

Министерство общего и профессионального образования Свердловской области Государственное бюджетное образовательное учреждение среднего профессионального образования Свердловской области «ЕКАТЕРИНБУРГСКИЙ МЕХАНИЧЕСКИЙ ТЕХНИКУМ»
Отчёт о стажировке.
Выполнил: Кондрашов А.Д.
Екатеринбург 2012
Основная часть:
Тюнинг центр «ГАРАЖЪ 4х4», форма собственности – индивидуальное предпринимательство.
Тюнинг и подготовка внедорожников к охоте и рыбалке.
Переделка автомобиля пожеланию заказчика.
Главный офис, ремонтный бокс, ангар, стоянка.
.
Количество рабочих в размере трёх человек.
.
Балансировочный станок МТ 825, станок для шиномонтажа SUNRISE 112A, поршневой компрессор К 20 Производитель: ОАО «Бежецкий завод «Автоспецоборудование».
Выполнение профессиональной задачи – разработаки технологического процесса восстановления (ремонта) детали автомобиля:
Производственный процесс ремонта — это комплекс целенаправленных действий, приводящий к восстановлению работоспособности деталей, узлов, агрегатов и машин в целом, утраченной вследствие естественного или аварийного изнашивания в процессе эксплуатации, хранения или транспортирования машин. Производственный процесс охватывает всю совокупность операций, в результате которых объект ремонта превращается в изделие, полностью соответствующее техническим условиям на ремонт. В понятие производственного процесса включаются ряд самостоятельных технологических процессов (доставка объекта ремонта на предприятие, очистка, мойкгц восстановление отдельных деталей, изготовление запасных частей, контроль сборки машин, испытание и т. д.), а также мероприятия по подготовке и нормальному функционированию ремонтного предприятия (организация обслуживания средств производства и рабочих мест, получение и хранение материалов и полуфабрикатов и пр.).
Технологический процесс ремонта машин является частью производственного процесса, включающего ряд последовательных операций, связанных с постепенным изменением состояния объекта ремонта. Характер технологического процесса и последовательность выполняемых операций определяются видом ремонта, конструктивно-технологическими особенностями машины, техническим уровнем, оснащенностью ремонтного предприятия и организационными принципами проведения ремонта. Определенное влияние на трудоемкость операций технологического процесса оказывает техническое состояние машин, поступающих в ремонт.
Обычно различают наиболее сложные технологические процессы выполнения заготовок, термической обработки, механической обработки, наплавки и сварки, сборки.
Под технологическим процессом механической обработки понимают последовательное изменение состояния заготовки (форм, размеров, качества поверхностей) до получения готового изделия. При выполнении сварочных работ или наплавки происходит изменение геометрии детали в результате присоединения другой детали или послойного наращивания металла на изношенные поверхности. Технологический процесс сборки связан с последовательным соединением деталей в узлы и отдельных узлов в агрегаты или машины.
Технологический процесс состоит из нескольких операций. Под технологической операцией понимают часть технологического процесса, осуществляемую непрерывно на одном рабочем месте с использованием определенного инструмента или приспособления. Содержание операции зависит от характера технологического процесса, применяемого оборудования и объекта ремонта. Ввиду того что операция в организационном отношении является основной и неделимой частью технологического процесса, она используется при учете производительности труда и планировании основных показателей функционирования ремонтного предприятия.
При восстановлении деталей, узлов и агрегатов погрузочно- разгрузочных машин наиболее трудоемкими являются технологические процессы, связанные с капитальным ремонтом. При этом виде ремонта предусматривается полная разборка машины на детали с последующим восстановлением значительного числа первоначальных посадок. Все операции технологических процессов должны выполняться в строгом соответствии с установленными техническими условиями на ремонт.
При поступлении машины на ремонтное предприятие техническими условиями определяются требования к владельцу машины в части ее комплектности, подготовка к ремонту, указывается порядок приемки.
