

3. Проектирование и компановка ртк
Промышленный робот(ПР) – автоматическая машина, представляющая собой совокупность манипулятора и перепрограммируемого устройства управления, для выполнения в производственном процессе двигательных и управляющих функций, заменяющих аналогичные функции человека при перемещении предметов производства и технологической оснастки.
На основе выбранного ранее фрезерного станка выбираем напольный промышленный робот с горизонтальной выдвижной рукой и подъемной кареткой.
Промышленный робот СМ40Ц.40.11
Параметры:
|
Грузоподъемность суммарная/на одну руку, кг |
40/40 | ||
|
Количество степеней подвижности |
4 | ||
|
Тип системы управления |
Цикловая | ||
|
Погрешность позиционрования, мм |
1,5 | ||
|
Максимальные перемещения |
По горизонтали |
760 | |
|
По вертикали |
760 | ||
|
Скорость линейных перемещений, м/с |
Вперед |
0,41 | |
|
Назад |
0,635 | ||
|
Вверх |
0,212 | ||
|
|
Вниз |
0,38 | |
|
Способ программирования |
По упорам | ||
|
Тип привода |
Гдравлический | ||
|
Число программируемых координат |
3 | ||
|
Число рук/захватов на руку |
2/1 | ||
|
Наибольший вылет руки |
1800 | ||
|
Масса, кг |
1400 | ||
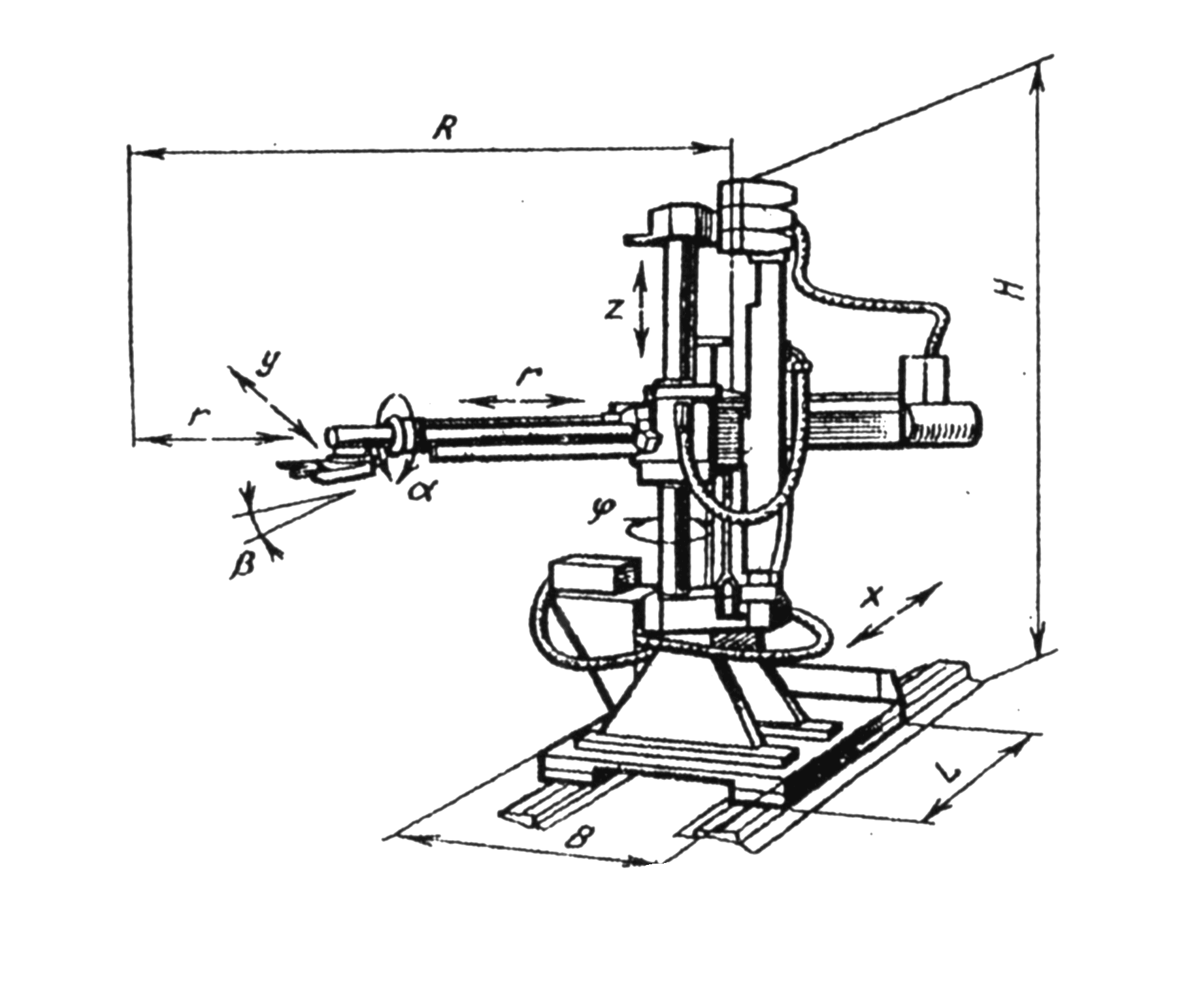
Рис. Промышленный робот СМ40Ц.40.11

Рис. Компоновка РТК
1 – конвейер
2 – ПР
3 – фрезерный станок с ЧПУ
4 – устройство ЧПУ
5 – устройство управления ПР
3.1 Контролируемые параметры
X1 – станок включен
X2 – станок выключен
X3 – заготовка в позиции захвата
X4 – деталь зажата в патроне
X5 – деталь зажата в ЗУ ПР
X6 – рука робота в т.1
X7 – рука робота в т.2
X8 – рука робота в т.3
X9 – рука робота в т.4
X10 – конец управляющей команды
X11 – деталь разжата в патроне
X12 – разжатие ЗУ ПР
4. Моделирование работы РТК
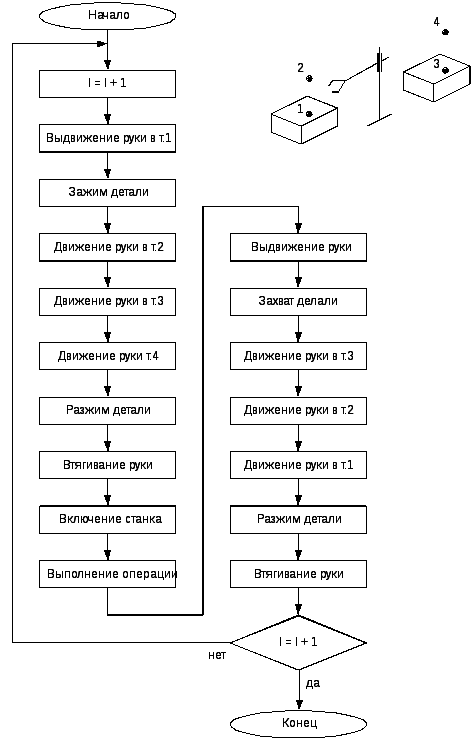
