

Пример выполнения задания к практической работе №5
Задание:
Выберите способ обработки металлов давлением инструмент и вид заготовки для производства бесшовных стальных труб круглого сечения.
Заготовкой для получения бесшовных труб являются прутки круглого сечения, диаметр которого выбирается в зависимости от диаметра трубы.
Горячедеформированные бесшовные трубы производят методами прокатки и прессования. Причём прессование используют в основном для обработки цветных металлов, а для производства стальных труб применяют прокатку.
Общая схема процесса производства горячекатаных труб состоит из следующих операций:
получение из цельной заготовки толстостенной трубы-гильзы прошивкой:
раскатка гильз в горячекатаную трубу;
калибровка.
Первую операцию осуществляют на прошивных станах валкового (рис 1а), грибовидного (рис 16) или дискового типа (рис 1 в) на конической оправке.
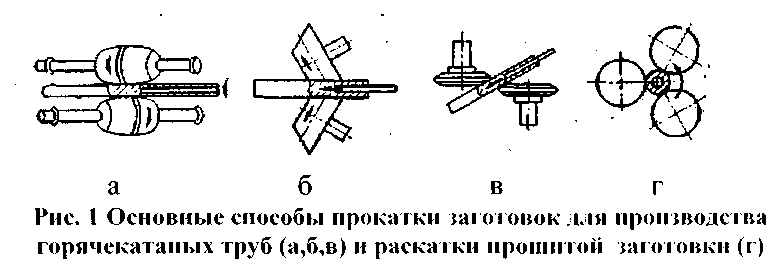
Создаваемая в очаге деформации схема объёмного напряженного состояния с преобладанием растягивающих напряжений вызывает такое ослабление сердцевины прошиваемой заготовки, что возможно самопроизвольное вскрытие полости в центральной части её поперечного сечения, т.е. разрушение.
Для его предотвращения и получения гильзы с гладкой внутренней поверхностью устанавливают коническую оправку, размеры которой выбирают, исходя
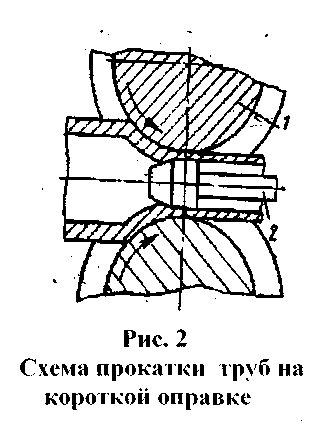
Вторую операцию — раскатку прошитой заготовки е трубу требуемых диаметра и толщины стенки производя'! на раскатных станах. Наиболее распространённый метод — прокатка трубы на короткой оправке (рис.2).
Валки образуют последовательно расположенные круглые калибры. Зазор между закреплённой на длинном стержне оправкой 2 и ручьями валков 1 определяет толщину стенки трубы.
Для устранения неравномерности толщины стенки по сечению и рисок по еле раскатки производят обкатку труб на обкатных станах, рабочая клеть который по конструкции аналогична клети прошивного стана. Затем для получения заданного диаметра трубы прокатывают в калибровочном многоклетьевом стане про дольной прокатки без оправки, а при необходимости получения труб диаметром менее 80 мм — ещё и в редукционных станах с рабочими клетями аналогичной конструкции.
ПРИЛОЖЕНИЕ 3
Пример оформления титульного листа
Практическая работа №1
по дисциплине:
«Материаловедение и технология материалов»
Тема: «Производство чугуна»
Екатеринбург
2005
Б.Н. Гузанов
Материаловедение и технология материалов
Методические указания к выполнению практических работ
для курсантов 2 курса очной формы обучения
Редактор М.И. Бруева
Подписано в печать ________. Формат 30х42 1/8. Тираж 100
Объем печ.л. 3,0. Печать офсетная. Бумага писчая
Отпечатано в копировально-множительном бюро
Уралського института ГПС МЧС России
Е катеринбург,
ул. Мира, 22
катеринбург,
ул. Мира, 22