

Введение
Автоматизация производства в машиностроении представляет собой самостоятельную комплексную задачу, связанную с созданием нового современного оборудования, технологических процессов, систем организации производства при систематическом повышении прибыли, улучшении условий труда и сокращении потребности в рабочей силе.
Эффективность автоматизации определяется тем, насколько рационально организован производственный процесс в целом, комплексно ли и на всех ли звеньях технологической цепочки внедрены средства автоматизации, насколько принятая система организации и управления производством позволяет принимать решения на низшем уровне.
Эффективность автоматизации благодаря применению ПР также может быть достигнута только при комплексном подходе к созданию и внедрению роботов, обрабатывающего оборудования, средств управления, вспомогательных механизмов и устройств и т.д.
Промышленные роботы могут быть эффективно применены в условиях производства с различной серийностью для автоматизации вспомогательных и основных технологических операций.
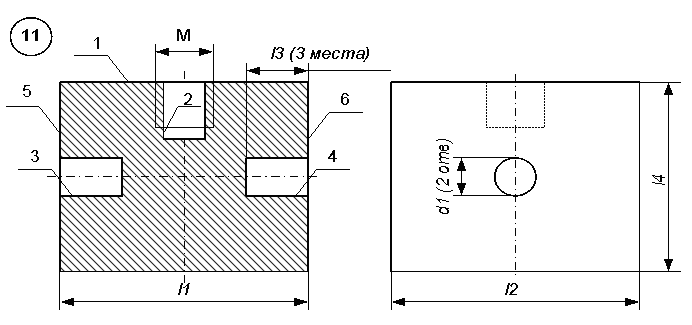
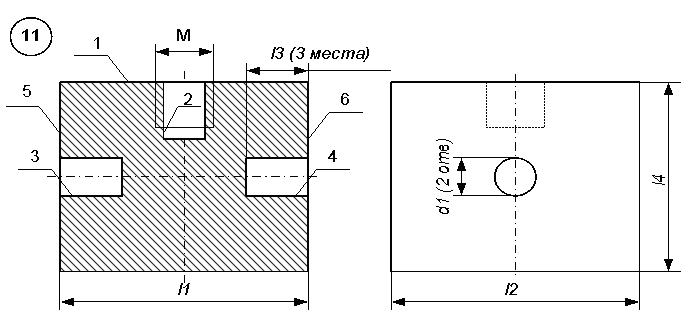
Задание с чертежом детали и ее размерами
Вариант 11
|
№ |
№ вар. |
Поверхности |
Размеры |
БС |
Ц |
СП |
УП | ||||||||
|
2 |
3 |
4 |
l1 |
l2 |
l3 |
l4 |
d1 |
d2 |
M1/R | ||||||
|
12 |
11 |
+ |
+ |
+ |
120 |
120 |
30 |
120 |
30 |
- |
30 |
+ |
+ |
+ |
peps |
Технологический процесс
Выбор инструмента:
Для обработки детали выбираем вертикально-фрезерный станок, инструменты обработки – шпоночная фреза.
Последовательность обработки поверхностей:
Третья поверхность (3) обрабатывается шпоночной фрезой.
Вторая поверхность (2) обрабатывается шпоночной фрезой
Четвертая поверхность (4) также обрабатывается шпоночной фрезой Состав операций:
Технологический процесс можно представить в виде следующей последовательности операций:
Установка детали на станке.
Работа станка с ЧПУ по УП.
Снятие детали.
Оборудование
Выбор МРС
В соответствии с технологическим процессом выбрано современное
металлорежущее оборудование с ЧПУ. Для обработки детали применяется
вертикальный фрезерный станок с ЧПУ Heidenhain TNC 310 серии FV.

