

База нормативной документации: www.complexdoc.ru
7. |
St43,7S (X42, Маннесман), |
430 (43) |
300(31) |
25 |
3 |
- |
|
бесшовные |
|
|
|
|
|
|
|
|
|
|
|
|
8. |
ТУ 28Фр73(Х42), |
422 (43) |
260 (27) |
24 |
5 |
205/250НВ |
|
электросварные |
|
|
|
|
|
9. |
ТУ 8Х35-40/77ЯС, |
422(43) |
260 (27) |
24 |
5 |
200НВ |
|
электросварные |
|
|
|
|
|
10. |
Ty 40/78H2S Фр. (Х52), |
464 (47) |
370 (38) |
24 |
5 |
205/230HV |
|
электросварные |
|
|
|
|
|
11. |
ТУ 28/79 (Х52), |
464 (47) |
380 (39) |
22 |
4 |
230HV |
|
электросварные |
|
|
|
|
|
12. |
Ty 28/40-83H2S(X46SS), |
443(45) |
320 (33) |
24 |
5 |
205/220HV |
|
электросварные |
|
|
|
|
|
13. |
ТУ 28-КС-76Т, электросварные |
420 (43) |
260 (27) |
24 |
5 |
205НВ |
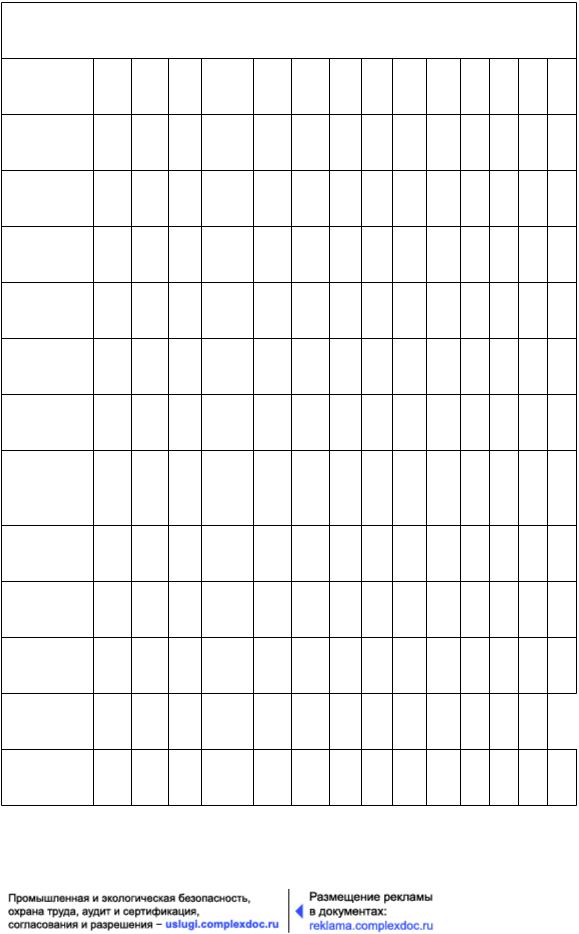
Приложение 2
СВОЙСТВА НАПЛАВЛЕННОГО МЕТАЛЛА ЭЛЕКТРОДАМИ
Марка |
Тип |
|
Химический состав (%) |
Механические свойства |
|||
электрода |
|
|
|
|
|
|
|
|
С |
Si |
Мп |
S |
Р Мо Ni |
σв, σт, |
δ, KCV, Дж/см2 |
|
|
|
|
|
|
МПа МПа |
% |
|
|
|
|
|
|
|
-20 -40 -60 |
147
База нормативной документации: www.complexdoc.ru
|
|
|
Электроды с основным покрытием |
|
|
|
|
|
|
|||||
УОНИ 13/45 |
Э46А |
0,09 |
0,25 |
0,55 |
0.024 |
0,025 |
- |
- |
430 |
310 |
27 |
80 |
- |
- |
ОК 73.80 |
-"- |
0,02 |
0,30 |
0,50 |
0.011 |
0,012 |
- |
0,9 |
500 |
400 |
30 |
160 |
80 |
60* |
УОНИ 13/55 |
Э50А |
0,09 |
0,40 |
0,85 |
0.024 |
0,026 |
- |
- |
540 |
410 |
26 |
70 |
- |
- |
ОК 53.70 |
-"- |
0,06 |
0,36 |
1,21 |
0.013 |
0,008 |
- |
- |
540 |
400 |
28 |
106 |
58* |
- |
ОК 48.04 |
-"- |
0,06 |
0,46 |
1,20 |
0.008 |
0,017 |
- |
- |
510 |
430 |
31 |
90 |
- |
- |
Фокс ЕВ-50 |
-"- |
0,09 |
0,45 |
1,10 |
0.011 |
0,018 |
- |
- |
540 |
440 |
29 |
100 |
- |
- |
ЛБ-52У |
-"- |
0,08 |
0,50 |
0,95 |
0.012 |
0,012 |
- |
- |
550 |
460 |
31 |
100 |
40* |
- |
Фигма |
-"- |
0,06 |
0,50 |
0,50 |
0.010 |
0,020 |
- |
- |
510 |
420 |
25 |
98 |
47* |
- |
552ОМод |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
АСВ-255 |
