

Для переходу 11 (тонка обробка)
 =
367 м/хв [3,
карта 2.22].
=
367 м/хв [3,
карта 2.22].
При t
< 0,60
мм,
 мм/об
мм/об
Поправкові коєфіцієнти на швидкість різання :
= 0,30 [3, карта 2.22,лист 9] – коєфіцієнт, що враховує вплив інструментального матеріалу – Р6М5;
=1,50 [3, карта 2.23, лист 1] – коєфіцієнт, що враховує групу оброблюваності матеріалу, в нашому випадку алюмiневi та мiднi сплави малої твердостi ;
= 1,00 [3, карта 2.23, лист 1] – коєфіцієнт, що враховує вид обробки;
= 0,75 [3, карта 2.23, лист 2] – коєфіцієнт, що враховує жорсткість верстата.
=1,00 [3, карта 2.23, лист 2] – коєфіцієнт, що враховує механічні властивості оброблюваного матеріалу;
= 1,00 [3, карта 2.23, лист 3] – коефіцієнт, що враховує спосіб кріплення пластин та геометричні параметри різця;
=1,00 [3, карта 2.23, лист 3] – коєфіцієнт, що враховує період стійкості різальної частини різця, вибираємо T=30хв при механічному закріплені пластини із твердого сплаву;
=1,00 [3, карта 2.23, лист 3, поз. 7] – коєфіцієнт, що враховує наявність охолодження.
Кінцеве розрахункове значення лінійної швидкості:
Для :

2.4.4. Визначення частот обертання шпинделя:
Для переходу 1 :

Для переходу 2 :

Для переходу 3 :

Для переходу 4 :

Для переходу 5 :

Для переходу 6 :

Для переходу 7:

Для переходу 8 :

Для переходу 9 :

Для переходу 10 :

Для переходу 11 :

Для переходу 12 :

Для переходу 13:

Для переходу 14 :

Для переходу 15 :

Для переходу 16 :

Для переходу 17 :

2.4.5. Визначення фактичних частот обертання шпинделя та їх умовне позачення
 →
→ →S6
→S6
 →
→ →S6
→S6
 →
→ →S7
→S7
 →
→ →S7
→S7
 →
→ →S7
→S7
 →
→ →S8
→S8
 →
→ →S8
→S8
 →
→ →S8
→S8
 →
→ →
S8
→
S8
 →
→ →S9
→S9
 →
→ →S9
→S9
 →
→ →S6
→S6
 →
→ →S7
→S7
 →
→ →S8
→S8
 →
→ →S7
→S7
 →
→ →
S8
→
S8
 →
→ →
S10
→
S10
2.4.6. Визначення фактичних значень лінійних швидкостей різання

















2.4.7. Визначення фактичних значень потужностей різання
Для переходу 1:

Для переходу 1:

Для переходу 1:

Поправковий
коєфіцієнт на потужність різання
 :
:
 [3, карта 2.24]
[3, карта 2.24]
Розрахункове
значення
 :
:
 кВТ.
кВТ.
Значення потужностей для інших переходів не визначаються у зв'язку з тим, що переходи 1, 8, 12 є найбільш енергомісткими.
Таким
чином потужності різання для переходів
1, 8, 12 є допустимими для верстата мод.
1В340Ф30, у якого
 .
.
Таблиця 2.6 Технрлогiчнi дані для розробки УП
Позначення шарів припусків в порядку їх знімання |
№ переходу та його зміст |
Цикли та робочі ходи |
Функція G, M |
Глибина різання t, мм |
Позиція різального інструменту |
Подача |
Швидкість обертова |
||||
розрахункова, мм/об |
Код в УП |
розрахункова, хв-1 |
прийнята, хв-1 |
Код в УП |
|||||||
1 |
Підрізати торець начорно в розмір 56 мм |
Від 58 мм до 56 мм |
G71 |
2,0 |
T1 |
1,158 |
F11580 |
264,6 |
250 |
S6 |
|
2 |
Обточити начорно поверхню до 86,8 |
З 90 до 86,8 |
G70 |
1,6 |
T1 |
1,158 |
F11580 |
274,3 |
250 |
S6 |
|
3 |
Обточити напівчисто поверхню до 84,2 |
З 86,8 до 84,2 |
G70 |
1,3 |
T1 |
0,732 |
F732 |
360,3 |
355 |
S7 |
|
4 |
Підрізати торець начисто в розмір 55 мм |
Від 56 мм до 55 мм |
G71 |
1,0 |
T2 |
0,36 |
F36 |
370,1 |
355 |
S7 |
|
5 |
Обточити начисто поверхню до 82,2 |
З 84,2 до 82,2 |
G70 |
1,0 |
T2 |