4.1 Блок-схема работы РТК
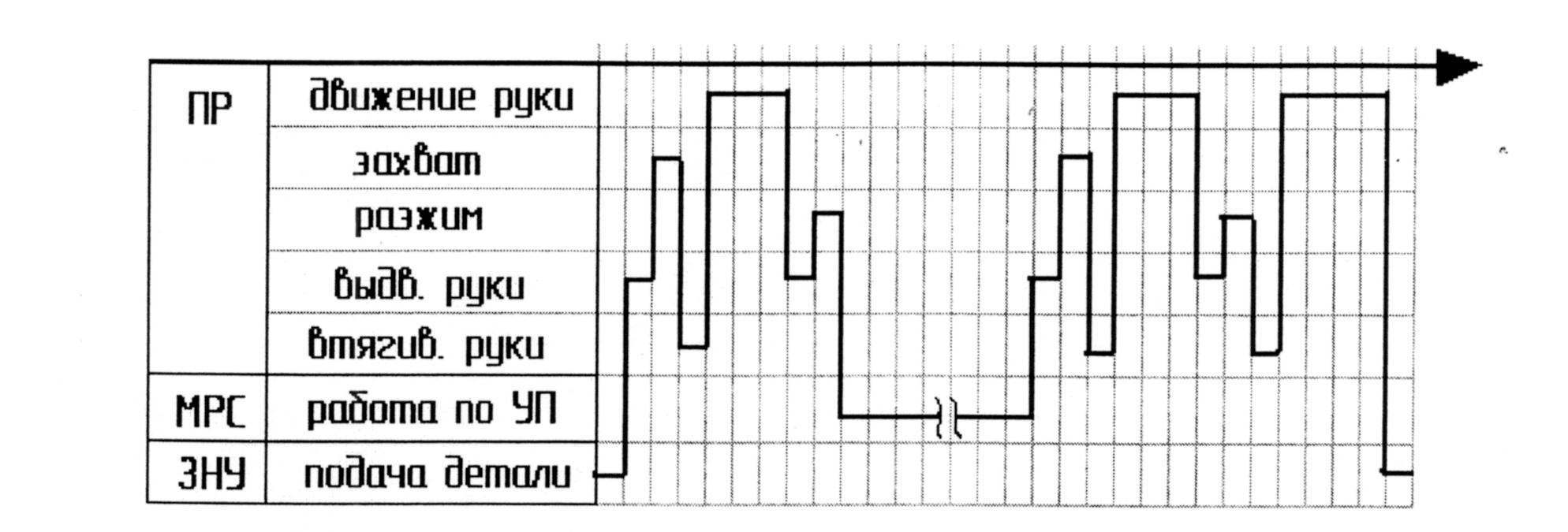
4.2 Циклограмма работы РТК
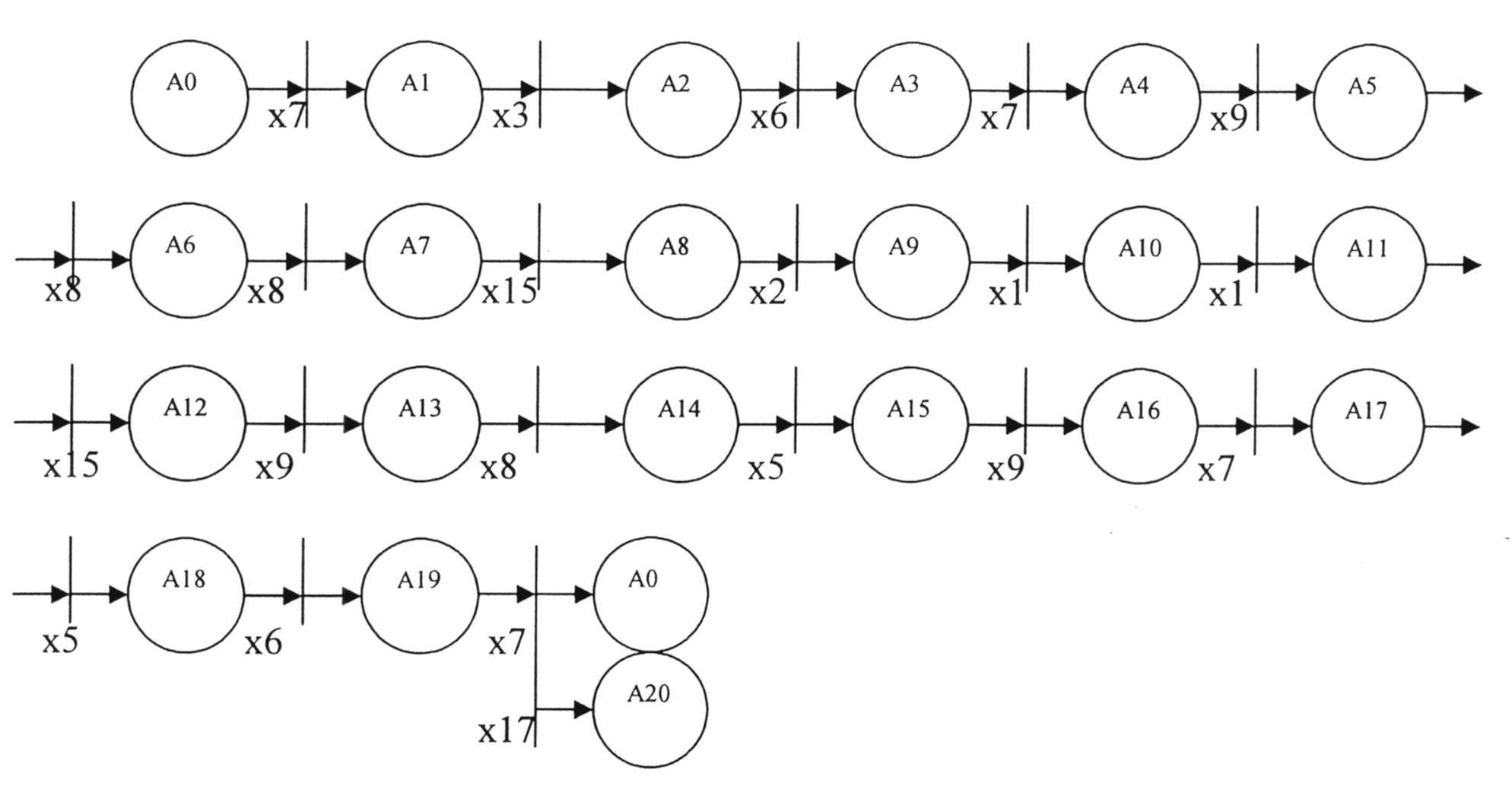
4.3 Сеть Петри для функционирования РТК
X1 – станок включен
X2 – станок выключен
X3 – заготовка в позиции захвата
X4 – деталь зажата в патроне
X5 – деталь зажата в ЗУ ПР
X6 – рука робота в т.1
X7 – рука робота в т.2
X8 – рука робота в т.3
X9 – рука робота в т.4
X10 – конец управляющей команды
X11 – деталь разжата в патроне
X12 – разжатие ЗУ ПР
X13 – рука втянута
X14 – рука вытянута
X15 – количество деталей равноn
A0 – рука робота над заготовкой
A1 – перемещение руки в т.1
A2 – захват заготовки
A3 – перемещение руки в т.2
A4 – перемещение руки в т.4
A5 – перемещение руки в т.3
A6 – разжим ЗУ ПР
A7 – перемещение руки в т.4
A8 – втягивание руки
A9 – включение станка
A10 – обработка детали по УП
A11 – выключение станка
A12 – выдвижение руки