Техническими условиями регламентируются правила контроля и сортировки деталей. При разработке технологического процесса на каждую деталь составляется карта, где приводятся номинальные и допустимые по износу размеры детали с указанием характерных выбраковочных признаков. Детали считаются годными, если они не имеют повреждений и их износ не превышает установленных допусков.
Для того чтобы ремонтные операции на рабочих местах выполнялись в строгом соответствии с техническими условиями, на предприятиях составляют так называемые технологические карты. Такие карты являются важным элементом производства, позволяющим обеспечить единую технологическую дисциплину на предприятиях. Применение технологических карт дает возможность правильно решать вопросы оснащения рабочих мест оборудованием и своевременно устранять возникающие в технологическом процессе отклонения.
Технологические карты обычно составляют на стадии подготовки ремонтного производства. В картах приводится перечень и содержание необходимых операций, а также порядок их выполнения с учетом оптимальной последовательности. По каждой операции в карте отмечается используемое оборудование, инструмент или приспособление; приводятся требования технических условий на ремонт и устанавливается квалификация рабочего. Кроме того, в технологических картах приводятся нормы времени как на отдельные операции, так и на технологический процесс в целом.
Основные технологические процессы ремонта машин включают множество одноименных операций с различными деталями. Чтобы избежать многократного повторения, на схемах технологического процесса изображают укрупненные операции, которые условно распространяют на все детали, узлы и агрегаты машины. Характер схемы технологического процесса существенно зависит от метода ремонта (необезличенного или обезличенного). При необезличенном методе схема технологического процесса представляется более детализированной, в то время как при обезличенном методе схема изображается укрупненными позициями.
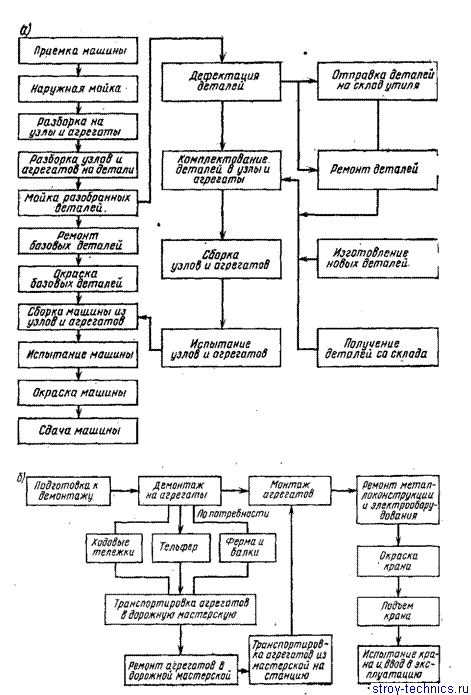
Рис. 54. Схема технологического процесса ремонта машин: а — необезличенным методом; б — агрегатным методом козловых кранов
Принципиальная схема технологического процесса ремонта машин необезличенным методом показана на рис. 54, а. Схема капитального ремонта козловых кранов грузоподъемностью 5 т агрегатным методом приведена на рис. 54, б.
Для указанных схем технологического процесса ремонта характерна последовательность операций. При необезлйченном методе базовые и остальные детали ремонтируют до начала сборки машины. По результатам дефектации негодные детали заменяют новыми, а требующие ремонта после восстановления поступают на сборку. При необезличенном методе продолжительность процесса ремонта лимитируется главным образом временем восстановления (изготовления новых) деталей.
