

§ 5. Наладка сверлильно-пазовальных и сверлильных станков
Наладка вертикальных сверлильно-пазовальных станков. Тип и диаметр сверла или концевой фрезы выбирают в зависимости от характера сверления. Сверла для сверления вдоль волокон нельзя применять для выборки отверстий перпендикулярно волокнам. Угол заточки спиральных сверл должен соответствовать направлению сверления относительно волокон древесины.
Д иаметр
сверла выбирают в зависимости от размера
отверстия. Диаметр полученного
отверстия бывает больше диаметра сверла
на 0,2...0,35 мм за счет разбивки отверстия
вследствие биения сверла.
иаметр
сверла выбирают в зависимости от размера
отверстия. Диаметр полученного
отверстия бывает больше диаметра сверла
на 0,2...0,35 мм за счет разбивки отверстия
вследствие биения сверла.
Сверла крепят на шпинделе с помощью патронов или устанавливают в шпиндель. Патрон со стопорным винтом для установки сверла (рис, 163, а) допускает установку сверл 1 с цилиндрическими хвостовиками только одного диаметра и не обеспечивает точного центрирования сверла относительно оси шпинделя 4.
Наибольшее распространение получили трех- и двухкулачковые самоцентрирующиеся патроны (рис. 163, б). Они позволяют закреплять сверла с разным диаметром хвостовика. Сначала патрон укрепляют на шпинделе с помощью резьбы. Сверла в патроне крепят кулачками 6, сдвигая их специальным ключом в радиальном направлении с достаточной силой, чтобы сверло во время работы не проворачивалось. Вращая шпиндель вручную, следует убедиться, что сверло закреплено правильно и не имеет биения. Однако точность установки сверла в кулачковом патроне недостаточна и зависит от точности изготовления патрона и степени его износа.
Для крепления сверл и концевых фрез с постоянным диаметром хвостовика используют цанговые патроны (рис. 164, а), выполненные в виде втулки 2, внутрь которой вставлена конусная разрезная цанга 3. Сначала патрон навинчивают на резьбовой конец шпинделя 1. Затем крепят фрезу 5, вращая прижимную гайку 4. Гайка, нажимая на торец цанги 3, перемещает ее в осевом направлении и заклинивает конус цанги между втулкой и хвостовиком фрезы. Таким образом обеспечивается высокая точность положения (соосность) фрезы в шпинделе. Однако наличие патрона удлиняет консольную часть шпинделя и снижает жесткость крепления фрезы. Для повышения жесткости фрезу крепят цангой, вставляемой в конусное отверстие шпинделя, а прижимную гайку навинчивают на резьбовой конец шпинделя (рис. 164, б).
С тол
по высоте переставляют так, чтобы при
крайнем верхнем положении шпинделя
расстояние от вершины сверла до рабочей
поверхности стола было на 20 мм больше
высоты обрабатываемой детали.
тол
по высоте переставляют так, чтобы при
крайнем верхнем положении шпинделя
расстояние от вершины сверла до рабочей
поверхности стола было на 20 мм больше
высоты обрабатываемой детали.
Если необходимо сверлить отверстие наклонно к базовой поверхности детали, стол поворачивают на требуемый угол. Положение стола регулируют маховичком или рукояткой, а величину перемещения отсчитывают по шкале.
Упоры, ограничивающие ход стола, выставляют в зависимости от длины гнезда. При сверлении отверстий стол станка фиксируют стопорным устройством. Ход гильзы со шпинделем ограничивают упором, который устанавливают по высоте в зависимости от глубины отверстия или гнезда. Торцовые упоры, базирующие заготовку, настраивают в зависимости от условий работы.
Различают сверление отверстий по разметке, по упорам и с применением шаблонов (кондукторов).
При сверлении по предварительной разметке торцовые упоры не требуются. Пользуясь метками, деталь каждый раз ориентируют на столе относительно сверла. Если нужно просверлить по разметке несколько отверстий, расположенных на одинаковом расстоянии от кромки детали, применяют направляющую линейку. Линейку закрепляют на столе так, чтобы обеспечивалось требуемое расстояние от оси сверла до рабочей поверхности линейки.
Сверление по упорам следует выполнять при обработке большой партии деталей с несколькими отверстиями одинакового диаметра. Упоры в виде пружинящих пластин укреплены в пазах направляющей линейки. Расстояния между упорами делают равными расстоянию между отверстиями в детали. Деталь базируют торцом по очередному упору, а неиспользуемые упоры утапливают деталью в паз линейки.