0,36 |
F36 |
379,1 |
355 |
S7 |
|
6 |
Обточити тонко поверхню до 80,8 |
З 82,2 до 80,8 |
G70 |
0,7 |
T2 |
0,084 |
F084 |
582,3 |
500 |
S8 |
|
7 |
Обточити викінчувально поверхню до 80 |
З 80,8 до 80 |
G70 |
0,4 |
T2 |
0,036 |
F036 |
542,7 |
500 |
S8 |
|
8 |
Розточити отвір начорно до 44 |
З 40 до 44 |
G70 |
2,0 |
T3 |
1,428 |
F14280 |
541,1 |
500 |
S8 |
|
9 |
Розточити отвір напівчисто до 47 |
З 44 до 47 |
G70 |
1,5 |
T3 |
1,042 |
F10420 |
506,6 |
500 |
S8 |
|
10 |
Розточити отвір начисто до 49 |
З 47 до 49 |
G70 |
1,0 |
T4 |
0,256 |
F256 |
690,5 |
710 |
S9 |
|
11 |
Розточити отвір тонко до 50 |
З 49 до 50 |
G70 |
0,5 |
T4 |
0,224 |
F224 |
788,8 |
710 |
S9 |
|
Перевстановлення |
|||||||||||
12 |
Підрізати торець начорно в розмір 56 мм |
Від 58 мм до 56 мм |
G71 |
2,0 |
T1 |
1,158 |
F11580 |
264,6 |
250 |
S6 |
|
13 |
Обточити начорно поверхню до 63 |
З 90 до 87 З 87 до 84 З 84 до 81 З 81 до 78 З 78 до 75 З 75 до 72 З 72 до 69 З 69 до 66 З 66 до 63 |
G77 |
1,5 |
T1 |
1,158 |
F11580 |
377,9 |
355 |
S7 |
|
14 |
Підрізати торець начисто в розмір 55 мм |
Від 56 мм до 55 мм |
G71 |
2.00 |
T2 |
0,36 |
F36 |
494,6 |
500 |
S8 |
|
15 |
Підрізати торець начисто в розмір 40,5 мм |
Вiд 41,5 мм до 40,5 мм |
G71 |
1.00 |
T2 |
0,36 |
