

12. Способы разливки стали.
Из плавильных печей сталь выпускают в ковш, который мостовым краном переносят к месту разливки стали. Из ковша сталь разливают в изложницы или кристаллизаторы машины для непрерывного литья заготовок. В изложницах или кристаллизаторах сталь затвердевает и получают слитки, которые подвергаются прокатке, ковке.
И зложницы
– металлическая
форма, футерованная изнутри огнеупорным
кирпичом. Верхняя часть выполняется в
виде крышки с отражательным сводом.
Внутренняя часть не имеет острых углов,
для улучшения изъема Ме. 1 –корпус,
2-крышка, 3 – футеровка, 4 - отражательный
свод (есть еще рамы).
зложницы
– металлическая
форма, футерованная изнутри огнеупорным
кирпичом. Верхняя часть выполняется в
виде крышки с отражательным сводом.
Внутренняя часть не имеет острых углов,
для улучшения изъема Ме. 1 –корпус,
2-крышка, 3 – футеровка, 4 - отражательный
свод (есть еще рамы).
Перед заливкой Ме внутреннюю часть изложницы покрывают графитовой смазкой и нагревают газовыми горелками до температуры примерно 300 0С.
1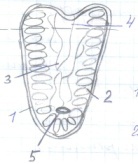 – мелкозернистая структура, корка, 2 –
зона столбчатых кристаллов – дендридов,
3 – зона крупных равноосных кристаллов,
4 – усадочная раковина, 5 – конус
осаждения.
– мелкозернистая структура, корка, 2 –
зона столбчатых кристаллов – дендридов,
3 – зона крупных равноосных кристаллов,
4 – усадочная раковина, 5 – конус
осаждения.
Изложницы выполняют с квадратным, прямоугольным, круглым и многогранным поперечными сечениями.
Слитки с квадратным сечением переделывают на сортовой прокат: двутавровые балки, швеллеры, уголки. Слитки прямоугольного сечения – на листы. Слитки круглого сечения используются для изготовления труб, колёс. Слитки с многогранным сечением применяют для изготовления поковок.
Спокойные и кипящие углеродистые стали разливают в слитки массой до 25 тонн, легированные и высококачественные стали – в слитки массой 0,5…7 тонн, а некоторые сорта высоколегированных сталей – в слитки до нескольких килограммов.
При сифонной разливке одновременно заполняются несколько изложниц (4…60). Поверхность слитка получается чистой, можно разливать большую массу металла одновременно в несколько изложниц. Используют для легированных и высококачественных сталей. Непрерывная разливка стали состоит в том, что жидкую сталь из ковша через промежуточное разливочное устройство непрерывно подают в водоохлаждаемую изложницу без дна – кристаллизатор, из нижней части которого вытягивается затвердевающий слиток. Перед заливкой металла в кристаллизатор вводят затравку – стальную штангу со сменной головкой, имеющей паз в виде ласточкиного хвоста, которая в начале заливки служит дном кристаллизатора. Вследствие интенсивного охлаждения жидкий металл у стенок кристаллизатора и на затравке затвердевает, образуется корка, соединяющая металл с затравкой. Затравка движется вниз при помощи тяговых роликов, постепенно вытягивая затвердевающий слиток из кристаллизатора. После прохождения тяговых роликов, затравку отделяют. Скорость вытягивания составляет в среднем 1 м/мин. Окончательное затвердевание в сердцевине происходит в результате вторичного охлаждения водой из брызгал. Затем затвердевший слиток попадает в зону резки, где его разрезают газовым резаком, на куски заданной длины. Слитки имеют плотное строение и мелкозернистую структуру, отсутствуют усадочные раковины.
13. Строение и дефекты слитка кипящей стали
К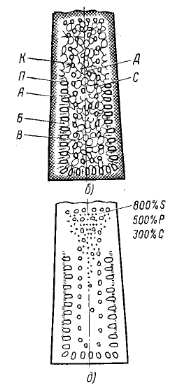 ипящая
сталь раскислена в печи неполностью.
Ее раскисление продолжается и в изложнице
при затвердевании слитка, благодаря
взаимодействию FeO и углерода, задержащихся
в Ме. Образующийся при реакции FeO
+ C
= Fe
+ CO
оксид углерода выделяется из стали,
способствуя удалению водорода и азота.
Газы выделяются в виде пузырьков,
вызывая ее «кипение». Кипящая сталь
практически не содержит неМе включений
– продуктов раскисления, поэтому
обладает хорошей пластичностью.
ипящая
сталь раскислена в печи неполностью.
Ее раскисление продолжается и в изложнице
при затвердевании слитка, благодаря
взаимодействию FeO и углерода, задержащихся
в Ме. Образующийся при реакции FeO
+ C
= Fe
+ CO
оксид углерода выделяется из стали,
способствуя удалению водорода и азота.
Газы выделяются в виде пузырьков,
вызывая ее «кипение». Кипящая сталь
практически не содержит неМе включений
– продуктов раскисления, поэтому
обладает хорошей пластичностью.
А – наружняя корка без пузырей, П – зона сотовых пузырей, Б – кристаллы, В – зона неориентированных кристаллов, С – промежуточная плотная зона, К – зона вторичных круглых пузырей. Д – средняя зона с отдельными пузырями.
В слитках кипящей стали не образуется усадочная раковина: усадка стали рассредоточена по полостям газовых пузырей, возникающих при кипении стали в изложнице. При прокатке слитка газовые пузыри завариваются. Кипение стали влияет на зональную ликвацию в слитках, которая развита в них больше, чем в слитках спокойной стали. Углерод, сера и фосфор потоком Ме выносятся в верхнюю часть слитка, от чего свойства стали в этой части слитка ухудшаются. Поэтому при прокатке отрезают только верхнюю часть слитка, так как в донной ликвация мала. Для уменьшения ликвации кипение после заполнения изложницы прекращают, накрывая слиток Ме крышкой (механическое закупоривание), либо раскисляют Ме алюминием в верхней части слитка (химическое закупоривание).
Газовая ликвация - характерный дефект слитка кипящей стали, представляющий собой участки структурной и химической неоднородности в виде стреловидной ликвации - каналов в зоне наружной корочки и сегрегационных пятен у внутренних концов сотовых пузырей. Участки газовой ликвации в пузырях загрязнены неметаллическими включениями (сульфидами и оксисульфидами). Вскип, вскиповая раковина - оксидные складки или раковины, образующиеся при кипении сплава. Различают скипы со стороны формы, стержня и от холодильника Газовые пузыри или раковины - в литом металле представляют собой полости (округлые, овальные или продолговатые) с чистой и гладкой, иногда окисленной поверхностью. По расположению в слитках пузыри могут быть внутренние и подкорковые. Внутренние пузыри расположены в средней по высоте и сечению зоне. Подкорковые пузыри расположены у поверхности слитков и представляют собой тонкие извилистые каналы, часто выходящие на поверхность. Горячая деформация приводит к завариванию пузырей в том случае, если стенки их не содержат стойких оксидов или силикатов, а содержат только оксиды железа и марганца.