

3 Короткі теоретичні відомості
Сутність дорнування полягає в переміщенні в отворі з натягом інструменту, який не має ріжучих кромок.
Калібрувальним інструментом (дорном) при виконанні операції є прошивки або протяжки певної форми без різальних зуб’їв (оправки), які проштовхуються або протягуються крізь оброблюваний отвір на протяжних верстатах і пресах. Дорнування може також виконуватись стальною загартованою кулькою, що проштовхується крізь отвір на пресах. На спеціальних пресах для калібрування кулькою передбачається автоматичне повернення кульки. Швидкість калібрування кулькою 2 – 7 м/хв.
Схеми дорнування наведені на рисунку 3.1.

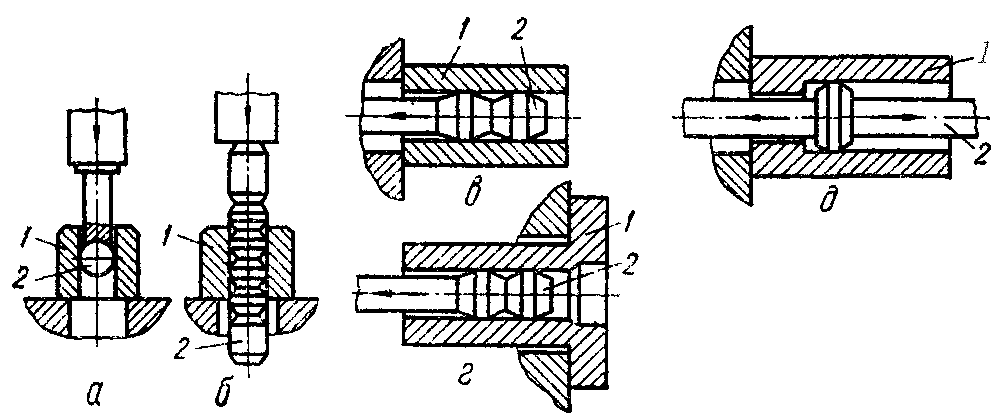
Рисунок 3.1 Схеми дорнування отворів:
а, б – проштовхуванням оправки (на пресах); в, г – калібруванням з стискуванням та розтягуванням деталі (на горизонтально протяжному верстаті);
д – калібруванням при обернено-поступальному русі оправки (на спеціальних верстатах) (1 – деталь, що оброблюється; 2 – інструмент).
Основним технологічним параметром процесу є натяг:
![]() ,
,
де dи – діаметр інструменту, мм;
DО – діаметр отвору до дорнування, мм.
Існують два різновиди дорнування отворів: з малим натягом і з великим натягом. При дорнуванні з малим натягом (h/r >0,5) зона пластичної деформації розповсюджується на невелику глибину (рисунок 3.2):
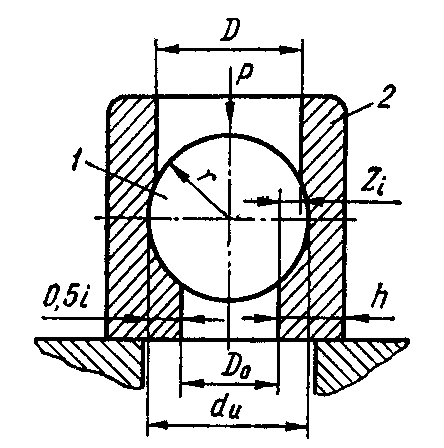
Рисунок 3.2 Схема дорнування отвору з малим натягом:
1 – індентор; 2 – деталь, що оброблюється
При цьому шорсткість поверхні, похибки форми і розсіяння розмірів діаметрів отворів в партії деталей зменшуються на 25...30%.
При
дорнуванні з великим натягом (h/r![]() 0,2)
зона пластичної деформації розповсюджується
на всю деталь, в результаті чого діаметр
отвору збільшується на 2Zi
= D – DO,
збільшується також розмір зовнішньої
поверхні при одночасному зменшенні
розміру деталі вздовж осі оброблюваного
отвору. Відносна зміна діаметру отвору
2Zi
/DO
досягає 2...20%, точність обробки отворів
при цьому підвищується на один-три
квалітети.
0,2)
зона пластичної деформації розповсюджується
на всю деталь, в результаті чого діаметр
отвору збільшується на 2Zi
= D – DO,
збільшується також розмір зовнішньої
поверхні при одночасному зменшенні
розміру деталі вздовж осі оброблюваного
отвору. Відносна зміна діаметру отвору
2Zi
/DO
досягає 2...20%, точність обробки отворів
при цьому підвищується на один-три
квалітети.
Дорнування забезпечує точність IT7.
Отвори під дорнування попередньо оброблюються чистовим розточуванням або розвертанням за 8...10 квалітетом точності і шорсткості поверхні Rz = 6,3...40 мкм.
Інструментами для дорнування (інденторами) є оправки (одноелементні і багатоелементні, цільні і збірні) або кульки.
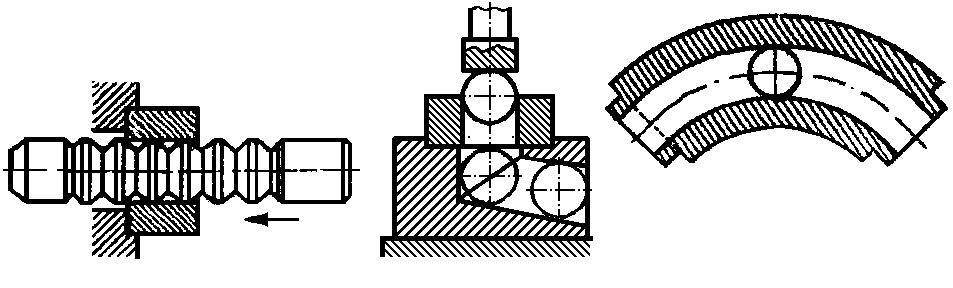
Дорнування кульками не забезпечує оптимальних умов деформування. Але, враховуючи простоту процесу, можливості обробки отворів з криволінійною віссю, можливості автоматизації процесу дорнування кулькою має широке розповсюдження. Принципові схеми дорнування кулькою отворів наведені на рисунку 3.3.
а б в
Рисунок 3.3 Схеми дорнування отворів кулькою:
а, б – проштовхування кульки (на пресах); в – калібрування отвору
З криволінійною віссю
Матеріалом для виготовлення збірних дорнів є твердий сплав ВК8 або ВК15М, стержні і хвостовики виготовляються з вуглецевих сталей і загартовуються до твердості HRC 40...45.
Цільні дорни виготовляють з твердих сплавів або з сталей ХВГ, ШХ15, 9ХС і загартовують до твердості HRC 62...64. Для підвищення терміну служіння оправки із сталі хромуються, азотуються або на їх робочі поверхні напилюється твердий сплав.