Вертикальные фрезерные станки серии FV с ЧПУ Heidenhain TNC 310 (Германия) предназначены для выполнения разных фрезерных операций выполняемых с помощью цилиндрических, дисковых, фасонных, торцевых, модульных, червячных и других фрез. На станке можно обрабатывать с двух осей сложные плоскости, растачивать отверстия в деталях из стали, чугуна, цветных металлов и пластмассы. Опции: автоматический зажим инструмента; системы управления Heidenhain TNC 124, Heidenhain TNC 410, Heidenhain TNC 426. Все основные части станка изготовлены из высококачественной стали, что обеспечивает надежную работу станка и сохранение точности обработки в течение долгих лет.
Характеристики оборудования
|
Техническая характеристика |
FV 361 04 | ||
|
Размер стола |
мм |
360/1000 | |
|
Т-образные пазы |
количество xширинаxрасстояние |
мм |
5x18x63 |
|
Продольный ход стола |
x |
мм |
750 |
|
Поперечный ход стола |
y |
мм |
340 |
|
Вертикальный ход стола |
z |
мм |
440 |
|
Максимальное расстояние от торца до шпинделя стола |
мм |
567 | |
|
Передний конец шпинделя |
SO |
40 | |
|
Угол поворота шпиндельной головки |
вокруг 2 осей |
град |
360 |
|
Число скоростей шпинделя |
|
бесступенчато | |
|
Диапазон оборотов |
верт/горизонт |
об/мин |
20…5100 |
|
Скорость подачи стола |
x,y,z |
мм/мин |
2…10000/2…6000 |
|
Быстрый ход стола |
x,y,z |
м/мин |
10/6 |
|
Мощность главного двигателя |
кВт |
7,5(11,5) | |
|
Вес станка, ориентировочно |
кг |
3000 | |
СТАНДАРТНЫЕ ПРИНАДЛЕЖНОСТИ
· Автоматическая смазка
· Прецизионные шарико-винтовые пары по осям X,YиZ
· Защита рабочего пространства
· Система охлаждения
· Рабочее освещение
· Система управления HeidenhainTNC310
ОПЦИИ
· Автоматический зажим инструмента
· Система управления: HeidenhainTNC124,TNC410,TNC426
Для обработки детали с учетом конфигурации выбранной поверхности и оборудования подходит концевая фреза с цилиндрическим хвостовиком (ГОСТ 17025-71)
d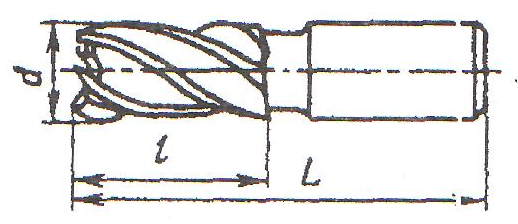 =10,0
мм
=10,0
мм
L=63 мм
l=13 мм
Выбор промышленного робота
Японская ассоциация промышленных роботов подразделяет роботы по уровню сложности на шесть классов:
- ручные манипуляторы;
- устройства типа «взять-положить»;
- программируемые манипуляторы;
- роботы, обучаемые вручную;
- роботы, управляемые на языке;
- программирования;
- роботы, способные реагировать на окружающую среду.
В Европе и США термин «промышленный робот» не включает первые два класса японской трактовки. Британская ассоциация по робототехнике (БАР) определяет робот как «перепрограммируемое устройство, предназначенное
для манипулирования и транспортировки деталей, инструментов или специализированной технологической оснастки посредством вариабельных
программируемых движений по выполнению конкретных производственных задач». Определение, используемое Американским институтом по робототехнике, в основном схоже с трактовкой БАР и характеризует робот как «перепрограммируемый многофункциональный манипулятор, предназначенный для перемещения материалов, деталей, инструментов или других специальных устройств посредством программируемых движений для выполнения разнообразных задач».
 Справочник “Промышленные роботы”
под редакцией Козырева Ю.Г. определяет
ПР как автоматическую машину, стационарную
или передвижную, состоящую из
исполнительного устройства в виде
манипулятора, имеющего несколько
ступеней подвижности, и перепрограммируемого
управления для выполнения в производственном
процессе двигательных и управляющих
функций.
Справочник “Промышленные роботы”
под редакцией Козырева Ю.Г. определяет
ПР как автоматическую машину, стационарную
или передвижную, состоящую из
исполнительного устройства в виде
манипулятора, имеющего несколько
ступеней подвижности, и перепрограммируемого
управления для выполнения в производственном
процессе двигательных и управляющих
функций.
Промышленный робот KAWASAKI F-SERIES -FS10C(FS10E,FS10L) шестиосевой
|
Грузоподъёмность |
до 10 кг |
|
Угол поворота | |
|
JT1 |
320 |
|
JT2 |
245 |
|
JT3 |
520 |
|
JT4 |
540 |
|
JT5 |
290 |
|
JT6 |
720 |
|
Максимальная скорость | |
|
JT1 |
200(200,160) |
|
JT2 |
140 |
|
JT3 |
200(200,160) |
|
JT4 |
360 (360,330) |
|
JT5 |
360 (360,330) |
|
JT6 |
600 (600,500) |
|
Повторяемость |
±0,05 (±0,1;±0,1) |
|
Рабочая зона |
гор./верт.: 1102/1432 (1551/1881;1972/2392) |
|
Установка |
Пол/Потолок/Стена |
|
Масса |
110 (120,200) |
|
Контроллер |
С |
Примечание: модификации с различными размерами рабочей зоны для манипуляций с предметами массой до 10 кг. Тонкий профиль руки облегчает перемещение в вертикальной плоскости. Для монтажа достаточно небольшой поверхности.
Выбор ЗНУ
Для компоновки РТК выбрано ЗНУ револьверного типа

Вертикальная ориентация заготовок и
деталей на плоскости поворотного стола.
Движения ориентации деталей – в плоской
системе координат {![]() }.
Для загрузки различных станков
фрезерно-сверлильной группы с вертикально
расположенным шпинделем деталями
средних размеров
}.
Для загрузки различных станков
фрезерно-сверлильной группы с вертикально
расположенным шпинделем деталями
средних размеров