A13 – перемещение руки в т.3
A14 – захват детали ЗУ ПР
A15 – перемещение руки в т.4
A16 – перемещение руки в т.2
A17 – перемещение руки в т.1
A18 – разжм ЗУ ПР
A19 – перемещение руки в т.2
А20 – выключение станка
4.4 Управляющая программа
par 1
ppl c:\peps\pepspos\fanuc6mb\ fanuc6mb\
Viev xyz
win x-0 y-0 z-0 x150 y150 z150
p1 x20 y20
P2=x120 y20
P3=x120 y120
P4=x20 y120
P5=x62.5 y42.5
P6=x77 y42.5
P7=x77.5 y97.5
P8=x62.5 y=97.5
S1=p1 p2
S2=p2 p3
S3=p3 p4
S4=p4 p1
S5=p6 p7
S6=p8 p5 7.5
C1=x70 y97.5 p8
C2=x20 y45.5 p6
C2=x70 y45.5 p6
P9=x20 y70
K1 p9 ts4 cf5 ts1 cf5 ts2 cf5 ts3 cf5 ts4 p9 ek
K2 p5 ac2 p6 ts5 p7 ac1 p8 ts6 p5 ek
Ext k2 z0 z15
from x0 y0 z0
tool 1 d5
fed h100 v15
spin 16000
rap
cle 4
got x15 y70 z0
rap
off15
pro ak1
off 10
pro ak 1
ret
rap
got x57.5 y42.5 z15
off 15
pro ak2
off 10
pro ak2
ret
rap
goh
Рисунок 4.1 – Снимок экрана управляющей программы