

Пример 3. Расчет погрешности базирования детали в приспособлении
1) При выполнения размера 39-0,15 погрешность базирования εб ≠ 0, т.к заготовка устанавливается на опоры по цилиндрическим поверхностям с зазорами, из-за которых возможен разворот заготовки. Погрешность равна линейному смещению (развороту) заготовки (см. рисунок 8), где предполагается худший предельный случай, когда зазоры максимальные.

Рисунок 8 – Схема для определения угла поворота детали
Определение наибольшего возможного угла перекоса производится по формуле:
![]() ,
,
где S max1 и Smax2 –наибольшие зазоры в соединениях заготовки и опорных элементов;
L – расстояние между центрами цилиндрических базовых поверхностей.
При базировании по наружной цилиндрической поверхности в качестве опорного элемента в приспособлении выбираем отверстие с полем допуска – Н8,
тогда в соединении Ø90 Smax1=0.177 мм.
Smax1=0.177 мм.
При базировании по цилиндрическому отверстию в качестве опорного элемента выбираем срезанный палец с полем допуска –f7,
тогда в соединении Ø 10 S max2=0.064
мм.
S max2=0.064
мм.
=![]() мм
мм
Линейное смещение заготовки при длине обрабатываемой плоскости l=46* мм равно
X=εб = lх tgα =46х0,0021= 0,097 мм
εб =0.097 < Т39 =0,15 мм
Вывод: обработка партии заготовок на настроенном станке при данной схеме базирования возможна, брака не будет.
Примечание: * измерено по чертежу детали в М1:1
2) При выполнении размера 12± 0,215 εб ≠ 0, т.К. Кб (конструкторская база) не совпадает с тб (технологической базой).
Погрешность базирования будет равна допуску размера от базового торца (ГБ) до торца, от которого задана высота лыски. На чертеже детали этот размер не задан, поэтому он определяется по правилам расчета размерных цепей методом полной взаимозаменяемости (см. рисунок 9).

Рисунок 9 – Схема размерной цепи
Δ = 36-6= 30 мм
ТΔ = Т36 +Т6 =0,2+0,1=0,3 мм,
εб = Т30 =0,3 < Т12 = 0,43 мм
Вывод: обработка парт заготовок на настроенном станке при данной схеме базирования возможна, брака не будет.
Разработка принципиальной (расчетной) схемы приспособления
Под принципиальной схемой станочного приспособления понимают схему, на которой изображен полный состав его элементов и связей между ними, что позволяет получить полное представление о принципах действия приспособления.
Принципиальные схемы изображаются с помощью условных обозначений, основные из которых, приведены в Приложении Г. В любом случае, на принципиальной схеме должны быть представлены: установочные элементы, зажимные механизмы, силовые приводы, передаточные звенья и другие – подвижные и неподвижные элементы.
Примеры оформления некоторых принципиальных схем приведены на рисунке 10.
Выбор установочных элементов зависит от комплекта технологических баз заготовки, каждая из которых должна быть реализована в конструкции приспособления путем выбора соответствующих установочных элементов. Начинать следует с той технологической базы, которая лишает наибольшего количества степеней свободы (установочная, двойная направляющая), затем реализуются остальные в порядке уменьшения числа лишаемых степеней свободы.
В качестве установочных элементов, при базировании заготовок по плоскостям используются опоры и опорные пластины. Опоры могут быть неподвижными, подвижными, плавающими и регулируемыми. Неподвижные опоры жестко соединяются с корпусом приспособления, подвижные могут перемещаться относительно базовой поверхности заготовки в процессе её обработки или установки в приспособление.
Регулируемые (подводимые и самоустанавливающиеся) опоры являются дополнительными и служат для повышения жесткости обрабатываемых заготовок.
По внешним цилиндрическим поверхностям заготовки устанавливают в цанги или кулачки самоцентрирующих патронов при необходимости центрирования заготовки, или в призмы, втулки и другие устройства, когда нет необходимости центрирования.
По внутренним цилиндрическим поверхностям заготовки устанавливают на оправки, пальцы, сухари, кулачки разжимных устройств и другие установочные элементы.
Для установки заготовок по центровым отверстиям и фаскам отверстий используют центры различной конструкции (жесткие упорные, плавающие и вращающиеся).
Для установки зубчатых колес по эвольвентным профилям в качестве установочных элементов применяют ролики, шарики, витые пружины, мембранные патроны и другие элементы.
В ряде случаев функции установочных элементов могут выполнять зажимные устройства, например, кулачки в кулачковых самоцентрирующих патронах, призмы в призматических патронах, лепестки цанг в цанговых патронах, губки в тисках и т. п.
Рекомендации по подбору установочных элементов в зависимости от технологических баз приведены в таблице 3.
Следует помнить, что если база по характеру проявления явная, то она реализуется непосредственным контактом базовой поверхности с установочными элементами
приспособления. Скрытые базы обычно реализуются либо за счет центрирования
заготовки, либо за счет сил трения при закреплении заготовки в приспособлении.
Разновидности и конструкцию различных установочных элементов можно найти в учебной или справочной литературе по технологической оснастке.
Большинство установочных элементов являются стандартизованными, поэтому для их выбора можно воспользоваться соответствующими стандартами.
В специальных приспособлениях допустимо использовать специальные установочные элементы: закаленные стальные пластинки, кольца, валики, гильзы, втулки, ножки и др.
Заготовка в приспособлении не должна опираться больше, чем на две или три установочные площадки в одном направлении. Если конструкция заготовки требует большего числа опорных точек, то необходимо сделать установочную плоскость абсолютно ровной или использовать вспомогательные (подводимые, плавающие) опоры.
Опорные площадки должны быть небольшими и допускать свободный доступ для очистки от грязи и стружки. Поэтому их всегда следует делать немного выше окружающих поверхностей.
Зажимные элементы и устройства приспособлений должны быть просты по конструкции, надежны в работе и удобны в обслуживании, должны обеспечивать равномерность распределения сил зажима (особенно при закреплении заготовок в многоместных приспособлениях).
В приспособлениях могут использоваться винтовые, эксцентриковые, рычажные, клиновые, пружинные механизмы или их комбинации.
а)
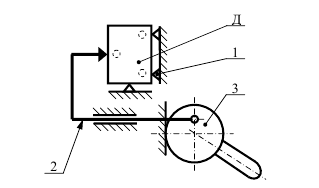
1 – установочные опоры; 2 – прихват; 3 – круглый эксцентрик; Д – заготовка
б)

