

4 Технологические свойства км
Способ-ть материала подвергаться различ. методам гор. и хол. обработки определяют по его технологическим св-вам.
Литейные св-ва опред-ся способ-тью расплавленного Ме или сплава к заполнению литейной формы, степенью хим. неодн-ти по сечению полученной отливки, а также величиной усадки.
Деформируемость – способ-ть принимать необх. форму под влиянием внешней нагрузки без разрушения и при наименьшем сопротивлении нагрузке.
Свариваемость – способ-ть Ме и сплавов образовывать неразъемные соед-я требуемого кач-ва.
Обрабатываемость – св-ва Ме поддаваться обработке резанием. Критериями обрабатываемости явл-ся режимы резания и кач-во поверхностного слоя.
Технол. св-ва часто определяют выбор материала для конструкции. Разрабатываемые материалы могут быть внедрены в производство только в том случае, если технол. св-ва удовлетворяют необх. требованиям.
8 Производство стали в конверторах
Кислородно-конвертерный процесс – выплавка стали из жидкого чугуна в конвертере с основной футеровкой и продувкой кислородом через водоохлаждаемую фурму.
Кислородный конвертер – сосуд грушевидной формы из стального листа, футерованный основным кирпичом.
В процессе работы конвертер может поворачиваться на 360 0 для загрузки скрапа, заливки чугуна, слива стали и шлака.
Шихтовыми материалами кислородно-конвертерного процесса являются жидкий передельный чугун, стальной лом, известь для наведения шлака, железная руда, а также боксит и плавиковый шпат для разжижения шлака.
1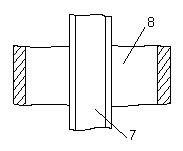 –верхний конус; 2 – цилиндр. часть; 3 –
нижний конус; 4 – днище; 5 – опора; 6 –
цапфа; 7 – форсунка; 8 – фурма
–верхний конус; 2 – цилиндр. часть; 3 –
нижний конус; 4 – днище; 5 – опора; 6 –
цапфа; 7 – форсунка; 8 – фурма
Перед плавкой конвертер наклоняют, с помощью завалочных машин загружают скрап, заливают чугун при темпер-ре 1250…1400 0C. После этого конвертер поворачивают в рабочее положение, внутрь вводят охлаждаемую фурму и через нее подают О2 под давлением 0,9…1,4 МПа. Одновременно с началом продувки загружают известь, боксит, железную руду. Кислород проникает в Ме, вызывает его циркуляцию в конвертере и перемешивание со шлаком. Под фурмой развивается температура 2400 0C. В зоне контакта кислородной струи с Ме окисляется Fe. Оксид Fe растворяется в шлаке и Ме, обогащая Ме кислородом. Растворенный О2 окисляет Si, Mn, C в Ме, и их содержание падает. Происходит разогрев Ме теплотой, выделяющейся при окислении.
P удаляется в начале продувки ванны кислородом, когда ее температура невысока (содержание Р в чугуне не должно превышать 0,15 %). При повышенном содержании Р для его удаления необходимо сливать шлак и наводить новый, что снижает производ-ть конвертера.
S удаляется в течение всей плавки.
Подачу кислорода заканчивают, когда содержание C в Ме соответствует заданному. После этого конвертер поворачивают и выпускают сталь в ковш, где раскисляют осаждающим методом ферромарганцем, ферросилицием и алюминием, затем сливают шлак.
В кислородных конвертерах выплавляют стали с различным содержанием углерода, кипящие и спокойные, а также низколегированные стали.