

6.9 Сварочные горелки
Сварочная горелка служит основным инструментом при ручной газовой сварке. В горелке смешивают в нужных количествах кислород и ацетилен. Образующаяся горючая смесь вытекает из канала мундштука горелки с заданной скоростью и, сгорая, дает устойчивое сварочное пламя, которым расплавляют основной и присадочный металл в месте сварки. Горелка служит также для регулирования тепловой мощности пламени путем изменения расхода горючего газа и кислорода.
Горелки бывают инжекторные и безинжекторные. Служат для сварки, пайки, наплавки, подогрева стали, чугуна и цветных металлов. Наибольшее распространение получили горелки инжекторного типа. Горелка состоит из мундштука, соединительного ниппеля, трубки наконечника, смесительной камеры, накидной гайки, инжектора, корпуса, рукоятки, ниппеля для кислорода и ацетилена.
Горелки по мощности пламени делятся на:
1. Микромалой мощности (лабораторные) Г-1;
2. Малой мощности Г-2. Расход ацетилена от 25 до 700 л. в час, кислорода от 35 до 900 л. в час. Комплектуются наконечниками №0 до 3;
3. Средней мощности Г-3. Расход ацетилена от 50 до 2500 л. в час, кислорода от 65 до 3000 л. в час. Наконечники №1-7;
4. Большой мощности Г-4.
Также есть горелки для газов заменителей ацетилена Г-3-2, Г-3-3. Комплектуются наконечниками с №1 по №7.
Ацетилен и другие горючие газы
Ацетилен является основным горючим газом для газовой сварки и резки металлов, температура его плавления при сгорании в смеси с технически чистым кислородом достигает 3150°С.
Ацетилен С2Н2 является химическим соединением углерода и водорода. Технический ацетилен при нормальных давлении и температуре представляет собой бесцветный газ с резким специфическим чесночным запахом, обусловленным содержащимися в нем примесями сероводорода, аммиака, фосфористого водорода и др. Длительное вдыхание его вызывает тошноту, головокружение и даже отравление.
Ацетилен легче воздуха, 1 м3 ацетилена при нормальном атмосферном давлении и температуре 20°С имеет массу 1,09 кг. При нормальном давлении и температуре от —82,4°С (190,6 К) до —84,0°С (189 К) ацетилен переходит в жидкое состояние, а при температуре —85°С (188 К) затвердевает.
Ацетилен — самое распространенное горючее, используемое в процессах газопламенной обработки. При использовании ацетилена необходимо учитывать его взрывоопасные свойства. Ацетилен — высокое эндотермическое соединение, при разложении 1 кг ацетилена выделяется 8373,6 кДж. Температура самовоспламенения колеблется в пределах 240—630°С и зависит от давления и присутствия в нем различных веществ.
Повышение давления существенно снижает температуру самовоспламенения ацетилена. Присутствие в ацетилене других веществ увеличивает поверхность контакта и тем понижает температуру самовоспламенения.
Зависимость температуры воспламенения ацетилена от давления приведена ниже:
Температура, °С........................630 530 475 350
Абсолютное давление, МПа......0,2 0,3 0,4 2,2
При взрыве ацетилена происходит резкое повышение давления и температуры, что может вызвать большие разрушения и тяжелые несчастные случаи. Ацетилен с воздухом образует взрывоопасные смеси в пределах от 2,2 до 81 % ацетилена по объему при нормальном атмосферном давлении, а с технически чистым кислородом — в пределах от 2,3 до 93% ацетилена. Наиболее взрывоопасны ацетиленовоздушные смеси, содержащие 7—13% ацетилена. Взрыв ацетиле-нокислородной и ацетиленовоздушной смеси, в указанных пределах может произойти от сильного нагрева и искры.
Присутствие окиси меди снижает температуру самовоспламенения ацетилена до 240°С. При определенных условиях ацетилен реагирует с медью, образуя взрывоопасные соединения; вот почему категорически запрещается при изготовлении ацетиленового оборудования применение сплавов, содержащих более 70% меди.
Взрываемость ацетилена понижается при растворении его в жидкостях. Особенно хорошо он растворяется в ацетоне. В одном объеме технического ацетона при 20°С и нормальном атмосферном давлении можно растворить до 20 объемов ацетилена. Растворимость ацетилена в ацетоне увеличивается с увеличением давления и понижением температуры.
Технический ацетилен получают двумя способами: из карбида кальция и из природного газа, нефти, угля.
Ацетилен, полученный из природного газа, называется пиролизным. Пиролизный ацетилен выпускается по МРТУ-03-165—64. Получение ацетилена из природного газа на 30—40% дешевле, чем из карбида кальция.
К месту сварки ацетилен доставляется в специальных стальных баллонах, заполненных пористой пропитанной ацетоном массой, под давлением 1,9 МПа.
