

18,5. Хонингование.
Хонингование применяют для того, чтобы получить отверстия с малым отклонением размера и параметром шероховатости, а также для создания микропрофиля обработанной поверхности в виде сетки. Такой профиль необходим для удержания на стенках отверстия смазочного материала при работе машины, например, двигателя внутреннего сгорания. Чаще всего обрабатывают сквозные и реже - ступенчатые отверстия, как,правило, неподвижно закрепленных заготовок.
Поверхность заготовки обрабатывают мелкозернистыми абразивными брусками, которые закрепляют в хонинговальной головке — хоне, являющейся режущим инструментом. Инструмент вращается и одновременно возвратно-поступательно перемещается вдоль оси, обрабатываемого отверстия (рис.82, а). Отношение скоростей указанных движений составляет 1—10 и определяет условия резания; скорость вращения хона для заготовок из стали равна 45—60 м/мин, а из чугуна и бронзы — 60—75 м/мин.
.Сочетание движений инструмента приводит к тому, что на обрабатываемой поверхности появляется сетка микроскопических винтовых царапин — следов перемещения абразивных зерен. Угол пересечения этих следов зависит от отношения скоростей, поэтому необходимый вид сетки на поверхности отверстия можно получать

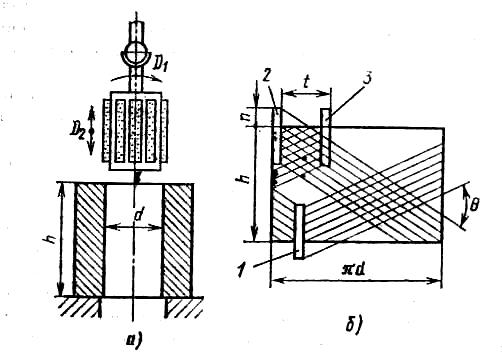
Рис.82 Схема хонингования.
в ходе хонингования. На рис. 82, б дана развертка внутренней цилиндрической поверхности заготовки и схема образования сетки.
Крайние нижнее 1 и верхнее 2 положения абразивных брусков устанавливают так, что создается перебег n. Перебег необходим для того, чтобы образующие отверстия были прямолинейными и отверстие имело правильную геометрическую форму. Совершая вращательное движение, абразивные бруски при каждом двойном ходе начинают резание с нового положения 3 хона с учетом смещения по шагу t, поэтому исключается наложение траекторий абразивных зерен.
Абразивные бруски всегда контактируют с обрабатываемой поверхностью, так как они раздвигаются в радиальных направлениях механическими, гидравлическими или пневматическими устройствами. Давление брусков следует контролировать. Минимальное давление получают при хонинговании с наложением ультразвуковых колебаний.
18.6. Суперфиниш
Отделку поверхностей суперфинишированием проводят в основном для того, чтобы уменьшить шероховатость, оставшуюся от предыдущей обработки. При этом меняется высота и вид микровыступов. Обработанная поверхность имеет сетчатый рельеф, а каждый микровыступ скругляется. Фактическая поверхность контакта с другими деталями увеличивается, чем обеспечиваются более благоприятные условия взаимодействия трущихся поверхностей. Суперфинишированием обрабатывают плоские, цилиндрические (наружные и внутренние), конические и сферические поверхности заготовок из закаленной стали, реже — из чугуна и бронзы.
Обработку поверхностей производят абразивными брусками, которые устанавливают в специальной головке. Характерным для суперфиниширования является колебательное движение брусков одновременно с движением заготовки. Резание производится при давлении брусков I - 3 МПа, смазочный материал — малой вязкости.
При обработке наружной цилиндрической поверхности (рис. 83, а) плотная сетка микронеровностей создается сочетанием вращательного движения заготовки, возвратно-поступательного ее перемещения , колебательного движения брусков вдоль оси заготовки. Амплитуда колебаний брусков составляет 1,5—6 мм, а частота колебаний 400—1200 в минуту. Колебательное движение головки ускоряет съем металла и улучшает
ородность поверхности. Отношение скоростей движений вращательного и возвратно-поступательного в начале обработки составляет 2—4, а в конце 8—16. Процесс характеризуют сравнительно малые скорости движения резания, которые составляют 5—7 м/мин. Бруски самоустанзвлнваготся по обрабатываемой поверхности.
