

10.5. Контактне зварювання
При контактному зварюванні нероз’ємність з’єднання досягається нагрівом місця з’єднання струмом до пластич- ного або рідкого стану з послідовним стискуванням.
По виду зварного з’єднання контактне зварювання може бути точкове, стикове та шовне (роликове) (рис. 95).
При точковому зварюванні (рис. 95, б) використовується зварювання способом внахльостку. Підготовлені до зварю- вання деталі 2 стискуються електродами 3, які виготовлені з міді або мідних сплавів. Потім включається струм, який на- гріває метал у місці з’єднання. Розплавлений метал утримуєть- ся в ядрі до кристалізації. Після кристалізації розплавленого металу утворюється міцне з’єднання деталей. Режим точко-
208
вого зварювання вибирається, виходячи з товщини зварюва-
них деталей.

Рис. 95.
При стиковому зварюванні деталі з’єднуються по всій площині їх дотику (рис. 95, а). Розділяють стикове зварюван- ня оплавленням та опором. При зварюванні методом оплав- лення торці заготовок нагрівають до оплавлення, а при зва- рюванні опором — до пластичного стану, а потім стискують (осаджують).
Технологія зварювання відбувається так. Зварювані де- талі 2 розміщують між затискачами (електродами) які підклю- чені до вторинної обмотки трансформатора 4. Лівий зажим закріплений на нерухомій відносно станини 3 плиті 1, а пра- вий зажим — на плиті 6, яка може переміщуватись по на- правляючій станини.
При зварюванні опором заготовки стискуються невели- кими зусиллями. Потім включається струм, метал нагрівається до пластичного стану. Далі деталі стискуються. Після охо- лодження місце з’єднання зачищається.
При шовному зварюванні (рис. 95, в) між зварюваними деталями утворюється шов, створений рядом точок, які част- ково перекриваються між собою . Електродами в даному разі служать ролики 1. Як і у випадку точкового зварювання, ме-
209
тал нагрівається імпульсами струму. Ролики для шовного зва- рювання виготовляють з металів, які мають високу електроп- ровідність і достатню жаростійкість.
Роликовим зварюванням, зварюють баки, батареї для опалення будинків, труби тощо.
10.6. Термітне зварювання
Цей метод зварювання полягає у використанні тепла, яке виділяється при згоранні термітної суміші.
На практиці найбільш поширеними є суміші, виготовлені з порошків алюмінію або магнію. Алюмінієвий терміт вклю- чає 20 — 23 % алюмінію і 77 — 80 % залізної окалини. При нагріванні за допомогою термосірників або електричної дуги до температури 1230 — 1280 °С алюмінієвий терміт загораєть- ся. При горінні терміту відновлюється залізо, яке заповнює зазор між кромками деталі, які
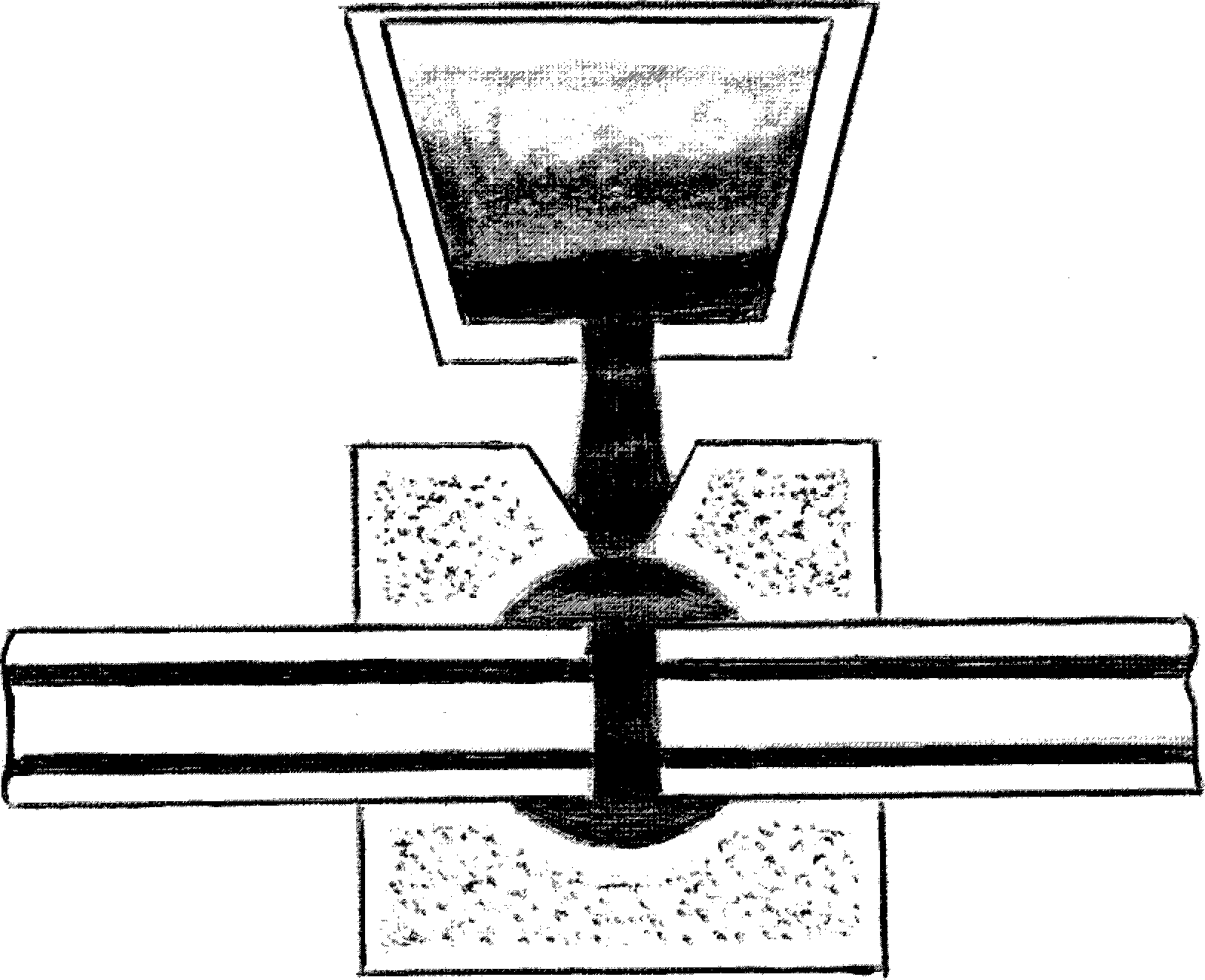
зварюються. На рис. 96 показано зварювання рейок.
Місце зварювання рейок з двох сторін закривається спец- іальною формою. Над місцем з’єднання встановлюється ти- гель, в який засипається терміт. Після запалювання терміту відбу-
Рис. 96.
вається виділення за ліза, яке стікає в зазор між рейками. Розп-
лавлений метал оплавляє краї рейок і кристалізується. В ре-
зультаті отримується міцне з’єднання по всьому перерізу.