

Обработка на токарных станках
Токарный станок — один из видов металлорежущего оборудования.
Виды работ, выполняемых на токарных станках:
1)обтачивание;
растачивание цилиндрических, конических и фасонных поверхностей вращения;
подрезание торцов и обработка плоскости;
прорезание канавок;
нарезание резцом крепежной и ходовой резьбы любого профиля.
Также на токарных станках с помощью инструментов, устанавливаемых в пиноли задней бабки, можно производить сверление, зенкерование и развертывание отверстий, расположенных со основ со шпинделем станка, а также нарезать внутренние и наружные крепежные резьбы с помощью метчиков и плашек.
Точность и шероховатость, достигаемые на токарных станках, следующие:
при черновой обработке квалитеты 12—14 и R, = = 160—80 м км;
при чистовой обработке квалитеты 9—10 и Л., = 40—10 мкм;
при чистовой тонкой обработке алмазным инструментом квалитеты 6—7 и /?, = 1,25—0,63 мкм.
Типы резцов на токарных станках: проходные, расточные, подрезные, канавочные, резьбовые и др.
Токарно-винторезный станок модели 16К20 состоит из станины, основания, передней бабки с коробкой скоростей, гитары сменных колес, коробки передач, фартука, суппорта, задней бабки, привода быстрых перемещений, органов управления и систем охлаждения и смазывания. Станина является основной несущей деталью, одновременно она служит для направления перемещения продольных салазок суппорта и задней бабки вдоль оси станка. Коробка скоростей служит для изменения частоты вращения шпинделя. У быстроходных токарных станков для уменьшения вибрации коробка скоростей выполнена в виде отдельного узла и размещена в передней тумбе совместно с электродвигателем. Гитара сменных колес служит для передачи вращения от передней бабки к коробке подач и для изменения передаточного числа этой передачи в целях обеспечения нарезания всех типов резьб. Коробка подач предназначена для изменения продольных и поперечных подач суппорта. Фартук служит для размещения разъемной маточной гайки ходового винта и механизма подач. Суппорт обеспечивает возможность механического перемещения резца в продольном и поперечном направлениях и движения его под любым углом к оси шпинделя. Задняя бабка выполняет функцию второй опоры при обработке длинных деталей в центрах.
Обработка на сверлильных и расточных станках
Станки сверлильной группы предназначены для обработки всех типов круглых отверстий. Для получения отверстий по 12-му квалитету точности в сплошном материале применяют операцию сверления. Для обработки отверстий диаметром до 50—80 мм используют спиральные сверла, а для изготовления отверстий больших размеров — пустотелые кольцевые сверла. Шероховатость поверхности соответствует в этом случае R, = 160—80 мкм. Отверстия до 7-го квалитета включительно обрабатывают последовательно тремя инструментами: сверлом, зенкером и разверткой.
Для получения отверстий по 7-му квалитету диаметром более 15—18 мм применяют двукратное развертывание, обеспечивая шероховатость поверхности Rz = 2,5 мкм.
О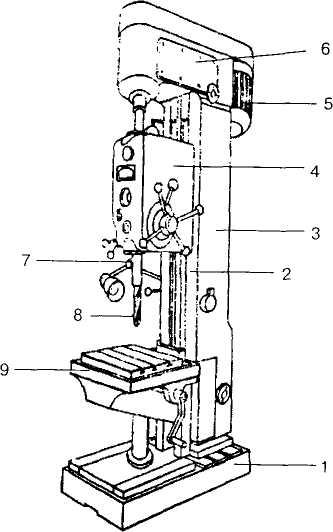 бработка
отверстий под головки винтов, шурупов
изаклепок
производится зенкерами
или
зенковками соответствующей
конфигурации. Торцы у отверстий
обрабатываются
нековкими.
бработка
отверстий под головки винтов, шурупов
изаклепок
производится зенкерами
или
зенковками соответствующей
конфигурации. Торцы у отверстий
обрабатываются
нековкими.
