

Розділ 6 Розробка схем наладок
Схеми наладок розробляються на окремі операції
Схеми наладок вміщують креслення деталі в положенні, яке вона займає на конкретному верстаті.
Якщо операція виконується з перестановкою деталі, то необхідно розмістити всі положення деталі.
Ріжучий інструмент, закріплений в допоміжному, показується в вихідному положенні. Біля його зображення розміщується циклограма його переміщень і номер переходу, на якому він використовується.
Поверхні деталі, які підлягають обробці, виділяються лініями збільшеної товщини, по відношенню до ліній контуру.
Базові поверхні деталі позначаються відповідними позначками за ЄСТД ГОСТ 3.1107-81. На кресленні деталі вказуються номери поверхонь, які використані на даній операції, і номери розмірів, які отримують на даній операції.
Крім зображення інструмента в вихідному положенні, він зображується в кінці руху.
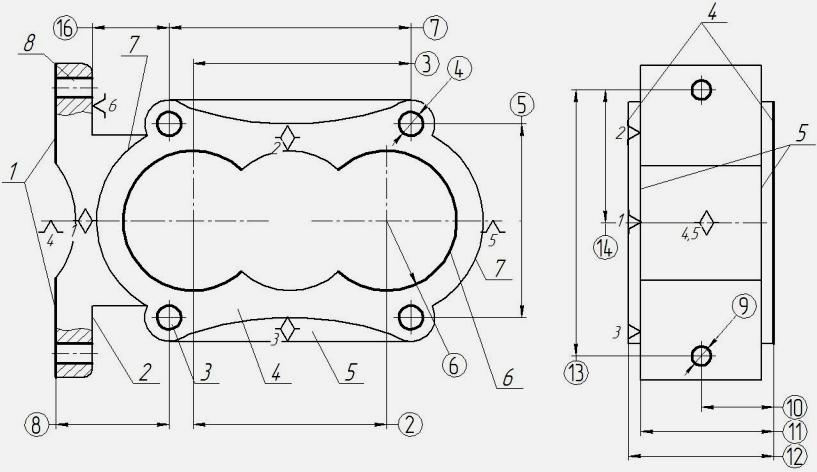
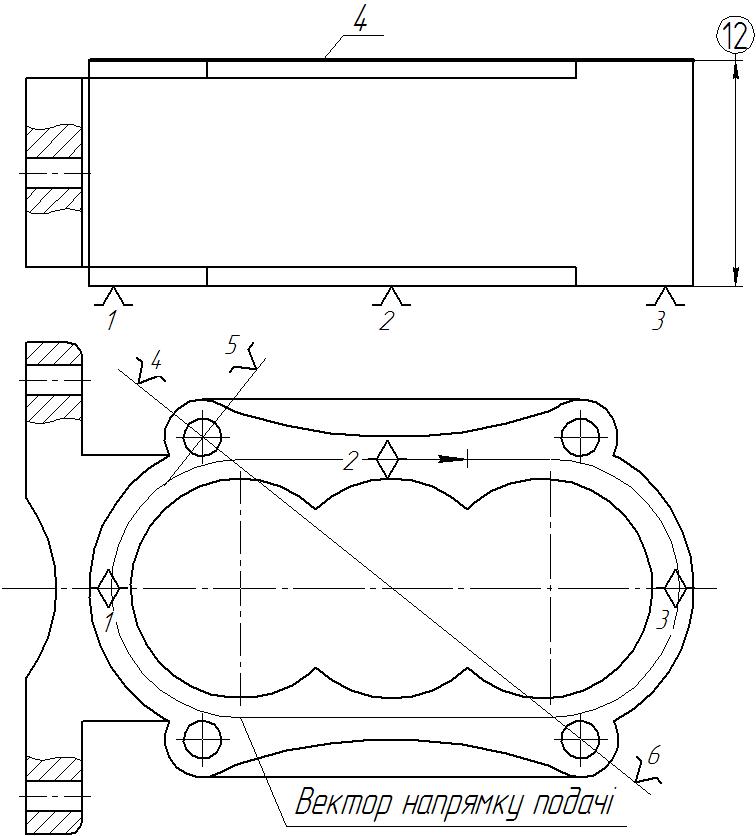
З метою збільшення вмісту вся інформація по розмірам, вимогам до поверхонь і режимам обробки розміщується в зведеній таблиці. Схема обробки на операцію 005 наведена на сторінці 15
Схема наладки на операцію 005 (І позиція) на верстаті ИР320ПМФ4 наведена на рис. 4.
Таблиця 5.1
№ переходу |
Зміст переходу |
Поверхні |
Розміри |
Геометричні відхилення |
Rа, мкм |
Операційний ескіз |
||||||||
Б |
З |
О |
№ |
до обробки |
після обробки |
поверхонь |
розташування поверхонь |
|||||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
|||
Операція 005 Фрезерно-свердлувально-розточувальна ИР320ПМФ4 |
||||||||||||||
1 |
Позиція І Встановити та закріпити деталь |
5,7,2 |
5 |
|
|
|
|
|
|
|
|
|||
2 |
Фрезерувати поверхню по контуру послідовно за 2 проходи |
|
|
4 |
|
50h17 |
47,5h16 |
|
|
2,5 |
||||
3 |
Зацентрувати 4 лунки під отвори послідовно |
|
|
3 |
|
- - - |
80Js14 100 Js14 32 Js17 |
|
|
|
||||
4 |
Свердлити 4 отвори послідовно |
|
|
3 |
|
- - - - |
100 Js14 80Js14 32 Js17 8,9H14 |
|
|
3,2 |
||||
5 |
Розвернути 2 отвори послідовно |
|
|
3 |
|
8,9H14 |
9,1H9 |
|
|
2,5 |
||||
6 |
Розточити начорно 2 отвори послідовно |
|
|
6 |
|
- 35H17 60 Js17 |
70 Js14 37H15 60 Js15 |
|
|
6,3 |
||||
7 |
Розточити напівчисто 2 отвори послідовно |
|
|
6 |
|
70 Js14 37H15 60 Js15 |
70 Js14 38H14 60 Js14 |
|
|
3,2 |
||||
8 |
Розточити начисто 2 отвори послідовно |
5,7,2 |
5 |
6 |
|
70 Js14 38H14 60 Js14 |
70 Js14 39H10 60 Js12 |
|
|
2,5 |
||||



















