

После кантовки на 90 заготовку укладывают в штамповочный ручей.
Ручьи 3-го вида служат для увеличения размеров заготовки за счет уменьшения ее высоты (осадкой) или толщины (расплющиванием) и имеют две группы:
1. Площадка для осадки – применяют для осадки исходной заготовки, иногда с выдавливанием или частичной прошивкой (за несколько ударов до)
достижения требуемой высоты).
2. Площадка для расплющивания – применяют для расплющивания исходной заготовки, иногда с местным пережимом металла (за несколько ударов).
Ручьи 4-го вида служат для совмещения в одном ручье двух разнотипных заготовительных операций и имеют 5 подгрупп.
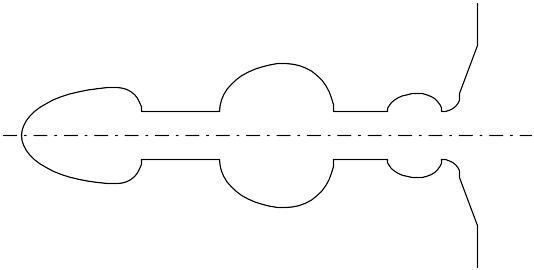
1. Формовочно-подкатный ручей применяют для набора металла при необходимости его одностороннего смещения. По заготовке наносят2-4 удара, сопровождая кантовкой на 90. После последнего наиболее сильного удара заготовку еще раз кантуют на 90 и в таком положении укладывают в штамповочный ручей.
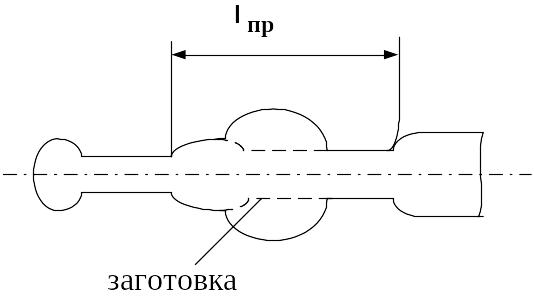
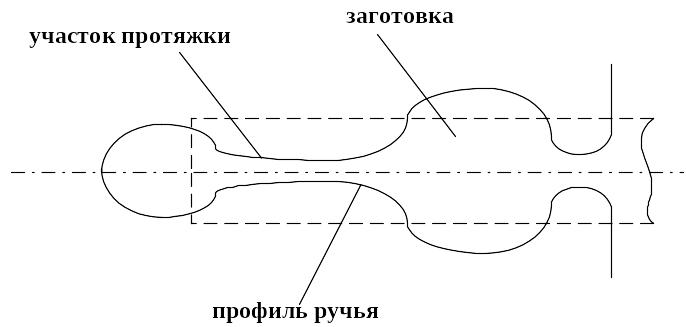
2. Формовочный протяжной ручей применяют для протяжки заготовки на определенном участке с последующей формовкой в том же ручье. После протяжки на протяжном пороге заготовку подвигают до конца ручья и деформируют одним сильным ударом.
3. Протяжно-прокатный ручей применяют для протяжки заготовки с последующей подкаткой в том же ручье. При этом требуется обычно предварительная оттяжка клещевины.
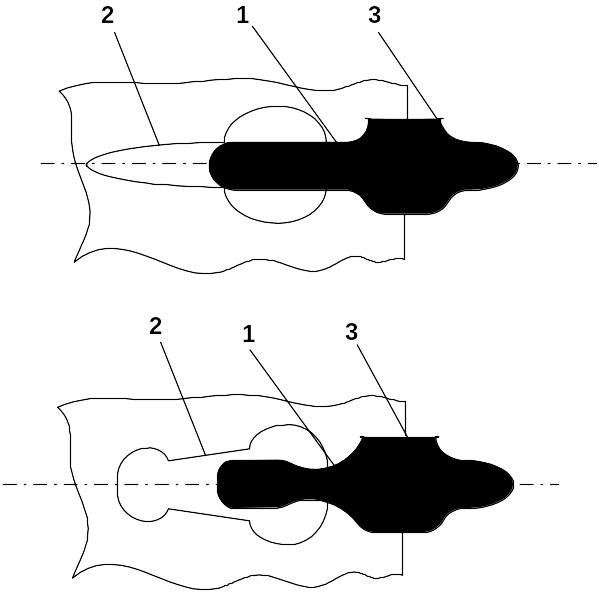
1 – протяжной порог;
2 – подкатный ручей;
3 – заготовка.
4. Прокатно-протяжной ручей применяют для одновременной подкатки и протяжки различных элементов заготовки путем устройства протяжного порога и свободного выхода в тыльной части.
5. Заготовительно-посадочный ручей применяют для осаживания или расплющивания исходной заготовки в соединении с выдавливанием металла.

Получаемая в этом случае заготовка по форме и размерам приближается к готовой поковке.
Штамповочные ручьи бывают 3-х видов:
1. Заготовительно-предварительный ручей служит для получения формы, близкой к чистовой, и одновременно на некоторых участках выполняет роль заготовительного ручья. (За 2-5 ударов, иногда с кантовкой перед штамповкой на 180.)

1 – заготовительно-предварительный ручей;
2 – чистовой ручей.
2. Черновой ручей – имеет форму, весьма близкую к чистовому ручью. Применяют для повышения стойкости чистового ручья.
3. Чистовой ручей –применяют для получения отчетливо оформленной конфигурации поковки в соответствии с требованием чертежа и ТУ.
Отрубной нож применяют для отделения отштампованных поковок от прутка.