Важную роль при обработке играет смазывающее-охлаждающая жидкость. Масляная пленка покрывает обрабатываемую поверхность, но наиболее крупные микровыступы
(рис. 83, б) прорывают ее и в первую очередь срезаются бруском. Давление брусков на выступы оказывается большим. По мере дальнейшей обработки давление снижается,так как
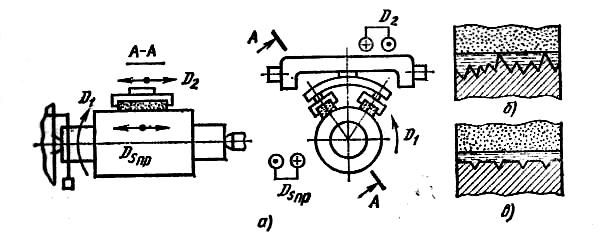
Рис., 83. Схема суперфиниширования
Классификация чугунов и их обозначение.
Чугунами называются железоуглеродистые сплавы, содержащие более 2,12 % С и затвердевающие с образованием эвтектики.
Белыми называются чугуны, в которых весь углерод находится в связанном состоянии в виде цементита Fe3C . Из-за большого количества цементита они твердые (450 ... 550 НВ), хрупкие и для изготовления деталей машин не используются. Ограниченное применение имеют отбеленные чугуны - отливки из серого чугуна со слоем белого чугуна в виде твердой корки на поверхности.
Серыми называются чугуны с пластинчатой формой графита. По химическому составу серые чугуны разделяют на обычные (нелегированные) и легированные. Обычные серые чугуны - сплавы сложного состава, содержащие основные элементы: Fe, С, Si - и постоянные примеси
Высокопрочными называют чугуны, в которых графит имеет шаровидную форму. Их получают модифицированием магнием, который вводят в жидкий чугун в количестве 0,02 ... 0,08 %.
Таблица 1.1. Свойства промышленных чугунов
Марка |
|
|
|
|
8,% |
|
НВ |
|||
чугуна |
|
МПа |
|
|
|
|
||||
|
Серые чугуны (ГОСТ 1412-85) |
|
||||||||
СЧ10 |
100 |
|
|
- |
- |
490 |
||||
СЧ15 |
150 |
|
|
- |
- |
163...210 |
||||
СЧ25 |
250 |
|
|
- |
- |
180...245 |
||||
СЧ35 |
350 |
|
|
- |
- |
220...275 |
||||
Высокопрочные чугуны (ГОСТ 7293-85) |
||||||||||
ВЧ35 |
350 |
|
220 |
22 |
140...170 |
|||||
ВЧ45 |
450 |
|
310 |
10 |
140…225 |
|||||
ВЧ60 |
600 |
|
370 |
3 |
192...227 |
|||||
ВЧ80 |
800 |
|
490 |
2 |
248...351 |
|||||
ВЧ100 |
1000 |
|
700 |
2 |
270...360 |
|||||
Чугуны с вермикулярным графитом (ГОСТ 28384-89) |
||||||||||
ЧВГЗ0 |
300 |
|
240 |
3 |
130...180 |
|||||
ЧВГ35 |
350 |
|
260 |
2 |
140...190 |
|||||
ЧВГ40 |
400 |
|
320 |
1,5 |
170...220 |
|||||
ЧВГ45 |
450 |
|
380 |
0,8 |
190...250 |
|||||
Ковкие чугуны (ГОСТ 1215-79) |
||||||||||
КЧЗО-6 |
300 |
|
- |
6 |
100...163 |
|||||
КЧ 35-8 |
350 |
|
- |
8 |
100...163 |
|||||
КЧ 37-12 |
370 |
|
- |
12 |
110...163 |
|||||
КЧ 45-7 |
450 |
|
- |
7 |
150...207 |
|||||
КЧ 60-3 |
600 |
|
- |
3 |
200...269 |
|||||
КЧ 80-1,5 |
800 |
|
- |
1,5 |
270...320 |
|||||
Шаровидный графит - менее сильный концентратор напряжений, чем пластинчатый, поэтому он меньше снижает механические свойства металлической основы и обладает более высокой прочностью и некотрой пластичностью. Марка высокопрочного чугуна обозначается буквами ВЧ и числа, означающего его временное сопротивление ( предел прочности), уменьшенное в 10 раз (табл. 1.1.).