1 – установочные опоры; 2 – корпус; 3 – прихваты; 4 – пневмоцилиндр; Д – заготовка
в)

Рисунок 10 - Примеры оформления принципиальных схем станочных приспособлений:
(а) станочное приспособление с рычажно-эксцентриковым зажимом;
(б) станочное приспособление с прихватами и пневмоцилиндром двустороннего действия;
(в) приспособление на основе сдвоенного пневмоцилиндра одностороннего действия.
На схемах обозначены:
1 – центрирующие призмы;
2 – рычажный зажим;
3 – шарнирные опоры;
4 – пневмоцилиндр;
5 – корпус;
Д – заготовка
Таблица 3 - Рекомендации по выбору типа установочных элементов
Технологическая база |
Поверхность базирования |
Перечень рекомендуемых установочных элементов |
Установочная явная
|
Плоскость
|
– опоры с плоскими, сферическими и насеченными головками; – опорные пластины; – специальные установочные элемен- ты (штыри, пластины, кольца и др.); – плоскости столов, плит, корпусов. |
Двойная направляющая явная
|
Поверхность отверстия
|
– цилиндрические или шлицевые оправки с зазором. |
Наружная поверхность
|
– несамоцентрирующие патроны; – направляющие отверстия корпусов, втулок, гильз и т. п. |
|
Центровые отверстия
|
– жесткие упорные, вращающиеся или плавающие центры. |
|
Двойная направляющая скрытая
|
Ось отверстия
|
– оправка с натягом; – разжимные оправки ц(анговые, гидропластовые, пружинные). |
Ось наружной поверхности
|
– самоцентрирующие патроны (цанговые, кулачковые, гидропла- стовые); – центрирующие призмы тисков. |
|
Плоскость симметрии
|
– установочные призмы; – центрирующие тиски. |
|
Направляющая явная
|
Плоскость, наружные поверхности |
– опоры (опорные штыри) с плоскими, сферическими и насеченными головками; – опорные пластины. |
Пазы, шпонки |
– направляющие шпонки, пазы. |
|
Направляющая скрытая
|
Ось заготовки
|
– магнитные, вакуумные и электростатические плиты и патроны; – установочные призмы.
|
Технологическая база
|
Поверхность базирования |
Перечень рекомендуемых установочных элементов |
Продолжение таблицы 3
Двойная опорная явная
|
Поверхность отверстия |
– цилиндрические или шлицевые оправки с зазором; – несамоцентрирующие патроны; – цилиндрические пальцы с зазором. |
Наружная поверхность
|
– несамоцентрирующие патроны; – направляющие отверстия корпусов, втулок, гильз и т. п. |
|
Двойная опорная скрытая |
Ось отверстия
|
– конические оправки и пальцы; – цилиндрическая оправка с натягом; – разжимные оправки (цанговые, гидропластовые, пружинные). |
Ось наружной поверхности
|
– самоцентрирующие патроны (кулачковые, гидропластовые, мембранные); – центрирующие призмы. |
|
Опорная явная |
Плоскость, наружная поверхность
|
– опоры (опорные штыри) с плоскими, сферическими и насеченными головками. |
Отверстие |
– цилиндрический срезанный палец; – фиксаторы (цилиндрический, шариковый). |
|
Опорная скрытая |
Поверхность трения
|
– реализуется зажимными элементами приспособления при закреплении заготовки. |
Ось симметрии отверстия
|
– разжимной срезанный палец; – плавающий конический палец. |
|
Ось зуба или шлица |
– специальный призматический, зубчатый, шариковый или шлицевой фиксатор для наружных зубьев; – специальные оправки для внутренних зубьев или шлиц. |
Пример 4. Разработка принципиальной (расчетной) схемы приспособления
На рисунке 11 представлена принципиальная схема приспособления согласно операционному эскизу (см. рисунок 3).

Рисунок 11 – Принципиальная схема приспособления
На схеме обозначены:
1 – установочный элемент;
2 –рычажный зажим;
3 – опора рычага;
4 – пневмоцилиндр.