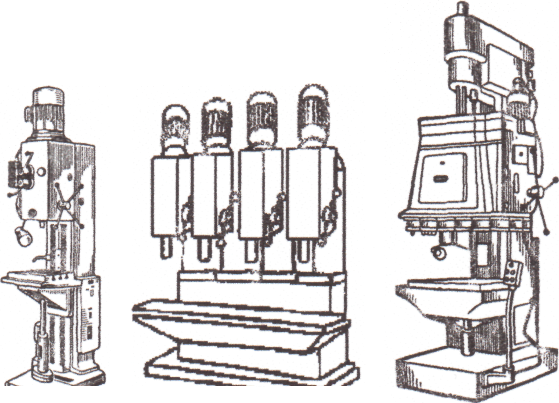
б) в) г)
Рисунок 4.1 — Виды вертикально-сверлильных станков
Универсальные автоматизированные станки модели 2Н118А, 2Н125А, 2Н135А и 2Н150А предназначены для мелкосерийного и серийного производства. Наряду с обычным ручным управлением они могут работать в полуавтоматическом и автоматическом циклах перемещения шпинделя, благодаря чему их можно использовать при многостаночном обслуживании.
Многошпиндельные сверлильные станки делят в основном на три группы:
а) станки с постоянными шпинделями (см. рис. 4.1, в), имеющими одну общую станину, на которой установлен ряд стоек. На каждой стойке находится шпиндель с отдельным электроприводом. На станке можно выполнять одновре менно или последовательно несколько операций без смены инструмента, посте пенно перемещая деталь вдоль стола станка;
б) станки с головками колокольного типа, имеющие соединенные шпин дели (см. рис. 4.1, г). Такие станки позволяют устанавливать шпиндели в требу емое положение независимо один от другого, в соответствии с расположением обрабатываемых отверстий;
в) агрегатно-сверлильные многошпиндельные станки для массового производства.
В металлорежущих станках связь движущихся элементов передач и механизмов бывает довольно сложной, поэтому ее рассмотрение имеет существенное значение. Термином «кинематическая связь» определяется связь движущихся элементов станка между собой.
Чтобы обеспечить в станке, например, движение режущего инструмента относительно заготовки, необходимы связь между исполнительными звеньями станка и связь этих звеньев с источником движения.
Кинематические связи исполнительных звеньев между собой будем называть внутренними кинематическими связями. Если исполнительное движение является простым (рис. 4.2, а), например вращательным, то внутренняя связь осуществляется одной вращательной парой между исполнительным звеном, участвующим в данном движении (в нашем примере шпинделем 1), и исполнительным звеном, неучаствующим в рассматриваемом относительном движении (бабкой 2). Внутренняя кинематическая связь определяет характер исполнительного движения. Скорость последнего такой связью не определяется.
Внешняя кинематическая связь (рис. 4.2, б) — это связь между подвижным исполнительным звеном (шпинделем 1) и источником движения (электродвигателем 3). Она осуществляется несколькими звеньями. При помощи органа настройки и производится кинематическая настройка на заданную скорость исполнительного движения при неизменной скорости электродвигателя. Органами настройки могут быть сменные зубчатые колеса (механизм гитары), сменные шкивы, коробки скоростей и подач. В структурной кинематической схеме станка промежуточные звенья кинематических связей условно изобразим линией, а органы настройки - - ромбом, как это сделано на рисунке 4.2, в.
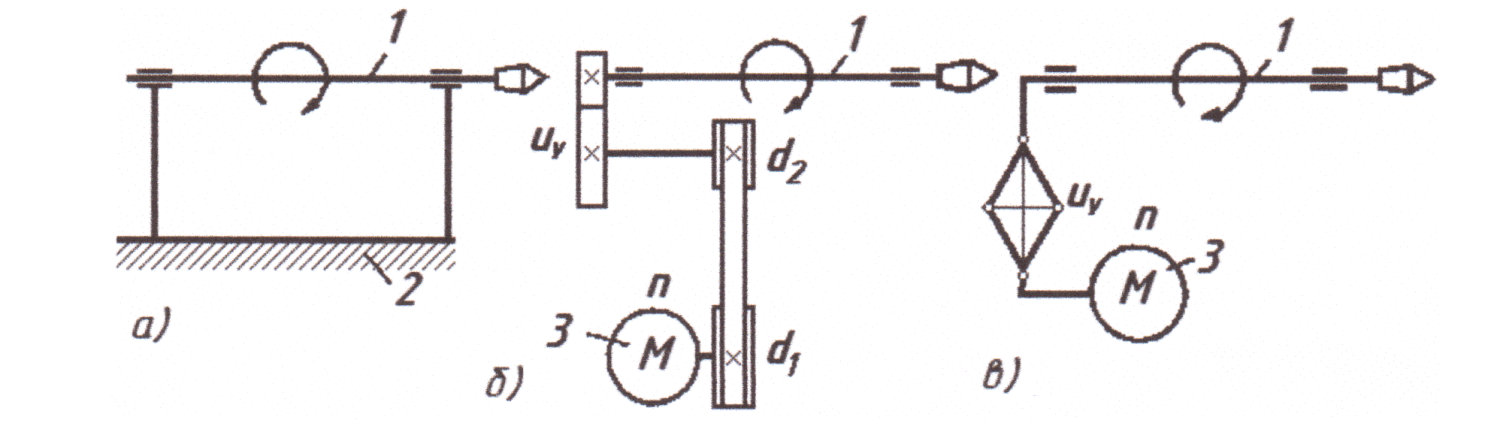
рисунок 4.2 — Кинематические связи при простых исполнительных
движениях
Под кинематической настройкой станка понимают настройку цепей, обеспечивающую требуемые скорости движений исполнительных органов станка, а также, при необходимости, условия кинематического согласования перемещений или скоростей исполнительных органов между собой. Цель таких согласований - - образование поверхности с заданными формой, размерами, точностью и шероховатостью. Кинематическая на- стройка является составной частью наладки станка.
В большинстве металлорежущих станков с механическими связями для настройки кинематических цепей применяют органы кинематической настройки в виде гитар сменных зубчатых колес, а также ременных передач, вариаторов, регулируемых электродвигателей, коробок скоростей и подач, характеристикой которых является общее передаточное отношение органа.
Значение передаточного отношения органа настройки определяют по формуле настройки и затем реализуют в коробках скоростей и подач зацеплением соответствующих зубчатых колес.
Для вывода формулы настройки любого органа кинематической настройки необходимо по кинематической схеме станка наметить такую цепь передач, в которой расположен данный орган и известны перемещения или скорости конечных звеньев этой цепи, связанные функциональной или требуемой зависимостью. Желательно, чтобы такая цепь передач, называемая в дальнейшем цепью согласования, включала в себя только один орган настройки, для которого выводят формулу.
Для выбранной цепи согласования составляют уравнение кинематического баланса перемещений ее конечных звеньев, происходящих в течение определенного промежутка времени, или их скоростей. Эти перемещения могут быть угловыми, линейно-угловыми и линейными. С учетом условия согласования перемещений или скоростей составляют уравнение кинематического баланса цепи согласования, в котором неизвестным является передаточное отношение и органа настройки.