

База нормативной документации: www.complexdoc.ru
Приложение 12 Рекомендуемое
ОПЕРАЦИОННАЯ ТЕХНОЛОГИЧЕСКАЯ КАРТА
/пример заполнения/
СОГЛАСОВАНО:
УТВЕРЖДАЮ:
ОБЪЕКТ: ОБУСТРОЙСТВО АГКМ 2-я ОЧЕРЕДЬ
ТРУБОПРОВОД
ПРОКЛАДКА |
|
ПОДЗЕМНАЯ |
|
|
|
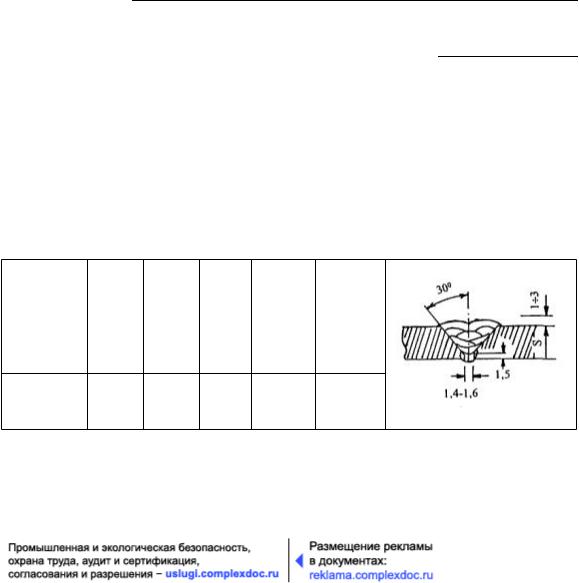
ХАРАКТЕРИСТИКА |
ПОСЛЕДОВАТЕЛЬНОСТЬ |
ТРУБ |
ВЫПОЛНЕНИЯ И ФОРМА ШВА |
(без добавки молибдена) |
|
Спецификация |
Диаметр, |
Толщина |
Марка |
Предел |
Эквивалент |
|
мм |
стенки, |
трубной |
прочности |
углерода |
|
|
мм S |
стали |
кгс/мм2 |
|
|
|
|
|
(МПа) |
|
М15 |
406,4 |
20,62 |
X42NS |
42,2 (415) |
0,38 |
ПЕРЕЧЕНЬ ОПЕРАЦИЙ СБОРКИ И СВАРКИ
167
База нормативной документации: www.complexdoc.ru
№№ |
ОПЕРАЦИИ |
СОДЕРЖАНИЕ ОПЕРАЦИЙ И |
ОБОРУДОВАНИЕ И |
пп |
|
ТРЕБОВАНИЯ |
ИНСТРУМЕНТЫ |
1 |
Очистка полости труб |
- Внутреннюю полость очистить |
Приспособление |
|
|
от земли, снега и других |
|
|
|
загрязнений |
|
2 |
Входной контроль труб |
- Все трубы подлежат |
Измерительный инструмент |
|
|
визуальному контролю: |
|
|
|
маркировка труб, наружный |
|
|
|
диаметр и толщина стенки |
|
|
|
должны соответствовать проекту |
|
|
|
- Риски и царапины на теле трубы |
Шлифмашинка |
|
|
должны быть исправлены |
|
|
|
шлифованием, при этом толщина |
|
|
|
стенки не должна быть менее 20 |
|
|
|
мм |
|
|
|
- Задиры и вмятины должны быть |
Газовый резак, |
|
|
вырезаны. После вырезки |
шлифмашинка |
|
|
произвести шлифовку кромок |
|
3 |
Подготовка торцов труб |
- Кромки труб и прилегающую к |
Механическая щетка, |
|
|
ним поверхности труб, шириной |
напильник |
|
|
не менее 25 мм, зачистить до |
|
|
|
чистого металла |
|
4 |
Предварительный подогрев |
- Произвести предварительный |
Кольцевой подогреватель, |
|
|
подогрев концов труб до 175° С |
термокарандаш или |
|
|
|
контактный термометр |
168
База нормативной документации: www.complexdoc.ru
5 |
Сборка труб |
- Сборку труб осуществлять на |
Центратор |
|
|
наружном центраторе |
|
|
|
- Величина внутреннего |
Шаблон СШ |
|
|
смещения не должна превышать |
|
|
|
1,6 мм |
|
|
|
- Величина зазора должна быть |
Шаблон СШ |
|
|
1,5-3,0 мм |
|
- Снятие центратора производить после сварки 50% корневого прохода
169
База нормативной документации: www.complexdoc.ru
6 |
Сварка труб |
- Перед прихваткой проверить |
Термометр ТП-1 (ТП-2), |
|
|
температуру подогрева, она |
термокарандаш |
|
|
должна быть не ниже 175°С. |
|
|
|
Произвести прихватку |
|
|
|
целлюлозными электродами |
|
|
|
Е7010. Поверхность и концы |
|
|
|
прихваток зашлифовать |
|
|
|
- Минимальное количество |
|
|
|
прихваток - 4. Длина прихватки |
|
|
|
-100 мм |
|
|
|
- Количество сварщиков на 1 стык |
|
|
|
– 2 |
|
|
|
- Выполнить сварку корневого |
|
|
|
слоя шва электродами |
|
|
|
целлюлозного типа Е7010. |
|
|
|
Направление сварки -сверху-вниз |
|
|
|
- Произвести сварку горячего |
|
|
|
прохода целлюлозными |
|
|
|
электродами Е7010. Направление |
|
|
|
сварки - сверху вниз |
|
|
|
- Зачистку шва после горячего |
Механическая щетка |
|
|
прохода и последующих слоев |
|
|
|
производить механической |
|
щеткой - Выполнить сварку заполняющих и облицовочного слоев электродами целлюлозного типа Е7010
- Минимальное количество проходов - 15
СВАРОЧНЫЕ МАТЕРИАЛЫ, РЕЖИМЫ ПРОКАЛКИ И СВАРКИ
170
База нормативной документации: www.complexdoc.ru
Назначение |
Тип |
Диаметр, мм |
Прокалка °С |
Время, ч |
Сварочный ток, |
|
электрода |
|
|
|
А |
Корневой слой |
Е7010 |
4,0 |
90 |
1,5 |
100-140 |
"Горячий" проход |
Е7010 |
4.0 |
|
|
130-170 |
Заполняющие слои |
E70I0 |
4,0 |
|
|
120-160 |
П р и м е ч а н и е. 1. Все сварные стыки подвергаются 100% контролю радиографическим методом.
2. Время между сваркой корня и горячего прохода, а также между "горячим" проходом и 1-ым заполняющим проходом не должно превышать 5 мин
3.Все стыки должны быть сварены полностью до конца смены. Не допускается оставлять незаверенными стыки после окончания смены.
4.По окончании сварки сваренный стык необходимо укрыть теплоизоляционным матералом.
5.ВСЕ сваренные стыки подвергаются термообработке: нагрев до 595-650° С, выдержка 42 мин
ГЛАВНЫЙ СВАРЩИК
171