Продовження таблиці 5.1. |
|||||||||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
9 |
Позиція ІІ Поворот стола на 90° |
|
|
|
|
|
|
|
|
|
|
10 |
Фрезерувати поверхню послідовно за 2 проходи |
|
|
1 |
|
55 Js17 52,5 Js15 |
52,5 Js15 50 Js14 |
|
|
2,5 |
|
11 |
Зацентрувати 2 лунки під отвори послідовно |
|
|
8 |
|
- - - |
30 Js14 75Js14 120 Js14 |
|
|
|
|
12 |
Свердлити послідовно 2 отвори |
|
|
8 |
|
- - - - |
30 Js14 75Js14 120 Js14 8H14 |
|
|
3,2 |
|
Операція 010 Фрезерна з ЧПК 6Р13Ф |
|||||||||||
1 |
Встановити та закріпити деталь |
4,3 |
5 |
|
|
|
|
|
|
|
|
2 |
Фрезерувати поверхню по контуру послідовно за 2 проходи
|
|
|
4 |
|
62,5h16 |
61h14 |
|
|
2,5 |
|










Продовження таблиці 5.1.
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
Операція 015 Плоско-шліфувальна 3Д722 |
|||||||||||
1 |
Встановити та закріпити деталь |
4 |
5 |
|
|
|
|
|
|
|
|
2 |
Шліфувати поверхню |
|
|
4 |
|
61h14 |
60,5h10 |
|
|
1,25 |
|
3 |
Встановити та закріпити деталь |
4 |
5 |
|
|
|
|
|
|
|
|
4 |
Шліфувати поверхню |
|
|
4 |
|
60,5h10 |
60h9 |
|
|
1,25 |
|
Операція 020 Обрбно-розточувальна 2705С |
|||||||||||
1 |
Встановити та закріпити деталь |
4,3 |
5 |
|
|
|
|
|
|
|
|
2 |
Розточити начорно 2 отвори послідовно |
|
|
6 |
|
60Js12 70Js14 50Js17 39H10 |
60Js10 70Js14 50Js14 39.5H9 |
|
|
2,5 |
|
3 |
Розточити начисто 2 отвори послідовно |
|
|
6 |
|
60Js10 70Js14 50Js14 39.5H9 |
60Js9 70Js14 50Js14 40H7 |
|
|
1,6 |
|
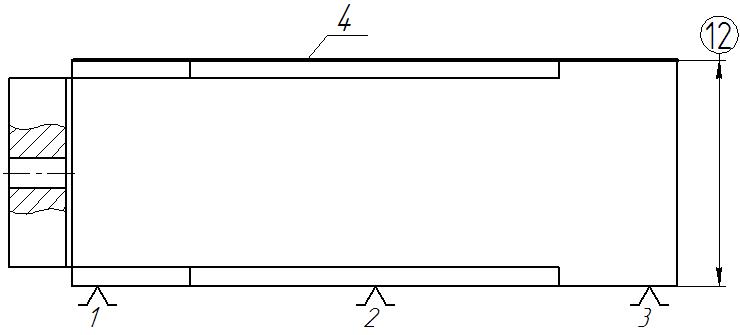