—-
Производственный процесс ремонтного предприятия — это совокупность действий, направленных непосредственно на объект ремонта, и действий, способствующих их выполнению, в результате которых восстанавливаются годность и эксплуатационные качества машин. Отсюда видно, что производственный процесс ремонта включает основные и вспомогательные процессы. Основные— это процессы непосредственного воздействия на объект ремонта, обеспечивающие устранение дефектов, а вспомогательные — это процессы, способствующие выполнению основных. Так, процессы разборки и сборки погрузочно-разгрузочной машины, ремонта деталей и сборочных единиц относятся к основным процессам, а хранение и транспортирование машин, проверка качества выполненных работ, изготовление и ремонт инструментов, производство всех видов энергии, материально-техническое снабжение и др. относятся к вспомогательным. При техническом обслуживании погрузочно-разгрузочных машин к основным относятся процессы, связанные с уборочно-моечными, контрольно-регулировочными, смазочно-заправочными и некоторыми другими, а хранение, подготовка средств заправки и смазки, подготовка инструмента — к вспомогательным.
Основные процессы в соответствии с ГОСТ 3.1109—82 как часть производственного процесса, содержащая целенаправленные действия по изменению и определению состояния предмета труда, называют технологическими процессами. При этом технологический процесс может быть отнесен к полнокомплектной погрузочно-разгрузочной машине, его составной части или к методам обработки, формообразования и сборке. К предметам труда относятся также заготовки. Если какая-либо часть технологического процесса начинается и заканчивается на одном рабочем месте, то она называется технологической операцией, или просто операцией. Состав технологического процесса и последовательность выполнения технологических операций определяются видом ремонта, конструктивно-технологическими особенностями машины, оснащенностью и уровнем технологической подготовки ремонтного предприятия.
На рис. 92 представлена схема технологического процесса ремонта машин в дорожных мастерских. Он характеризуется тем, что объект ремонта перед установкой на основной технологической линии (ОТЛ) в связи с наличием навесного оборудования подвергается дополнительной подразборке по сравнению с базовыми машинами. В результате первой и второй (уже на ОТЛ) подразбо-рок отсоединяются агрегаты, которые могут ремонтироваться как на ОТЛ, так и за ее пределами, где в свою очередь также подвергаются разборке (третья подразборка) уже на детали. Отремонтированные детали и агрегаты возвращаются на ОТЛ на общую сборку машины, начало которой определяется готовностью базовой детали.

Рис. 92. Схема типового технологического процесса ремонта машин в дорожных мастерских
Наиболее сложными являются технологические процессы восстановления (наплавки и сварки, механической и термической обработки) и сборки. Этими процессами, как правило, характеризуется капитальный ремонт машин. Под технологическим процессом механической обработки понимают последовательное изменение форм, размеров и качества поверхностей заготовки или детали до получения готового изделия. При выполнении сварочных или наплавочных работ происходит изменение геометрии детали в результате присоединения другой детали и послойного наращивания металла на изношенные поверхности. Технологический процесс сборки связан с последовательным соединением деталей в сборочные единицы, а последних в полнокомплектные машины. Отсюда видно, что уровень технологической подготовки ремонтного предприятия должен соответствовать конструктивной и технологической сложности машин.
Под конструктивной сложностью машин, с точки зрения их ремонта, можно понимать число деталей различного типа, участвующих в разборочно-сборочном технологическом процессе, а под технологической сложностью — отношение трудовых затрат при разборке машин как наиболее простого технологического процесса, который может реализоваться в различных производственных условиях, к общим трудовым затратам на ремонт. Конструктивная сложность ряда погрузочно-разгрузочных машин будет характеризоваться данными табл. 22, где в качестве показателей сложности взято относительное (по отношению к аналогичному показателю электропогрузчика ЭП-1631) количество: деталей в машине яд, болтовых соединений Яб, шплинтов яш, подшипников качения лпк, сопряжений с натягом пи, сопряжений повышенной точности пт и зубчатых колес пзк.
В первой группе окажутся электропогрузчики и козловые краны малой грузоподъемности. Во второй группе будут остальные типы машин, главным образом из-за наличия сборочных единиц (двигателей внутреннего сгорания, гидравлического оборудования и др.), с повышенным числом особо точных сопряжений, сопряжений с натягом и подшипниковых узлов и деталей. Характерно, что и технологическая сложность их также высока.
