1:Бетоноукладчик. 2:формовочная установка. 3: ямная камера. 4: Форма с изделием
5: Мостовым краном. 6: готовое изделие. 7: поддон и тележкой. 8: склад.
9:Мостовой кран.
3.3. Конвейерный способ
Конвейерный способ производства отличается непрерывным циклом изготовления изделий с последовательным непрерывным или ритмичным перемещением форм от поста к посту, на каждом из которых выполняется ограниченное число операций, что позволяет более полно механизировать и автоматизировать процесс. Такой способ отличается большой энерговооруженностью, меньшими затратами ручного труда и высокой производительностью. Переход конвейерной линии с выпуска одного вида изделий на другой вызывает значительные простои, связанные с необходимостью перекладки оборудования и частичной его замены.
Конвейерные линии делятся: по характеру работы на периодического и непрерывного действия; по способу транспортировки - с формами, перемещающимися по рельсам или роликам, и с формами, образуемыми непрерывной стальной лентой; по расположению тепловых агрегатов параллельно конвейеру в вертикальной или горизонтальной плоскости, а также в створе формовочной части конвейера.
Конвейерные линии используют при производстве массовых однотипных изделий ограниченной номенклатуры.
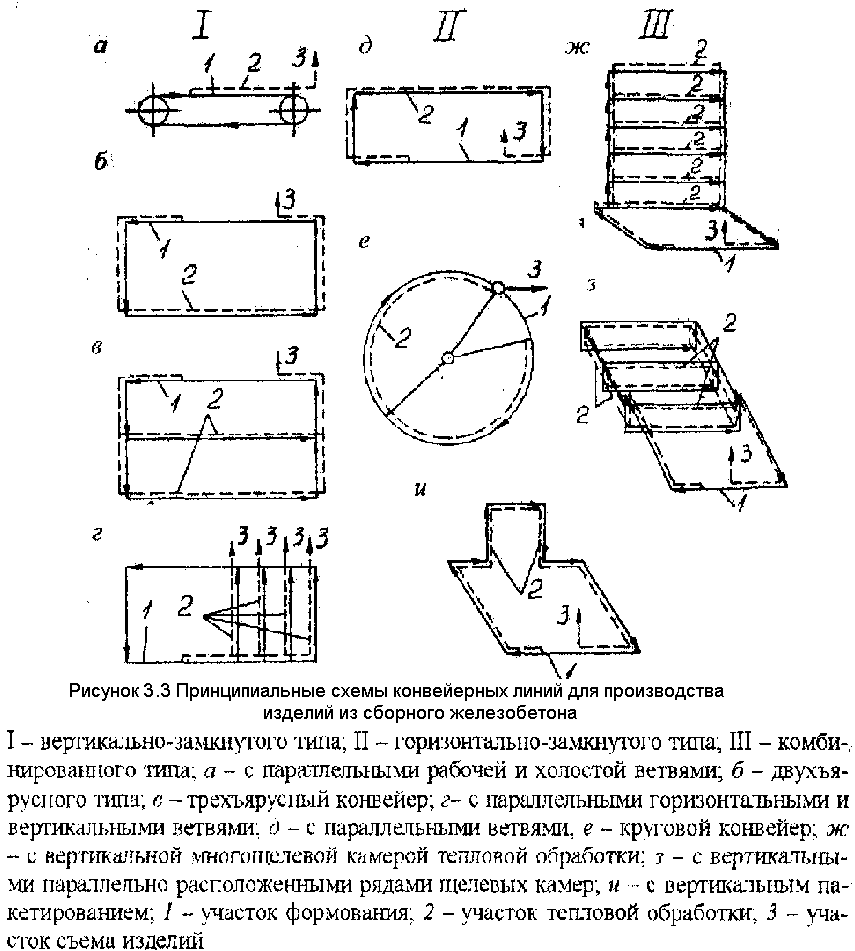
В настоящее время используются три принципиальные схемы: вертикально-замкнутого, горизонтально-замкнутого и комбинированного типа (рисунок 3.3.).
По схеме вертикально-замкнутого типа с верхней рабочей и нижней холостой ветвями (рисунок 3.3., а). Все операции по подготовке к формованию, армированию, формовочному виброуплотнению, тепловой обработке и отделке осуществляется на одной верхней рабочей ветви непрерывно движущегося цепного конвейера, образующего подвижное днище и боковые стенки формы (вибропрокатный стан БПС-6 М.Я. Козлова).
Схема конвейера вертикально-замкнутого типа (рисунок 3.3., б, в) нашла широкое применение в двух и трехъярусных станках на домостроительных комбинатах. На верхней ветви проводятся все подготовительные, формовочные и отделочные операции, на нижней - тепловая обработка. Основу конвейера составляют периодически движимые с определенным интервалом формы вагонетки.
Схема этого типа нашла применение в конвейере с пакетируемыми термоформами (рисунок 3.3, г), в которых подготовка форм и формовочные oneрации осуществляются на нижней ветви. Термообработка - в вертикальных пакетировщиках, а верхняя ветвь используется для съема изделий и возврата форм.
Схема конвейера горизонтального типа с двумя или несколькими параллельными ветвями (рисунок 3.3, д) наиболее эффективна для кассетнотного-конвейерного производства, при котором в движении находятся вертикальные формы вагонетки. При этом на ветвях подготовки и тепловой обработки форма может передвигаться как в продольном, так и в поперечном направлениях. Тепловая обработка может осуществляться в первой и во второй стадии. При двух стадиях первичная обработка происходит в кассетно-формовочной установке, а вторичная - в туннельной камере.
Схему кругов конвейера горизонтального типа (рисунок3.3, е) применяют при изготовлении блоков стен подвалов, сантехнических кабин и других изделий на карусельных установках.
Схему конвейера комбинированного типа (рисунок 3.3, ж, з) используют когда в процессе рабочего цикла форма с изделием транспортируется как в горизонтальной, так и в вертикальной плоскостях, что позволяет увеличить его производительность.
Недостаток - сложность переналадки на выпуск изделий другой номенклатуры, большая металлоемкость и сложность оборудования. Число постов на линиях 6-15. Ритм работы 8 - 30 мин. Скорость перемещения конвейера 10 - 60 м/ч.