

10.7. Зварювання тертям
При цьому виді зварювання з’єднання відбувається за рахунок тепла, яке виділяється при терті між собою деталей та їх стисненні. Одна з деталей обертається навколо своєї осі, а інша притискується до неї. Завдяки тертю поверхні деталей нагріваються на певну глибину. Потім перша деталь зупи- няється, а друга до неї міцно притискується. Відбувається міцне з’єднання.
210
Зварювання тертям здійснюють на токарному, свердлиль-
ному, фрезерному верстатах та на спеціальному обладнанні.
Зварювання тертям використовують при виготовлені ріжучого інструменту, різних валів, штоків з поршнями, пу- ансонів тощо.
Так, при виготовленні свердла великого діаметру хвос- товик приварюють до його робочої частини. Це значно еко- номить витрату дорогостоячого металу.
10.8. Зварювання вибухом
Цей спосіб зварювання заснований на використанні енергії направленого вибуху. Його використовують при з’єднанні масивних плит. Суть способу можна зрозуміти з рисунку (рис. 97).
Дві заготовки розташовуються під кутом одна до іншої.
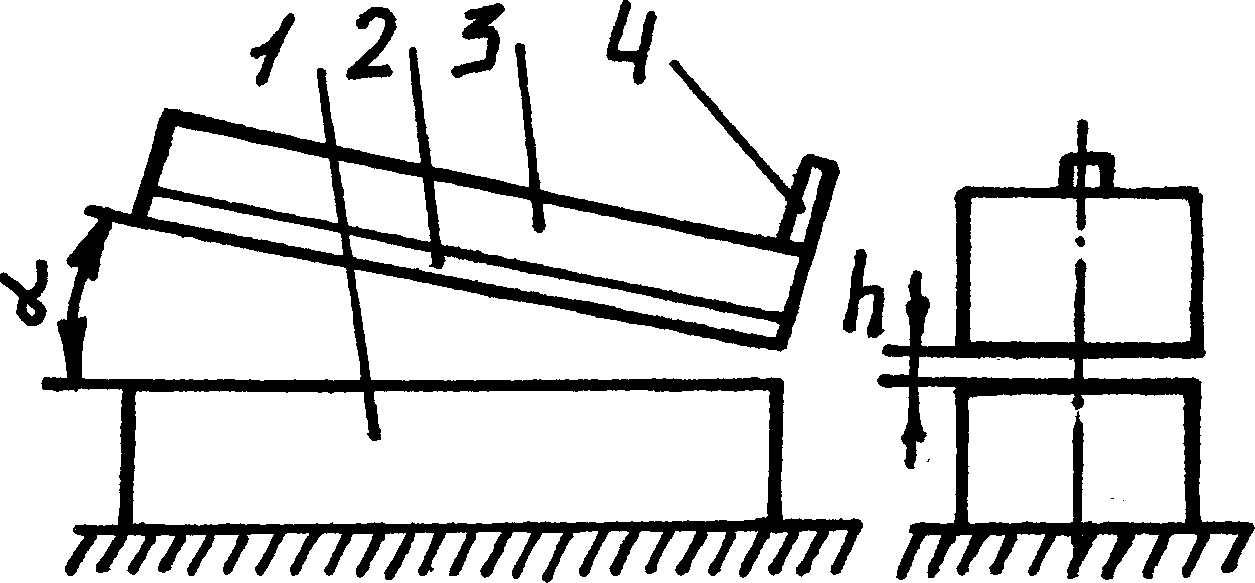
Одна з них нерухома. На рухому заготовку кладуть вибухівку. При вибуху рухома заготовка нахльо стується на нерухому. Тиск, який при цьому виникає, надає імпульсу заготовці, яка розташована під вибухівкою.
Швидкість співударяння загото-
вок може досягати 1000 м/с.
Рис. 97.
Співударяння деталей викликає пластичне течіння металу в їх поверхневих шарах, а на окремих ділянках спостерігають- ся зони, які нагріті до оплавлення. За рахунок цього відбу- вається міцне і надійне з’єднання деталей.
10.9. Зварювання лазерним променем
Суть цього методу зварювання полягає у використанні тепла світлового променя, який виробляє оптичний прилад лазер. Промінь лазера особливий. В нього електромагнітні коливання когерентні та абсолютно паралельні між собою, що дає можливість за допомогою оптичної системи зфокусу- вати його в дуже малій точці. Це дає можливість зконцентру- вати енергію променя на невеликій площині та отримати тем-
211
пературу, достатню для плавлення металу.
Зварювання лазерним променем можна здійснювати че- рез оптичне прозоре середовище. Це дає можливість зварю- вати деталі у вакуумі. В балоні з скла розміщують деталі для зварювання. З нього відкачують повітря, а потім на місце зва- рювання спрямовують лазерний промінь і деталі зварюють. Звичайно таким методом зварюють дуже малі деталі для елек- тронного обладнання, спеціального обладнання. Велика гус- тина потужності, локальність нагріву, мала зона термічного впливу зменшує деформацію виробів і дозволяє виконувати зварювання біля термочутливих елементів електронних схем.
10.10. Зварювання електронним променем
При зварюванні електронним променем зварювання відбувається методом плавлення металу деталей, які з’єдну- ються. Тепло для розплавлення металу виділяється при бом- бардуванні його потоком електронів.
Потік електронів створюється спеціальною електронною пушкою. Катод пушки, завдяки термоелектронній емісії, ство- рює хмарку електронів, які анодними напругами розганяються до великої швидкості. При ударі електронів по поверхні ме- талу їх кінетична енергія перетворюється в теплову, що спри- чиняє значне нагрівання металу.
Таке зварювання можливе лише у вакуумі, бо потоку елек- тронів можна надати великої швидкості тільки у вакуумі. Звідси виникає і використання зварювання електронним про- менем.
При електроннопроменевому зварюванні забезпечуєть- ся велика концентрація нагріву, температура в точці зварю- вання досягає температури випаровування металу. Це дозво- ляє здійснювати свердління таких матеріалів, як сапфір, рубін, алмаз, тверде скло тощо. Завдяки високій густині енергії елек- тронний промінь може забезпечити глибоке проплавлення місць з’єднань.
212