Можно считать, что применительно к погрузочно-разгрузочным машинам более сложные из них в конструктивном отношении обладают и повышенной технологической сложностью ремонта. Например, технологическая сложность только дизельного двигателя как части тракторного погрузчика почти равна сложности электропогрузчика. Такие данные позволяют произвести классификацию погрузочно-разгрузочных машин и их сборочных единиц по степени технологической сложности и сравнить ее с достигнутым уровнем технологических возможностей ремонтных предприятий.
Наиболее полно в дорожных механических мастерских освоен ремонт электропогрузчиков и сборочных единиц козловых кранов. Требуемые объем и качество работ по переводу данных типов машин из неисправного состояния в исправное обеспечиваются соответствующими технологическими процессами, реализуемыми с помощью оборудования и организации труда.
В свою очередь технологический процесс может быть двух видов: единичный и типовой в зависимости от числа объектов, охватываемых процессом. Для случая когда на ремонтном предприятии на данном оборудовании и площадях независимо от числа машин ремонтируется конкретная марка (например, только электропогрузчик ЭП-103) или изготовляется только один вид запасной части (например, шестерня ведущая главной передачи электропогрузчика ЭП-103), составляется единичный технологический процесс, характеризующийся конкретностью информации. В свою очередь типовой технологический процесс предназначается для группы однотипных изделий (например, всех типов электропогрузчиков отечественного производства или для наплавки всех типоразмеров валов), охватываемых ремонтом.
Единичные и типовые процессы имеют еще по два признака: назначение и степень детализации содержания процесса. По назначению процесс может быть рабочим и перспективным. По степени детализации содержания каждый вид технологического процесса может быть маршрутным, операционным и маршрутно-операционным. Маршрутный технологический процесс характеризуется сокращенной информацией о всех технологических операциях на тот или иной вид работ в последовательности их выполнения без указаний переходов и технологических режимов. В отличие от этого операционный технологический процесс содержит полную информацию о всех технологических операциях на тот или иной вид работ в последовательности их выполнения с указанием переходов и технологических режимов. Маршрутно-операционный технологический процесс характеризуется сокращенной информацией о большинстве технологических операций и полной о некоторых, наиболее важных в последовательности их выполнения. Такое деление технологических процессов необходимо для описания процессов ремонта и изготовления объектов на предприятиях с различными объемом и номенклатурой работ, технологическим оснащением, организацией производства.
Для дорожных механических мастерских характерны типовые рабочие технологические процессы, содержащие объем информации, достаточный для выполнения ремонта деталей, сборочных единиц или полнокомплектных машин, в особенности машин, отличающихся пониженной технологической сложностью ремонта.
Это проявляется в том, что в мастерских исполнители тех или иных работ снабжаются, как правило, сокращенной информацией о технологическом процессе без указания переходов и технологических режимов. Задаются только конечные параметры состояния объекта. Число переходов и технологические режимы выбираются самим исполнителем. В этом случае можно считать, что в дорожных механических мастерских на ремонте машин реализуются, главным образом, типовые рабочие технологические процессы с маршрутной или маршрутно-операционной степенью его детализации. Маршрутно-операционная детализация процесса встречается, как правило, при закалке, автоматической наплавке деталей и других сложных технологических процессах. На разборке, сборке, мойке, сварке применяется в большинстве случаев маршрутная детализация технологических процессов за исключением машин с повышенной технологической сложностью ремонта. Здесь возможна и маршрутно-операционная степень детализации процесса.
В мастерских механизированных дистанций, где сложность выполняемых работ по техническому обслуживанию и текущему ремонту машин невысока, а состав обслуживаемых парков машин разнообразен, реализуются исключительно типовые рабочие технологические процессы с маршрутной степенью детализации содержания. Особенно это касается уборочно-моечных, смазочно-заправочных и даже контрольно-регулировочных работ.