В чугунах с вермикулярным графитом структура формируется под действием комплексного модификатора, содержащего магний и редкоземельные металлы. Графит приобретает шаровидную (до 40 %) и вермикулярную - в виде мелких тонких прожилок - форму.После модифицирования эти чугуны содержат в %: 3,1 ... 3,8 С; 2,0 ... 3,0 Si; : ... 1,0 Мп; до 0,025 S; 0,08 Р.Чугуны с вермикулярным графитом производят четырех марок: ЧВГ 30; ЧВГ 35; ЧВГ 40; ЧВГ 45 (табл. 1.1;). Число в марке обозначает уменьшенное в 10 раз значение временного сопротивления.
По механическим свойствам чугуны с вермикулярным графитом занимают промежуточное положение между серыми и высокопрочными чугунами. Они прочнее серых чугунов, особенно при циклических нагрузках. Механические свойства этих чугунов в меньшей степени зависят от массы отливок. Они отличаются хорошей теплопроводностью ,что обеспечивает их стойкость Ковкими называются чугуны, в которых графит имеет хлопьевидную форму. Их получают отжигом белых доэвтектических чугунов. По этой причине графит ковких чугунов называют углеродом отжига. Такой графит в отличие от пластинчатого меньше снижает механические свойства металлической основы, вследствие чего ковкие чугуны по сравнению с серыми обладают более высокими прочностью и пластичностью.
Легированные чугуны. Свойства чугунов можно улучшить легированием, т.е. введением в его состав специальных элементов, такими же, какие используются при легировании стали. Легирующие элементы влияют на металлическую основу чугуна, а также на характер и размеры графитных включений, способствуют измельчению структуры. Назначение легированных чугунов самое различное. Чугуны применяют износостойкие, жаростойкие, жаропрочные, коррозионностойкие, антифрикционные.
Износостойкие чугуны. Для работы в условиях абразивного износа применяют чугун, содержащий 3,5—5% Ni; 0,8% Сг, обладающий удовлетворительной износостойкостью при легких условиях работы (рабочие органы насосов и др.). Чугуны для работы в уеловиях сухого трения в основном легированы хромом (до 0,6%) и никелем (до 2,5%) с добавками таких элементов, как титан, медь вольфрам, молибден. Из таких чугунов изготовляют тормозныеI барабаны автомобилей, диски сцепления, суппорты токарных станков, гильзы цилиндров и др. Высокой износостойкостью обладает высокохромистый чугун, например, марки ИЧХ12ГЗМ (12—14%Сг; I 2,8—3,8% Мп; 0,4—0,8% Мо), применяемый для дробильных вальцов, шаров шаровых мельниц и др.
Жаростойкие чугуны. К ним относится хромистый чугун с содержанием хрома от 0,5 до 30%; например: чугун марки ЖЧХ-30 (28—32% Сг), применяемый для деталей печей и вагранок, фурм и других деталей, работающих при высоких температурах (до 900°С); кремнистый чугун марки ЖЧС-5,5 (5—6% Si), применяемый для изготовления деталей, работающих при температурах до 800°С, для рам дверок мартеновских печей, деталей котлов и др.; алюминиевый чугун марки ЖЧЮ-22 (19—25% А1), обладающий наиболее высокой жаростойкостью и применяемый для деталей, работающих при температурах до 1150°С (шлаковые фурмы доменных печей, плавильные тигли и др.).