Шаблоны используют для сверления нескольких отверстий в щитовых деталях. Расположение отверстий шаблона соответствует расположению отверстий готовой детали. В шаблоне расположены упоры, два из которых размещены на продольной кромке, а один — на торцовой. Шаблон накладывают на щит, базируя по упорам. Щит вместе с шаблоном перемещают по столу и совмещают ось сверла с очередным отверстием.
Наладка сверлильных многошпиндельных горизонтально-вертикальных станков. В сверлильных многошпиндельных станках используют обычные сверла, а также специальные сверла с резьбовым хвостовиком и лысками под ключ. Сверла обычные крепят непосредственно на шпинделе или с помощью специальных патронов.
Установка сверл на резьбе позволяет увеличить надежность их крепления и уменьшить расстояние между шпинделями, так как патронов не требуется. Сверла с левой резьбой ввинчивают в резьбовое отверстие шпинделя, вращающегося по часовой стрелке, а сверла с правой резьбой — в шпиндели с вращением против часовой стрелки.
Быстросъемное крепление сверл осуществляют с помощью специальных патронов (рис. 165, а). Сверло 5 имеет на хвостовике лыску. При сборке лыска ориентируется относительно крепежного винта 4, ввернутого в патрон 2, и сверло вставляется до упора буртиком в торец патрона. Собирают сверла с патронами в инструментальной мастерской.
Конец шпинделя имеет осевое отверстие, которое служит для размещения хвостовой части сверла, а внешний диаметр является посадочным для патрона. На концевой части шпинделя имеется паз, а в стенке патрона — штифт 5.
П ри
установке штифт ориентируют относительно
паза шпинделя и, перемещая в осевом
направлении, насаживают патрон на
шпиндель до упора. Для окончательного
надежного закрепления поворачивают
патрон в сторону, противоположную
рабочему вращению сверла, так, чтобы
штифт вошел в радиальную прорезь
шпинделя.
ри
установке штифт ориентируют относительно
паза шпинделя и, перемещая в осевом
направлении, насаживают патрон на
шпиндель до упора. Для окончательного
надежного закрепления поворачивают
патрон в сторону, противоположную
рабочему вращению сверла, так, чтобы
штифт вошел в радиальную прорезь
шпинделя.
В шпинделях дополнительной насадки (рис. 165, б) сверла крепят непосредственно винтом. Для обеспечения заданной глубины сверления всеми сверлами предварительно регулируют их длину регулировочными винтами 6 и фиксируют контргайками 7.
Количество сверл зависит от числа отверстий, которые необходимо высверлить. Сверла устанавливают только в те шпиндели, расположение которых соответствует расположению отверстий в детали. При этом следует определить направление рабочего вращения шпинделя и подобрать соответственно левое или правое сверло. В одном комплекте сверла должны быть одинаковой длины.
После установки сверл настраивают горизонтальные и вертикальные сверлильные суппорты, а также базирующий механизм в зависимости от размеров обрабатываемого щита.
Одновременно регулируют положение направляющих линеек и базирующих упоров так, чтобы обеспечивалось требуемое расстояние отверстий от базовых кромок щита. Величину перемещения отсчитывают по шкалам, укрепленным на направляющих.
Если настройку сверл ведут с помощью шаблона, нужно чтобы его базовые поверхности касались всех боковых и задних выдвижных упоров. При базировании изделий по тем же упорам расстояния до отверстий от базовых кромок будут строго выдержаны независимо от колебаний габаритных размеров изделия. Сверлильные агрегаты устанавливают путем продольного и поперечного перемещения по направляющим так, чтобы сверла совпадали с отверстиями в шаблоне.
Если необходимо сверлить отверстия в ряд, перпендикулярный направлению загрузки щита, то на основную насадку устанавливают дополнительную насадку. При сверлении глухих отверстий следует применять сверла длиной не более 80 мм,
Глубину сверления (рис. 166) регулируют гайкой 6, навинчивая ее на резьбовую втулку 5. Настроечный размер Н между ограничителем хода 4 и регулировочной гайкой контролируют при крайнем исходном положении насадки по линейке 7.
Пневмоприжимы переставляют по длине станины, а прижимные колодки закрепляют на штоках в зависимости от ширины щита. Скорость подачи шпиндельных насадок выбирают в зависимости от глубины сверления и твердости материала щита и регулируют дросселем в пределах 0,2...1,5 м/мин.
Правильность наладки станка проверяют обработкой пробной детали и контроля ее калибрами. После устранения неисправностей приступают к обработке всех деталей партии.