-"- |
0,07 |
0,43 |
1,2 |
0.013 |
0,016 |
- |
- |
550 |
460 |
27 |
90 |
46 |
- |
АСВ-268 |
-"- |
0,07 |
0,47 |
1,0 |
0.018 |
0,019 |
- |
- |
660 |
430 |
29 |
116 |
83 |
- |
Филарк 76С |
-"- |
0,075 |
0,5 |
1,8 |
0.015 |
0,02 |
- |
0.99 |
575 |
455 |
26 |
150 |
100 |
60* |
КВ-1СД** |
Э55 |
0,06 |
0,4 |
1,54 |
0.009 |
0,003 |
- |
1,35 |
570 |
480 |
26 |
- |
- |
60* |
ВСФ-65У |
Э60 |
0,09 |
0,35 |
1,20 |
0.024 |
0,027 |
0,35 |
- |
630 |
520 |
26 |
90 |
- |
- |
148
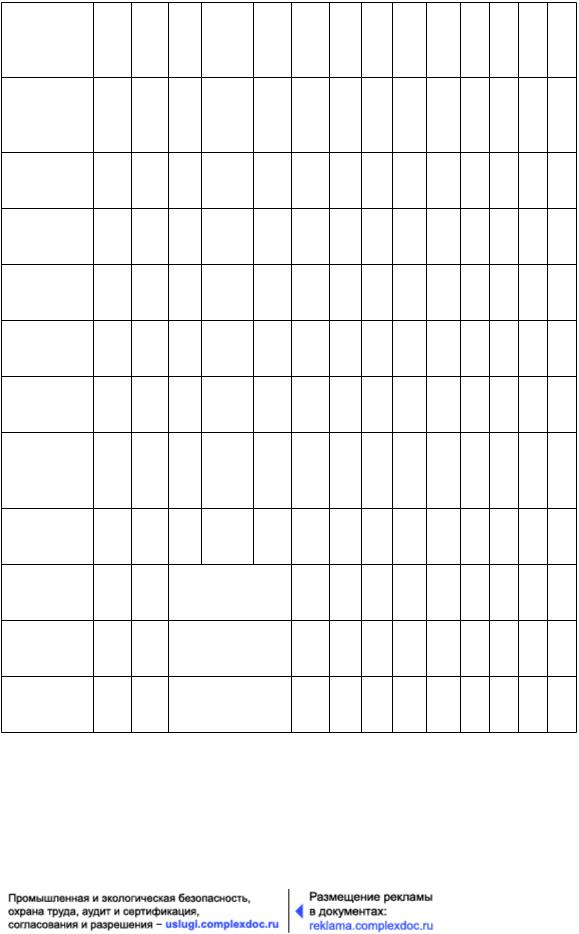
База нормативной документации: www.complexdoc.ru
Шварц 3К |
-"- |
0,08 |
0,30 |
1,20 |
0.010 |
0.015 |
0,45 |
- |
640 |
540 |
24 |
100 |
76 |
- |
Мод |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Кессель |
-"- |
0,10 |
0,70 |
1,4 |
0.020 |
0,015 |
0.6 |
- |
640 |
550 |
26 |
80 |
47* |
- |
552ОМо |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
OK 71.70 |
Э60 |
0,08 |
0,4 |
1,3 |
0.015 |
0,015 |
0.4 |
- |
620 |
540 |
26 |
80 |
45* |
- |
Филарк 88С |
-"- |
0,08 |
0,5 |
1,9 |
0.015 |
0,018 |
- |
0,99 |
650 |
460 |
24 |
100 |
80 |
60* |
Фокс-Цель Э42А |
0,11 |
0,12 |
0,6 |
0.018 |
0,022 |
- |
- |
520 |
450 |
26 |
95 |
- |
- |
|
ВСЦ-4А |
-"- |
0,12 |
0,14 |
0,7 |
0.026 |
0,030 |
- |
- |
520 |
430 |
18 |
40 |
|
|
Кобе-6010 |
-"- |
0,10 |
0,44 |
0,9 |
0.016 |
0,012 |
- |
- |
550 |
460 |
31 |
100 |
- |
- |
Пайпвелд |
-"- |
0,12 |
0,14 |
0,3 |
0.014 |
0,020 |
- |
- |
450 |
360 |
28 |
50 |
- |
- |
60.10 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Фокс-Цель Мо Э50А |
0,10 |
0,12 |
0,4 |
0.018 |
0,022 |
0,45 |
- |
560 |
430 |
25 |
50 |
- |
- |
|
Пайпвелд70.10 |
-"- |
0,12 |
0,14 |
0,7 |
0.016 |
0,018 |
0,25 |
0,2 |
565 |
435 |
25 |
48 |
- |
- |
Кобе-70.10 |
-"- |
0,15 |
0,27 |
0,7 |
0,015 |
0,016 |
0,25 |
- |
570 |
440 |
26 |
48 |
- |
- |
Кобе-80.10 |
Э60 |
0,15 |
0,28 |
0,92 |
0,007 |
0,018 |
0,22 |
1,1 |
605 |
490 |
23 |
51 |
- |
- |
*Гарантированные минимальные значения
**Для опытно - промышленной партии
149