

7. Геометрия цилиндрической фрезы.
Ответ:
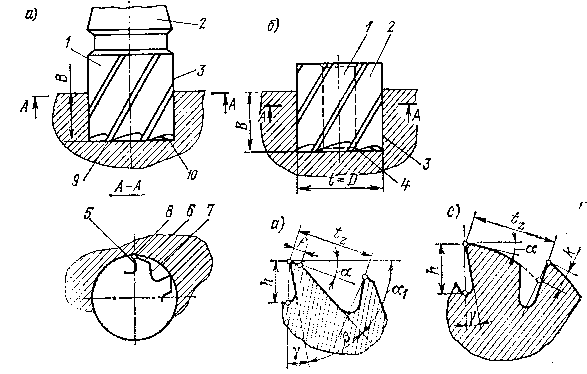
1,3,4 .Рабочая режущая часть
2.Корпус
5,6 Передняя и задняя поверхности
7 спинка зуба
8 Главная режущая кромка
9Торцевой зуб со вспомогательной режущей кромкой 10
Билет №10
1. Назовите три основных пути повышения точности замыкающего звена размерной цепи детали или сборочной единицы.
Ответ: 1 уменьшение кол-ва звеньев размерной цепи.
2. увеличение точности составляющих звеньев размерной цепи.
3. уменьшить передаточный коэффициент.
2. Проставьте опорные точки для данной схемы базирования кольца в трехкулачковом самоцентрирующем патроне. Дайте название баз.
Ответ:

применяют следующий комплект баз: наружная поверхность вращения и торец:
1 Торец- технологическая установочная явная база лишает 3х степеней свободы
Поверхность вращения- технологическая направляющая явная база (не уверен)2 х степеней (может двойная опорная скрытая)
3.
Определите станкоемкость, трудоемкость
и коэффициент многостаночного
обслуживания зуборезной операции, если
рабочий обслуживает 5 зубофрезерных
станков, на каждом из которых
изготавливается 50 деталей в смену.
Коэффициент загрузки станков Кз=0,8.
Коэффициент ремонта станков
 р=0,97.
р=0,97.
Ответ:
![]() час
час
Станкоемкость:

где
![]() - коэффициент ремонтности;n
– количество деталей которое изготавливает
станок.
- коэффициент ремонтности;n
– количество деталей которое изготавливает
станок.
Трудоемкость
 мин
мин
Р – количество человек
Коэффициент многостаночного обслуживания
4. Напишите формулу для расчета количества основного оборудования в гибком производстве.
Ответ:
 или по станкоемкости
или по станкоемкости

Тi – Станкоемкость выполнения операции при изготовлении i-ой детали.
Оi – объём выпуска i-ой детали.
Фэ – Эффективный годовой фонд времени работы оборудования.
Тспр – Станкоемкость выполнения операции при изготовлении детали
представителя.
Nпр – приведенная программа выпуска изделий.
5. Сформулируйте понятие комплексной детали, основных элементов этой детали.
Ответ:
Под комплексной деталью понимается реальная или условная (искусственно созданная) деталь, содержащая в своей конструкции все основные элементы характерные для деталей данной группы и являющиеся ее конструктивно технологическим представителем. Под основными элементами понимаются поверхности определяющие конфигурацию детали и технологические задачи решаемые в процессе их обработки. Основные элементы служат главными признаками для отнесения к тому или иному классификационному подразделению. Комплексная деталь служит основой при разработке групповых техпроцессов и групповых операций. Группа деталей обрабатывается комплектом оснастки включающей в себя приспособления, режущий, вспомогательный и измерительный инструмент.