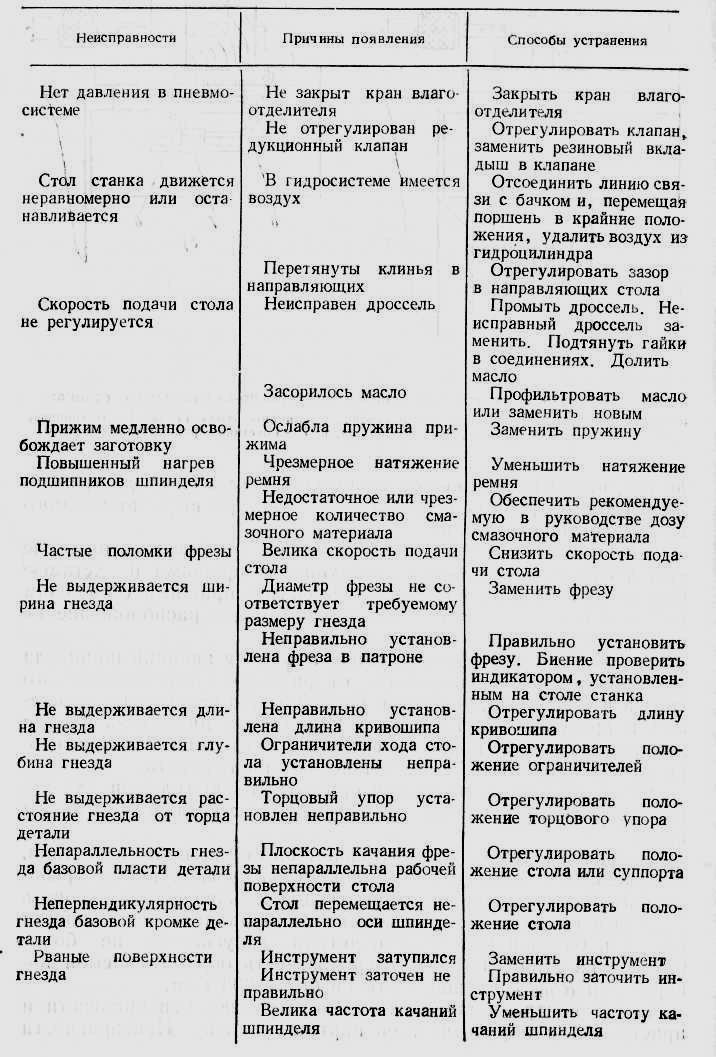 Таблица
21. Неисправности горизонтальных
сверлильно-пазовальных станков, причины
их появления и способы устранения
Таблица
21. Неисправности горизонтальных
сверлильно-пазовальных станков, причины
их появления и способы устранения
Наладка станка для высверливания и заделки сучков. На станке используют сверла с круговыми подрезателями и цилиндрические пилки диаметром 25 и 35 мм. Для надежной посадки пробки в отверстие наружный диаметр сверла должен быть меньше внутреннего диаметра пилки на 0,13...0,14 мм при обработке древесины мягких пород и на 0,03...0,05 мм при обработке твердых пород древесины. Сверло и цилиндрическую пилку укрепляют на шпинделе цанговыми патронами. Вертикальный ход сверлильного шпинделя регулируют так, чтобы глубина высверливаемого отверстия была на 0,5 мм меньше толщины пробки. Это позволит в дальнейшем качественно зачистить исправленное место.
Соосно с цилиндрической пилкой устанавливают пробкодержатель, причем между ними должен быть зазор 0,5 мм, чтобы исключить касание и поломку зубьев пилки.
Стол станка устанавливают и фиксируют по высоте так, чтобы между нижней поверхностью пробкодержателя и поверхностью детали был зазор 4 мм.
Механизм подачи деревянной рейки настраивают в зависимости от толщины рейки и диаметра пробки. Рейку изготовляют из древесины той же породы и влажности, что и обрабатываемая деталь. Чтобы предотвратить заклинивание механизма подачи, рейки должны быть тщательно простроганы (допускаемое отклонение по толщине составляет не более 0,5 мм).
После наладки подающего механизма вырезают пробки и заполняют ими пробкодержатель. В пробкодержателе размещается от одной до трех пробок в зависимости от их толщины. Закончив наладку, производят пробную заделку сучков. При несовпадении оси высверленного отверстия с пробкой при ее запрессовке регулировочным винтом изменяют ход суппорта.
Пробка должна прочно удерживаться в отверстии и выступать над поверхностью детали не более чем на 0,5 мм. Клей должен подаваться в достаточном количестве и хорошо смазывать поверхность отверстия. Форсунку при засорении следует промыть горячей водой и залить в бачок клей требуемой вязкости. Неисправности станка для заделки сучков такие же, как сверлильно-пазовального станка.