

3.Как в процессе изготовления рычага обеспечить симметричность отверстий с бобышками?
Ответ:
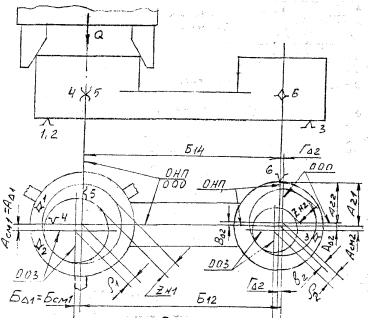
Проанализировать несколько вариантов базирования и выбрать оптимальный
1.Базирование рычага в угол
2. Базирования рычага на 2 призмы


3. Базирование на 2 сходящиеся призмы
4 Базирование рычага оправкой с коническими кулачками.
4. Рассчитать станкоёмкость и трудоёмкость обработки корпусных детали на автоматической линии с жёсткими связями. Цикл обработки детали на линии 2,5мин.. За смену на линии в среднем обрабатывается 120 дет.. Коэффициент автоматической линии Кал=0,75 Продолжительность смены 8ч. Расчёты выполнить для 2 случаев, когда линия обслуживается 1 или 2 рабочими.
Ответ:
Трудоемкость
 ,
Р
– количество человек
,
Р
– количество человек

5. При переходе к групповому методу обработки деталей изображённых на рисунках была разработана комплексная деталь, показанная рис.1 Выполнить следующие этапы технологической подготовки группового производства этих деталей:
1)Составить групповой технологический процесс гтп обработки деталей группы,
2)Составить содержание одной (первой) групповой операции,
3)Изложить основные правила разработки комплексной детали,
чертежи прилагаются.
Ответ
1Групповой технологический процесс
1.Подрезать торец
2.Обточить поверхность 1 за N переходов
3.Обточить поверхность 5
4.Центровать торец
5.Просверлить отверстие3
6.Развернуть поверхность 3
7.Снять фаску 2
8.Обрезать деталь выдерживая размер 10
2 токарных операция
Разработка комплексной детали.
При группировании деталей, когда из всего разнообразия форм и размеров необходимо выделить такие, которые имеют общие признаки и сформировать родственные группы для последующей совместной обработки, в этих случаях руководствуются двумя принципами:
Детали подбирают по конструктивно технологическому сходству, главным образом по сходству наружных поверхностей, а размеры лежат в установленных интервалах. В эту группу попадают детали со сравнительно простой конфигурацией, детали близкие по размерам и форме т.е. образы которых легко воспринимаются с чертежа. К таким деталям можно отнести тела вращения.
Объединяются детали различные по своей конструкции и форме. Объединение их в группы производится по виду элементарных поверхностей подлежащих обработке , или на основе комплекса признаков. (В эту группу попадают корпусные детали)
Первое направление заканчивается разработкой комплексной детали. Под комплексной деталью понимается реальная или условная (искусственно созданная) деталь, содержащая в своей конструкции все основные элементы характерные для деталей данной группы и являющиеся ее конструктивно технологическим представителем. Под основными элементами понимаются поверхности определяющие конфигурацию детали и технологические задачи решаемые в процессе их обработки. Основные элементы служат главными признаками для отнесения к тому или иному классификационному подразделению. Комплексная деталь служит основой при разработке групповых техпроцессов и групповых операций. Группа деталей обрабатывается комплектом оснастки включающей в себя приспособления, режущий, вспомогательный и измерительный инструмент.
т.к. комплексная деталь объединяет и качественные характеристики деталей группы (размеры, их допускаемые отклонения, требования к точности взаимного расположения, шероховатость), то составляется таблица размеров в которой содержатся все размеры и их характеристики деталей данной группы.