Кроме ацетилена при сварке и резке металлов применяют и другие более дешевые и менее дефицитные горючие газы и пары горючих жидкостей. Основная область применения газов-заменителей — кислородная резка, однако в последние годы они находят широкое применение и при других видах газопламенной обработки металлов — пайке, наплавке, газопламенной закалке, металлизации, газопрессовой сварке, сварке цветных металлов и сплавов. Правильное использование газов-заменителей не ухудшает качество сварки и резки металлов; применение их дает более высокую чистоту реза при резке металлов малых толщин.
При сварке температура пламени должна примерно в два раза превышать температуру плавления металлов, поэтому газы-заменители, температура пламени которых ниже, чем у ацетилена, необходимо использовать при сварке металлов с более низкой температурой плавления, чем у сталей. При кислородной резке используются горючие газы, которые при сгорании в смеси с кислородом дают пламя с температурой не ниже 2000°С. Выбор горючего газа зависит от его теплотворной способности. Теплотворной способностью тага называется количество теплоты в килоджоулях, получаемое при полном сгорании 1 м3 газа. Чем выше теплотворная способность газа, тем меньше его расход при сварке и резке металлов. Для полного сгорания одинакового объема различных горючих газов требуется различное количество кислорода, от этого зависит эффективная мощность пламени.
Эффективной мощностью пламени называется количество тепла, вводимое в нагреваемый металл в единицу времени. Для расчетов замены ацетилена другим газом-заменителем пользуются коэффициентом замены ацетилена. Коэффициентом замены ацетилена называется отношение расхода газа-заменителя V3 к расходу ацетилена Va при одинаковой эффективной тепловой мощности: ip=V3/Va.
Водород H2 в нормальных условиях представляет собой горючий газ без цвета и запаха. Это один из самых легких газов, он в 14,5 раза легче воздуха. Водород способен образовывать в определенных пропорциях взрывоопасные смеси с воздухом и кислородом. Поэтому при сварочных работах необходимо строго соблюдать правила безопасности труда. Получают водород разложением воды электрическим током. К месту сварки водород доставляют в стальных баллонах в газообразном состоянии под давлением 15 МГ1а. Баллоны для водорода окрашивают в зеленый цвет. Водород, применяемый для сварочных работ, должен удовлетворять требованиям ГОСТ 3022—80 «Водород технический». Водородно-кислородное пламя имеет синюю окраску и не имеет четких очертаний зон пламени, что затрудняет, его регулировку.
Коксовый газ — бесцветный газ с запахом сероводорода. Коксовый газ получают при выработке кокса из каменного угля, состоит он из смеси газообразных горючих продуктов водорода, метана и других непредельных углеводородов. Применяют в основном для резки сталей, сварки и пайки легкоплавких цветных металлов. Для сварки и резки применяют коксовый газ, очищенный от сернистых соединений и смолистых веществ. Для полного сгорания 1 м3 необходимо 0,9 м3 кислорода. К месту сварки и резки коксовый газ подают по трубопроводам под давлением 1,3— ,1,5 кПа.
Городской газ является составным горючим газом. Обычно основным компонентом городского газа является природный газ, к нему добавляют коксовый и генераторный газы. Состав городского газа непостоянен, газ типа московского имеет следующий состав: метан (70—95%), водород (до 25%), тяжелые углеводороды (до 1%), азот (до 3%), оксид углерода (до 3%), двуоксид углерода (до 1%), кислород (до 0,5%). К месту сварки городской газ доставляют по трубопроводам. Как заменитель ацетилена он используется для резки сталей, сварки и пайки легкоплавких цветных металлов.
Пропан технический — бесцветный газ с резким запахом, состоящий из пропана С3Н8 или из пропана и пропилена С3Н8, суммарное содержание которых должно быть не менее 93%. Получают пропан при переработке нефтепродуктов. При нормальных условиях пропан находится в газообразном состоянии, а при понижении температуры или повышении давления переходит в жидкое состояние. Так, при температуре 293 К пропан переходит в жидкое состояние при давлении 0,85 МПа. Испарение 1 кг жидкого пропана дает 0,53 м3 паров.
Пропан-бутановая смесь — бесцветный газ с резким запахом —является побочным продуктом при переработке нефти.
Смесь легко превращается в жидкое состояние, например при температуре 233 К пропан-бутановая смесь сжижается при атмосферном давлении. Сжиженные газы хранят только в закрытых емкостях, так как испарение жидкости происходит даже при 273 К.