Жаропрочные чугуны. К ним относится, например, чугун с шаровидным графитом марки ЧН11Г7Х2Ш (10—12% Ni; 5—8% Мп; 1—2,5% Сг), обладающий высокими жаропрочными свойствами и применяемый для деталей дизелей, компрессоров по сжижению газов и др.
Классификация сталей.
Стали классифицируют по следующим признакам: химическому составу, способу производства, качеству, структуре, применению.
По химическому составу различают стали углеродистые и легированные.
Углеродистые стали в зависимости от содержания углерода делят на низкоуглеродистые (от 0,08 до 0,25% С), среднеуглеродистые (от0,25 до 0,45%С) и высокоуглеродистые (более 0,45%С).
Легированные стали в зависимости от содержания легирующих элементов делят на низколегированные (до 2,5%), среднелегированные (от 2,5 до 10%) и высоколегированные (более 10%).
В зависимости от наличия в легированных сталях тех или иных легирующих элементов стали называют хромистыми, кремнистыми, хромоникелевыми, хромомарганцеванадиевыми и т. п.
По способу производства различают стали конверторные, мартеновские, электросталь и сталь особых методов выплавки.:
По качеству различают стали обыкновенного качества, качественные, высококачественные и особо высококачественные. При этом учитывается ,главным образом, содержание в сталях вредных примесей — серы и фосфора, а также способ выплавки .
Стали обыкновенного качества — углеродистые стали с содержанием углерода до 0,5%
содержание фосфора до 0,07% и серы до 0,06%, выплавляют в конверторах (с применением кислорода) и в мартеновских печах.
Стали качественные — углеродистые и низколегированные стали; содержание серы и фосфора до 0,035—0,040% каждого. выплавляются преимущественно в основных мартеновских печах;
Стали высококачественные — главным образом среднелегированные стали; содержание серы и фосфора до 0,025% каждого.выплавляются преимущественно в электропечах, а также в кислых мартеновских печах;
Стали особо высококачественные — высоколегированные стали,содержание серы и фосфора до 0,015% каждого, выплавляются в электропечах, электрошлаковым переплавом и другими совершенными методами;
По структуре подразделяют стали в отожженном и в нормализованном состояниях.
Стали в отожженном состоянии делят на классы: доэвтектоидный, эвтектоидный и заэвтектоидный, обычно объединяемые в один класс - перлитный (для углеродистых и легированных сталей) класс — перлитный (для углеродистых и легированных сталей), ледебуритный или карбидный, ферритный, полуферритный, аустенитный и полуаустенитный
Стали в нормализованном состоянии по структуре делят на перлитный , мартенситный и аустенитный классы . Образование стали этих классов характеризуется диаграммой изотермического превращения с нанесением на нее кривой нормализации (охлаждения на воздухе).
К перлитному классу относят углеродистые и легированные стали с низким содержанием легирующего элемента, кривая нормализации которых пересекает кривую изотермического превращения в зоне образования феррито-цементитной смеси с образованием перлита, сорбита или троостита.
К мартенситному классу относят легированные стали с более высоким содержанием легирующего элемента, кривая изотермического превращения которых располагается правее (большая устойчивость аустенита).
К аустенитному классу относят легированные стали с высоким содержанием легирующего элемента, в которых не только кривая изотермического превращения сдвинута вправо, но также понижена точка начала мартенситного превращения Ма; она расположена при температуре ниже комнатной. В этом случае кривая нормализации не пересекает С-образную кривую.
По применению стали подразделяют на следующие группы и подгруппы:
Конструкционные стали: строительные; машиностроительные общего назначения (стали, используемые без термической обработки, упрочняемые в поверхностном слое и упрочняемые по всему сечению); машиностроительные специализированного назначения (стали пружинные, шарикоподшипниковые, автоматные, жаропрочные и др.).
Инструментальные стали;
Стали с особыми свойствами: с особыми химическими свойствами (нержавеющие стали); с особыми физическими свойствами (магнитные, с малым и заданным коэффициентом расширения и др.).