F36 |
389,5 |
355 |
S7 |
|
16 |
Обточити начисто поверхню до 61 |
З 63 до 61 |
G70 |
1,0 |
T2 |
0,36 |
F36 |
510,9 |
500 |
S8 |
|
17 |
Обточити поверхню тонко: - Ø60, -скруглення R1 - торець в розмір 40 мм |
|
|
0,5 |
T2 |
0,084 |
F084 |
913 |
1000 |
S10 |
|
2.4.8. Побудова траєкторії переміщення різальних інструментів.
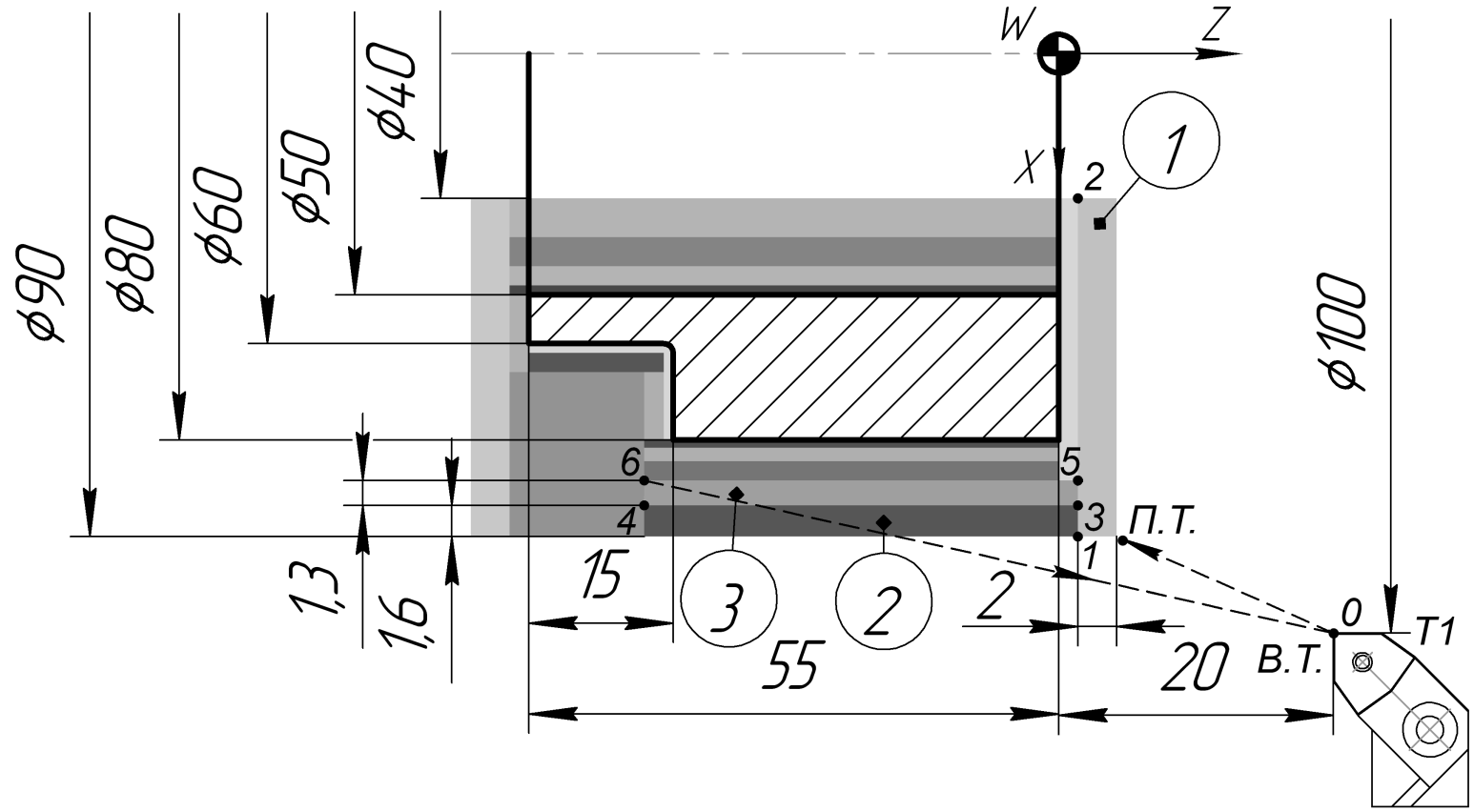
Рис.2.4. Циклограма перемiщень чонового прохiдного упорного рiзця Т1
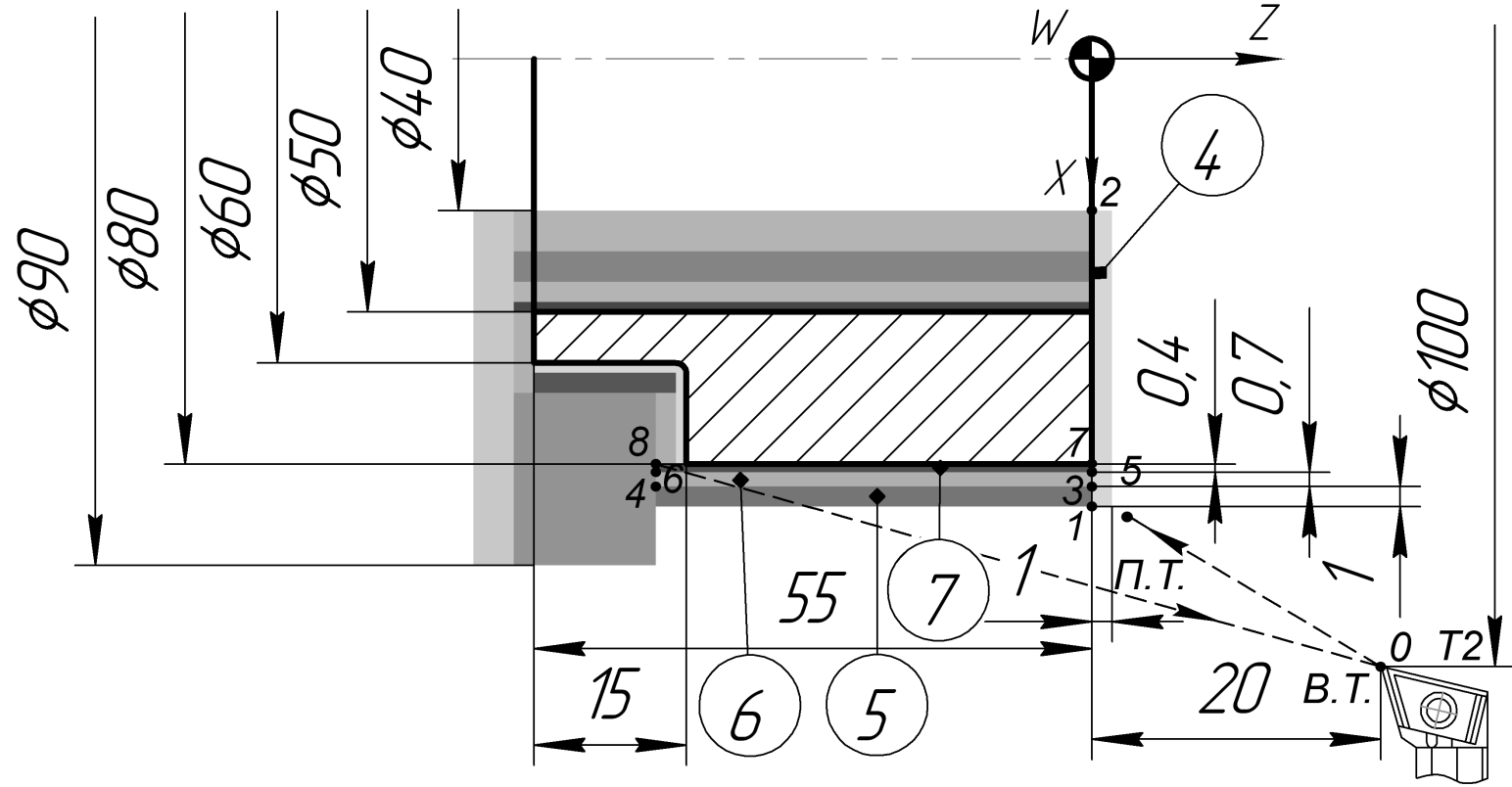
Рис.2.5. Циклограма перемiщень чистового прохiдного упорного рiзця Т2
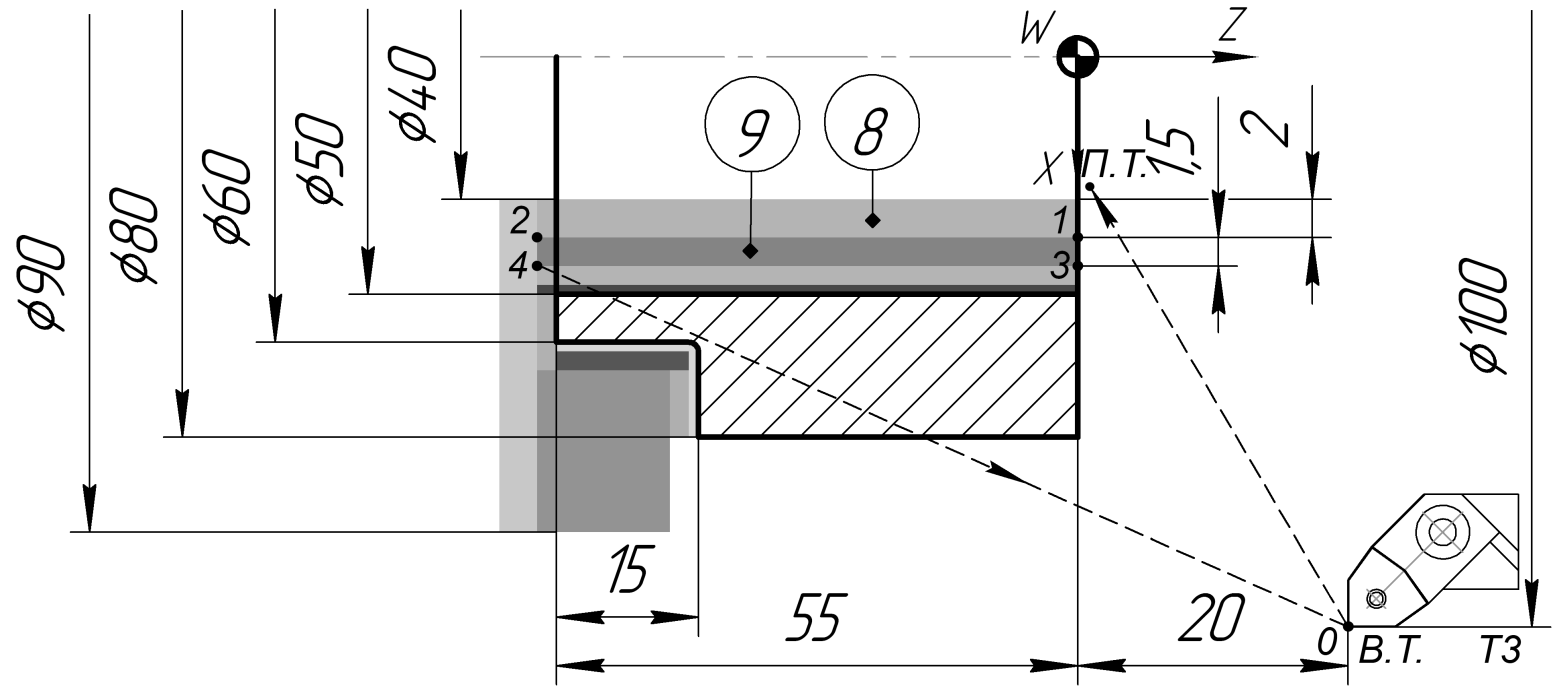
