

Содержание отчета
1Наименование работы.
2 Цель работы.
3 Оборудование, приборы, инструменты, заготовки.
4 Схема измерения температуры резания.
5 Независимые факторы и уровни их изменения (таблица 1.4).
6 Матрица ПФЭ и результаты расчетов (таблица 1.5).
7 Результаты расчетов коэффициентов регрессии; дисперсии, характеризующих ошибку опыта и проверку однородности дисперсий по критерию Кохрена.
8 Результаты проверки значимости коэффициентов регрессии по критерию Стьюдента.
Результаты проверки адекватности математической модели.
Математическая модель.
11 Выводы.
Контрольные вопросы
1 В чем особенности полного фактического эксперимента.
2 Назовите требования к параметру оптимизации Y.
3 Как выбирают независимые факторы и уровни их изменения.
4 Как определяют минимальное количество опытов при полном фактическом эксперименте?
5 С какой целью выполняют повторные опыты?
6 Как строят матрицы полного фактического эксперимента?
7 С какой целью выполняют проверку однородности эксперимента?
8 Как и по какому критерию проверяют однородность дисперсии?
9 По какому критерию проверяют значимость коэффициентов регрессии?
10 Что характеризует дисперсия адекватности?
11 Как осуществляют проверку адекватности математической модели?
1.2 Получение математических зависимостей моделированием процессов износа изделий и материалов
1.2.1 Особенности моделирования процесса износа
При разработке новых инструментальных материалов, технологий их упрочнения и методов нанесения износостойких покрытий большое значение имеет выбор методов оценки их износостойкости. В настоящее время оценку износостойкости материалов и изделий производят как в процессе резания, так и при его моделировании. Оценка износостойкости в процессе резания позволяет наиболее точно определить зависимость износа от таких факторов как скорость и температура резания, время работы инструмента и жесткость технологической системы. Однако, очень часто на этапе предварительных исследований, необходимо выполнить предварительную или сравнительную оценку износостойкости. В этих случаях используют моделирование процесса износа на образцах из инструментальных материалов. Для моделирования процесса износа используют прибор ЭХО -1 (рисунок 1.1). Прибор содержит основание 1 с размещенным на ней приводом вращения 2 индентора 3 и держателем, выполненным в виде консоли с вращающимся задним центром 5. На основании 1 посредством опоры смонтированы также две параллельные направляющие 8, по которым вдоль оси индентора перемещается каретка 9. На каретке в подшипниках 10 закреплен двуплечный рычаг 11, на плече которого размещен груз 12, а на другом – держатель контртела 13, выполненный в виде цилиндрической обоймы 14, ось которой перпендикулярна оси индентора. Обойма снабжена зажимным винтом 15, фиксирующим контртело.
Прибор работает следующим образом: после установки индентора в центрах и контртела в цилиндрической обойме с помощью привода индентору сообщают вращательное движение, а контртело поджимают к нему под нагрузкой. Спустя заданное время на контртеле появляется отпечаток (рисунок 1.2). Полученные на контртеле отпечатки измеряют на инструментальном микроскопе по двум диаметрам, ориентированным вдоль (dпр.) и поперек (dпоп.) оси контртела. Затем определяют средние значения
(формула 1.19). Далее каретку смещают вдоль оси индентора, а контртело в обойме – перпендикулярно ей, обеспечивая новый точечный контакт.

dср = (dпр + dпоп) /2. (1.19)
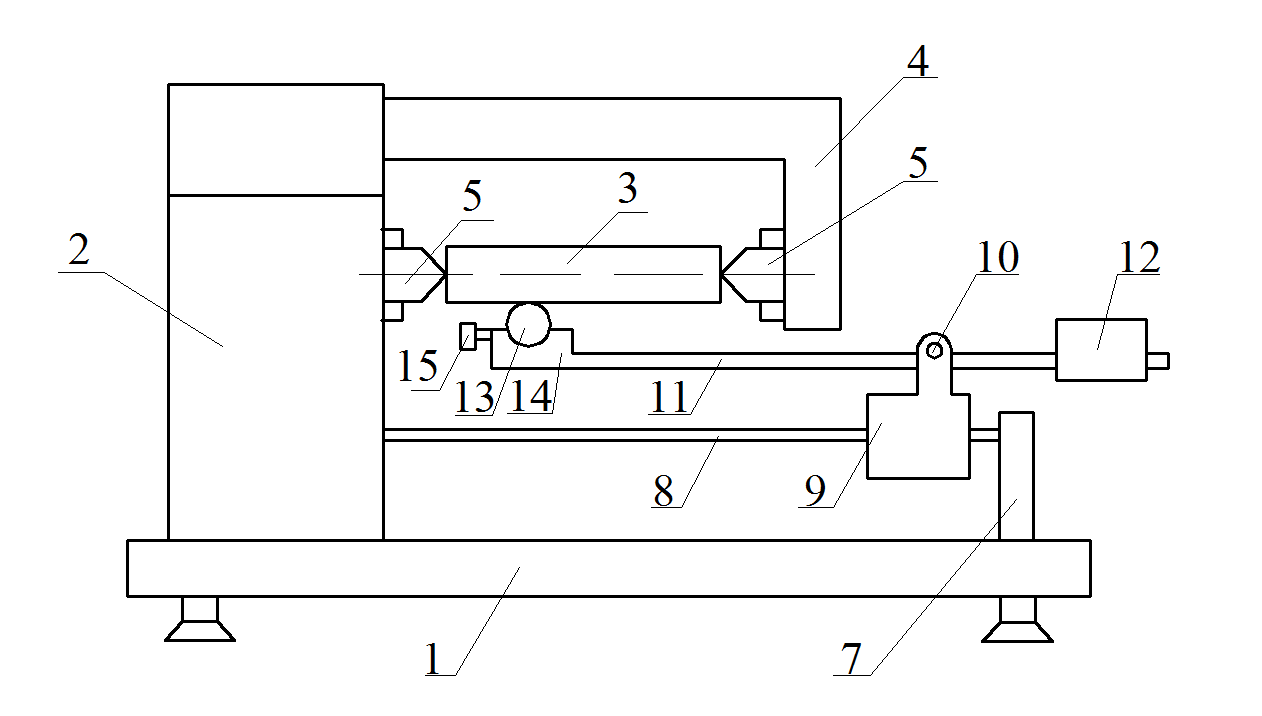
Рисунок 1.1 – Схема прибора для исследования процесса износа

Рисунок 1.2 – Вид отпечатка на контртеле