Плотность пропан-бутана больше плотности воздуха, поэтому необходимо тщательно следить за герметичностью аппаратуры и коммуникаций во избежание образования взрывоопасной смеси газа с воздухом внизу помещения. Заполнение емкостей пропаном и пропан-бутановой смесью, транспортирование их, а также слив газа должны выполняться в соответствии с «Правилами устройства и безопасной эксплуатации сосудов, работающих под давлением», утвержденными Госгортехнадзором.
Пропан-бутановые смеси широко применяются при резке сталей, сварке и пайке легкоплавких цветных металлов, закалке, газовой сварке пластмасс. К месту сварки смесь поставляют в стальных баллонах под давлением 1,6 МПа или по газопроводам через перепускную рампу. При испарении 1 кг пропана образуется 500 дм3 газа.
Бензин является продуктом переработки нефти. Он представляет собой легко испаряющуюся прозрачную жидкость с резким характерным запахом. Пары бензина при сгорании в кислороде дают температуру пламени 2400— 2500°С. Для очистки бензина его фильтруют через войлок. Бензин используется для кислородной резки, а также для сварки и пайки легкоплавких металлов.
Керосин также является продуктом переработки нефти и представляет собой бесцветную желтоватую легко испаряющуюся жидкость. Керосин, применяемый для сварки и резки металлов, должен удовлетворять требованиям ГОСТ 4753—68. Керосин применяют также для сварки и пайки легкоплавких цветных металлов.
Газокислородное пламя, его строение, коэффициент регулирования.
Газовая сварка – процесс получения не разъемного соединения с плавлением кромок соединяемых металлов и присадочного материала за счет теплоты сжигаемых газов.
Метод газовой сварки прост, универсален, не требует дорогостоящего оборудования и используется в заводских (цеховых) условиях, а так же при строительно-монтажных и ремонтных работах во всех отраслях народного хозяйства.
Газовое пламя – основной источник теплоты при сварке и других процессах газопламенной обработки. Сварочное пламя образуется при сгорании смеси горючего газа или паров горючей жидкости с кислородом.
Наиболее широко используются ацетиленокислородное пламя, хотя возможно применение и других горючих: пропана-бутана, природного газа, керосина и т. д.
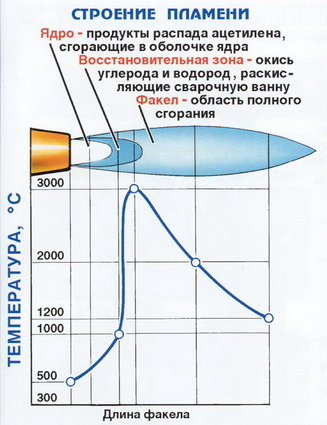
Рисунок 1.Строение сварочного пламени.
Сварочное пламя состоит из трех зон:
1.Ядро пламени – с ярко светящейся оболочкой, в наружном слое которой сгорают раскаленные частицы углерода, образующиеся при распаде ацетилена.
2. Область не полного сгорания или восстановительная – она хуже различима и состоит из оксидов углерода и водорода, которые образуются на первой стадии горения ацетилена или горючего газа. Эти продукты сгорания раскаляют расплавленный металл, отнимая кислород от его оксидов.
3.Зона полного сгорания (или факел) пламени – представляет собой объем светящихся газов, в этой зоне происходит полное сгорание продуктов горения за счет кислорода окружающей среды.
Нормальное пламя характеризуется отсутствием свободного кислорода и углерода во второй (восстановительной) зоне и достигается при подаче в горелку 1,1–1,2 объема кислорода и 1 объема ацетилена.
В нормальном пламени ярко выражены все три зоны. Форма ядра – конус с закругленной вершиной, имеющий светящуюся оболочку. Восстановительная зона по своему темному цвету заметно отличается от ядра. В этой зоне наивысшая температура находится на расстоянии 3-5 мм от конца ядра. Факел располагается за восстановительной зоной. Обе последние зоны имеют закругленные вершины (рисунок 2).
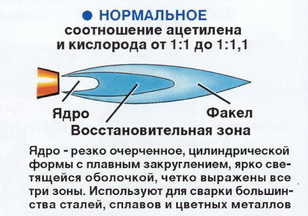
Рисунок 2. Нормальное пламя.
Нормальное пламя способствует раскислению металла сварочной ванны и получению качественного сварного шва. Поэтому большинство металлов и сплавов сваривают нормальным пламенем. При сварке нормальным пламенем, когда количество поступающих в зону сварки газов регламентировано, происходят в основном восстановительные реакции:
FeO + СО = Fe + СО2,
FeO + Н2 = Fe + Н2О
Кроме восстановительных реакций оксидов железа аналогичные процессы происходят и с другими оксидами, находящимися в сварочной ванне. По форме ядро пламени напоминает цилиндр с четкими очертаниями и закругленным концом. Диаметр цилиндра зависит от размера мундштука сварочной горелки, а длина - определяется скоростью истечения газовой смеси. Вокруг ядра пламени размещается светлая оболочка, в которой происходит сгорание раскаленных частиц углерода. При высокой скорости подачи газа пламя способствует сгоранию металла и выдуванию его из сварочной ванны. Малая скорость подачи газов чревата обратными ударами и хлопками, а так же проскоком пламени.