Рис.2.6. Циклограма перемiщень чорнового розточувального рiзця Т3
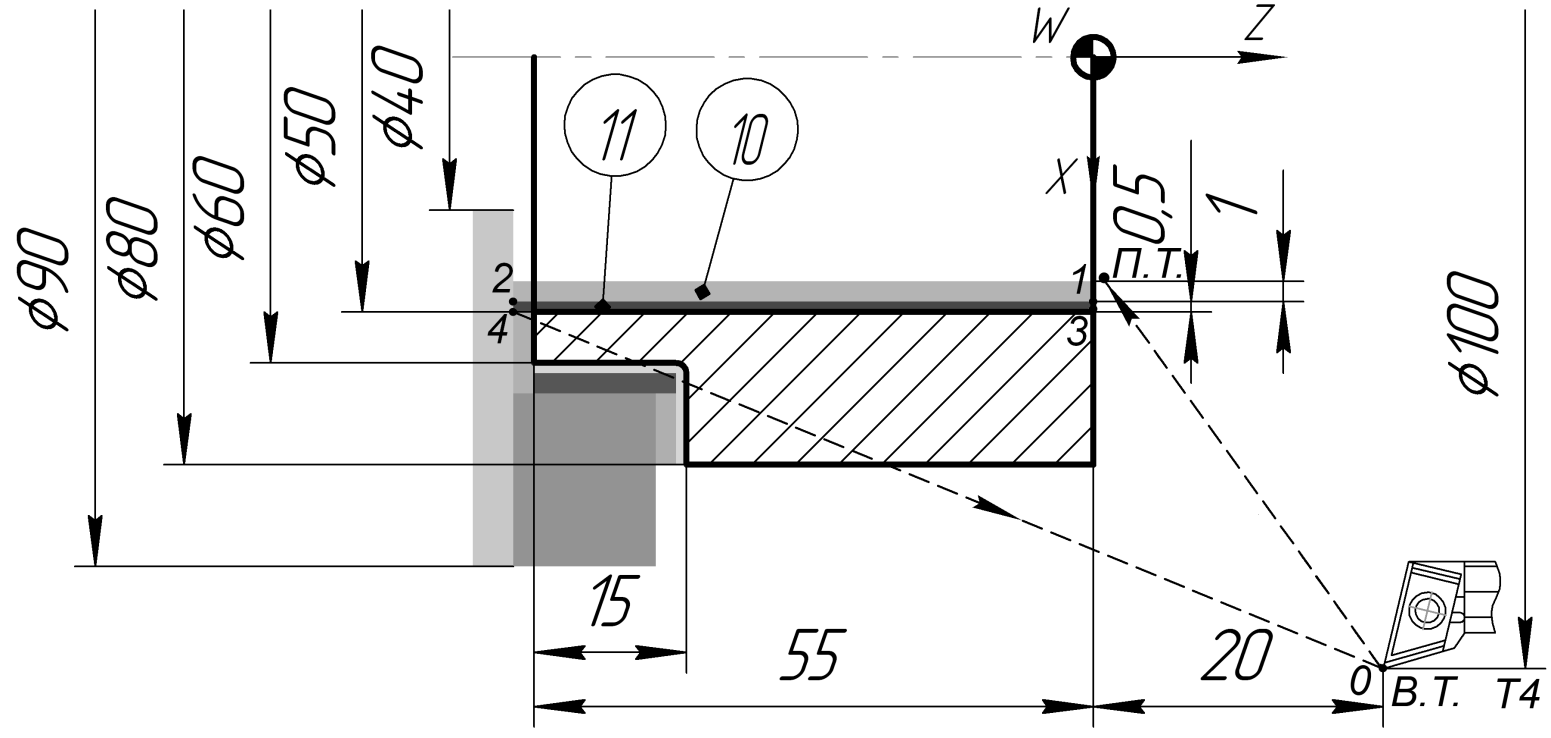
Рис.2.7. Циклограма перемiщень чистового розточувального рiзця Т4
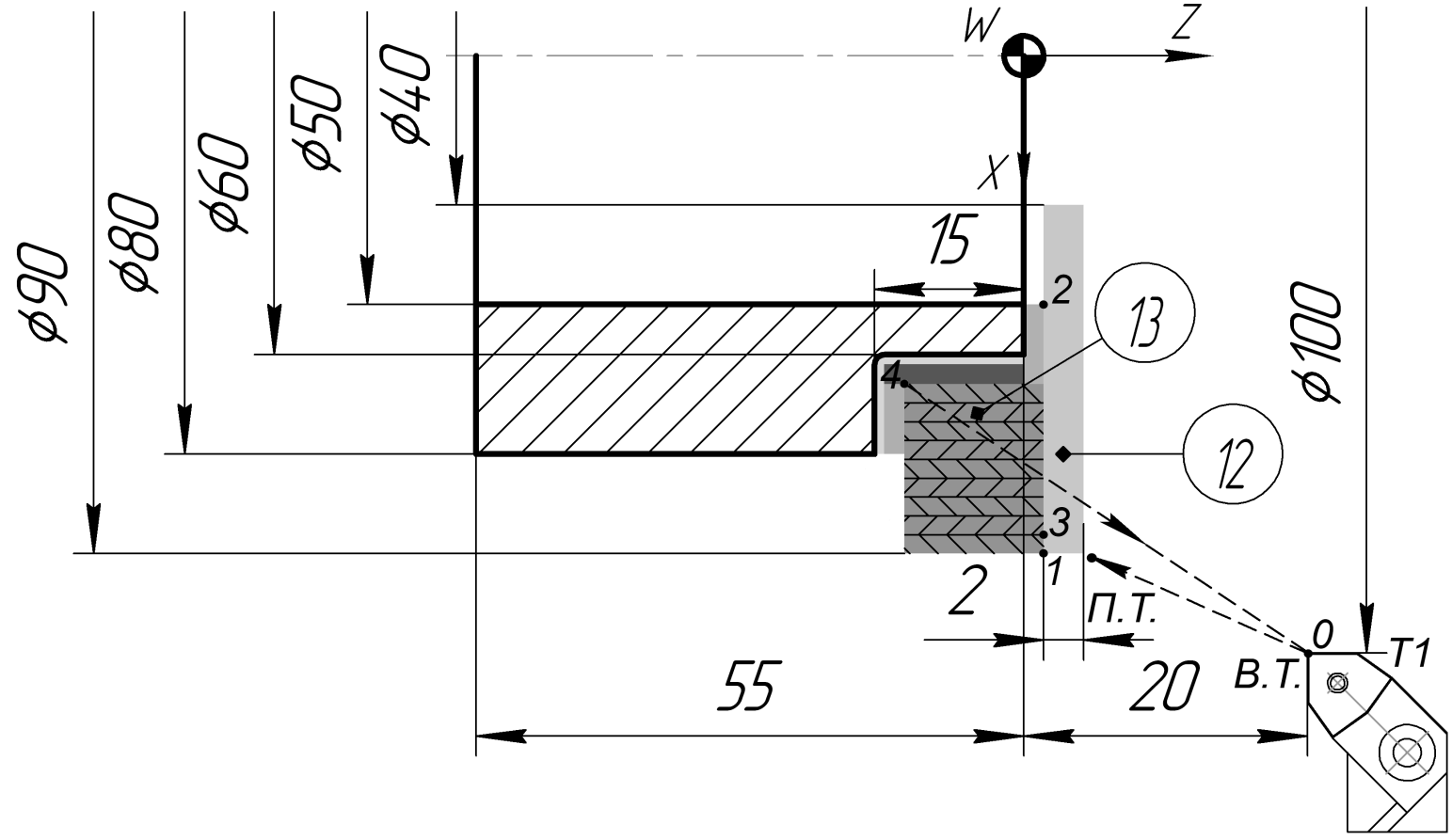
Рис.2.8. Циклограма перемiщень чонового прохiдного упорного рiзця Т1
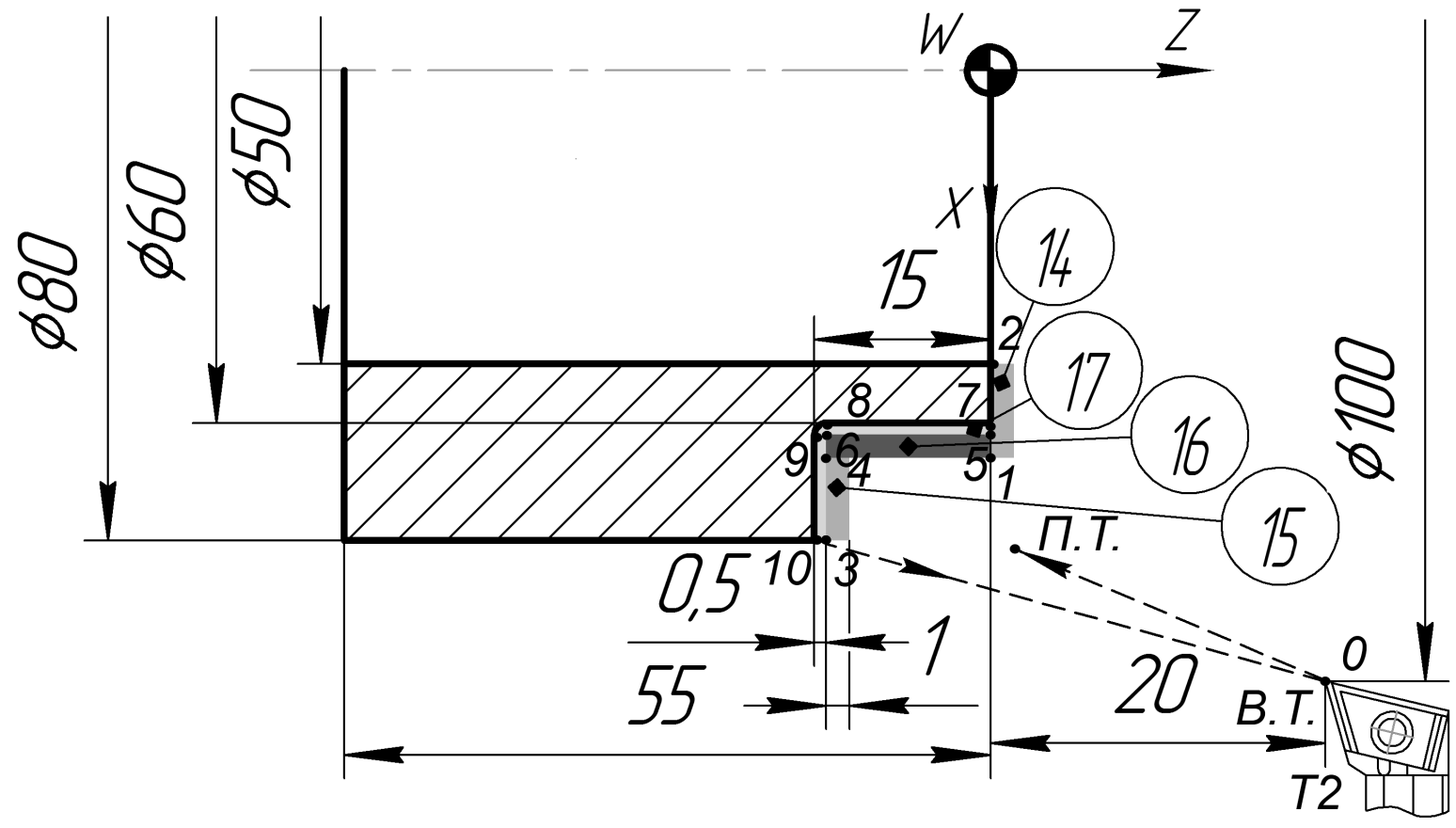
Рис.2.9. Циклограма перемiщень чистового прохiдного упорного рiзця Т2
2.4.9. Визначення координат опорних точок переміщень інструментів за осями X та Z.
Встановлення А:
Таблиця 2.7
Координати опорних точок переміщень різальних інструментів
Інструмент |
Опорні точки |
Іллюстрація за рис. |
||
№, з./п. |
Координати, мм |
|||