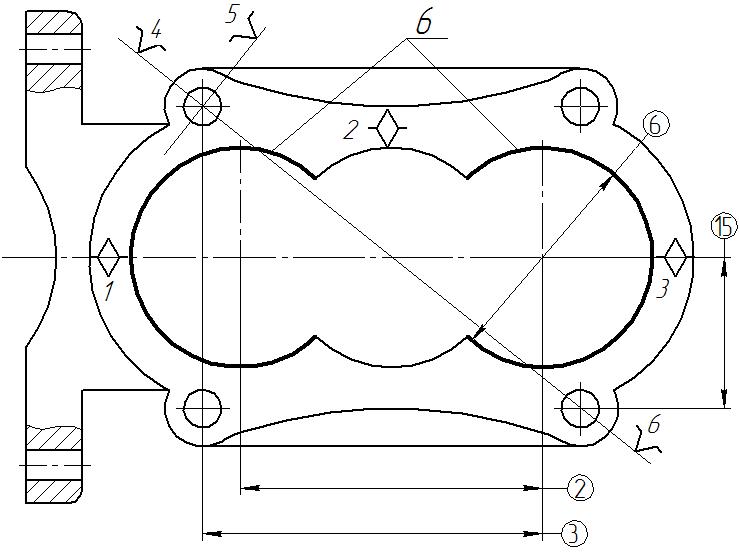



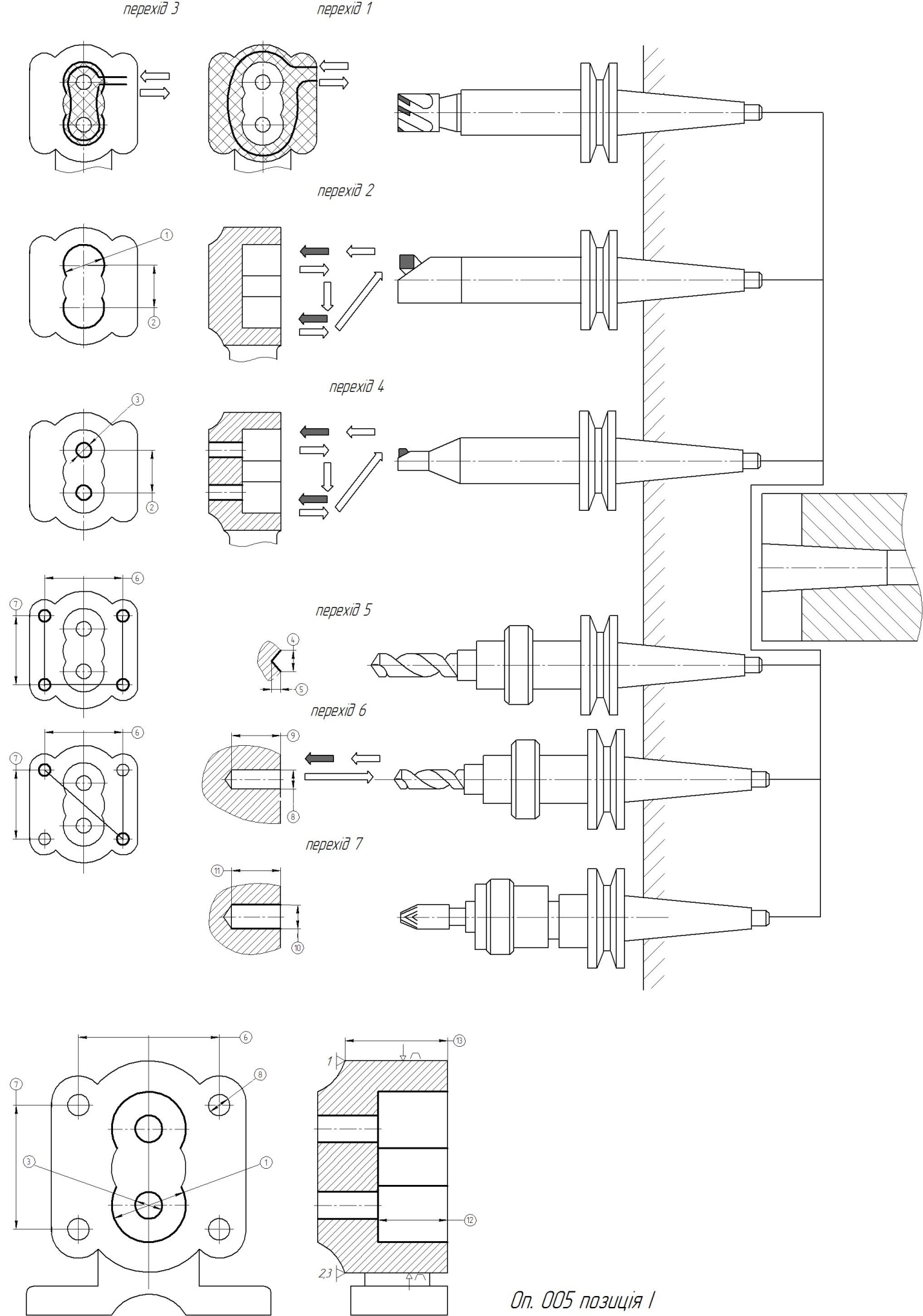
Рисунок 4 – Приклад оформлення схеми обробки