Для обработки сквозных резьбовых отверстий применяют одиночные удлиненные метчики. Глухие резьбовые отверстия обрабатывают последовательно наборами из двух или трех метчиков.
Растачиванием можно обработать отверстия любых диаметров — от 3—5 мм и более. Применяя тонкое растачивание при больших скоростях резания (150—3000 м/ мин), небольшой глубине резания (0,02—0,1 мм) и малой подаче (0,5—0,1 мм/об), можно получать отверстия с точностью по 5- и 6-му квалитетам и шероховатостью поверхности менее Л, = 1,25 мкм.
Одношпиндельный вертикально-сверлильный станок модели 2Н118 (рис. 24) предназначен для выполнения сверлильных и расточных работ.
На фундаментной плите 1 смонтирована колонна 3 коробчатой формы. В ее верхней части размещена шпиндельная головка 6, несущая электродвигатель 5 и шпиндель 7 с инструментом 8. На вертикальных направляющих колонны установлена шпиндельная бабка 4, внутри которой размещен механизм подачи. Поднимать и опускать шпиндель можно механически и с помощью штурвала 2 вручную. Для установки и закрепления приспособления с обрабатываемыми заготовками имеется стол 9.
Обработка на фрезерных станках
Фрезерные станки предназначены для различных видов работ:
обработки плоскостей, пазов, канавок;
обработки линейных фасонных поверхностей
Специальные виды фрезерных станков приспособлены для обработки сложных фасонных поверхностей.
Все типы фрез классифицируются по:
назначению (для обработки плоскостей, прорезные, пазовые, угловые, фасонные, зубонарезные, резьбовые испециальные);
форме зубьев (фрезы с остроконечными и затылованными зубьями);
направлению зубьев (прямые и винтовые);
конструкции (цельные, напапные, наборные и совставными зубьями (фрезерные головки));
методу крепления (насадные, хвостовые и торце вые) и т. п.
К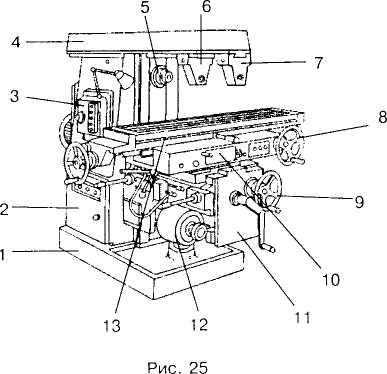 онсольно-фрезерные
станки.В
зависимости от конструкции
консольно-фрезерные станки называют
вертикальными,
горизонтальными, универсальными и
широкоуниверсальными.
Консольно-фрезерный станок модели
6Р82Г (рис. 25) состоит из следующих узлов:
онсольно-фрезерные
станки.В
зависимости от конструкции
консольно-фрезерные станки называют
вертикальными,
горизонтальными, универсальными и
широкоуниверсальными.
Консольно-фрезерный станок модели
6Р82Г (рис. 25) состоит из следующих узлов:
1) основания 1, которое одновременно является баком для сбора охлаждающей жидкости;
станины 2, на которой смонтированы все узлы станка;
привода с коробкой скоростей 3;
шпиндельного узла 5 с переборным устройством;
хобота 4 с подвесками 6 и 7, служащими для под держания шпиндельных фрезерных оправок;
6)консоли 11;
направлению зубьев (прямые и винтовые);
поперечных салазок 10;
стола 13;
привода подач 12 и маховичков 8 и 9 для ручного перемещения стола соответственно в продольном и по перечном направлениях.
Существуют также бесконсольные, продольные, копировальные и специализированные фрезерные станки.
Станкостроительная промышленность выпускает в настоящее время большое количество фрезерных станков с ЧПУ, например станки моделей 6Р13ФЗ, 654ФЗ и др. Точность размеров и шероховатость обработанных поверхностей, полученных фрезерованием, в зависимости от видов обработки (черновая, получистовая) соответствуют таким же параметрам аналогичных видов токарной обработки.