Окислительное пламя получается при подаче на 1 объем ацетилена более 1,3 объема кислорода. Ядро такого пламени приобретает конусную форму, значительно короче по длине с недостаточно резким очертанием и более бледной окраской. Восстановительная зона и факел пламени так же резко сокращаются по длине (рисунок 3).

Рисунок 3. Окислительное пламя.
Пламя имеет синевато-фиолетовую окраску и горит с шумом, уровень которого зависит от давления кислорода. Температура окислительного пламени несколько выше нормального.
Однако при сварке низкоуглеродистой стали избыток кислорода способствует окислению железа и металл шва получается пористым и хрупким.
Для получения качественного металла шва с хорошими механическими свойствами необходимо сварку вести с применением проволоки Св-08ГС и Св-12ГС, содержащие раскислители – марганец и кремний.
Науглероживающие пламя характеризуется избытком ацетилена или горючего газа, т. е. когда в горелку подается 0,95 и менее объема кислорода.
Ядро такого пламени теряет резкость своего очертания и на его вершине появляется зеленоватый ореол (венчик), свидетельствующий о наличии избытка ацетилена. Восстановительная зона значительно светлее, а факел получает желтоватую окраску. Очертания зон теряют свою резкость (рисунок 4). При большом избытке ацетилена пламя начинает коптить из-за не достатка кислорода для полного сгорания. Из-за избытка углерода в пламени он поглощается металлом, что ухудшает качество последнего. Температура науглероживающего пламени ниже, чем окислительного и нормального. Науглероживающим пламенем пользуются для науглероживания металла шва или восполнения выгорания углерода.
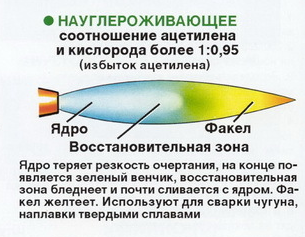
Рисунок 4. Науглероживающие пламя.
Состав пламени определяется на глаз не только по внешнему виду, но и по количеству брызг, возникающих при сварке, и по поведению сварочной ванны. Сварщик должен следить за составом пламени и регулировать вентилями требуемый расход кислорода и горючего газа.
Сварочное пламя оказывает не только тепловое, но и механическое воздействие на расплавленный металл сварочной ванны. Этому способствует давление горючей смеси, вытекающей из мундштука с большой скоростью (в среднем 135 м/с).
Изменяя угол наклона и расстояние горелки от поверхности свариваемого металла, опытный сварщик управляет механическим воздействием газового потока на жидкий металл сварочной ванны и формирует правильный валик шва.
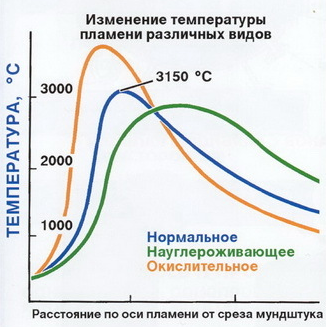
Рисунок 5.Изменение температуры пламени различных видов.
Нормальное пламя используют, как правило, при газовой сварке, низкоуглеродистых сталей. Окислительное пламя применяется при сварке цветных металлов и их сплавов, имеющих повышенную по сравнению со сталью теплопроводность.
Науглероживающее пламя с избытком ацетилена используют иногда для сварки чугуна, а так же для наплавки твердых сплавов.
Важным показателем сварочного пламени является тепловая мощность.
Мощность пламени принято определять расходом ацетилена (л/ч), а удельную мощность пламени называют часовой расход ацетилена в литрах, приходящийся на 1 мм толщины свариваемого металла. Регулируется наконечниками и вентилями горелки. Потребная мощность пламени зависит от толщины свариваемого металла и его теплопроводности. Например, при сварке углеродистых и низколегированных сталей, чугуна, сплавов меди и алюминия удельная мощность пламени составляет 80-150 л/(ч*мм), а при сварке меди, обладающей высокой теплопроводностью, удельную мощность выбирают в пределах 150-220 л/(ч*мм).
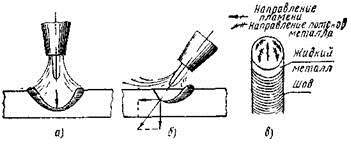
Рисунок 6. Схема механического воздействия пламени на жидкий металл сварочной ванны при различных положениях мундштука: а - вертикальном, б - наклонном, в - схема перемещения жидкого металла в ванне.