X |
Z |
|||
Т1 |
0 |
100 |
20 |
2.4 |
П.Т. |
91 |
4 |
||
1 |
90 |
1 |
||
2 |
39 |
1 |
||
3 |
86,8 |
1 |
||
4 |
86,8 |
-41,5 |
||
5 |
84,2 |
1 |
||
6 |
84,2 |
-41,5 |
||
Т2 |
0 |
100 |
20 |
2.5 |
П.Т. |
85 |
2 |
||
1 |
84,2 |
0 |
||
2 |
39 |
0 |
||
3 |
82,2 |
0 |
||
4 |
82,2 |
-41,5 |
||
5 |
80,8 |
0 |
||
6 |
80,8 |
-41,5 |
||
7 |
80 |
0 |
||
8 |
80 |
-41,5 |
||
Т3 |
0 |
100 |
20 |
2.6 |
П.Т. |
39 |
1 |
||
1 |
44 |
0 |
||
2 |
44 |
-56 |
||
3 |
47 |
0 |
||
4 |
47 |
-56 |
||
Т4 |
0 |
100 |
20 |
2.7 |
П.Т. |
46 |
1 |
||
1 |
49 |
0 |
||
2 |
49 |
-56 |
||
3 |
50 |
0 |
||
4 |
50 |
-56 |
||
Встановлення Б:
Таблиця 2.8