

Узлы станка
А – нижняя часть станины;
Б – верхняя часть станины;
В – гитара сменных колёс цепи деления;
Г – кривошипно-шатунный механизм привода шпинделя
с долбяком;
Д – долбёжная головка;
Е – коробка радиальной подачи шпиндельной головки;
Ж – стол;
И – коробка окружной подачи шпиндельной головки.
110
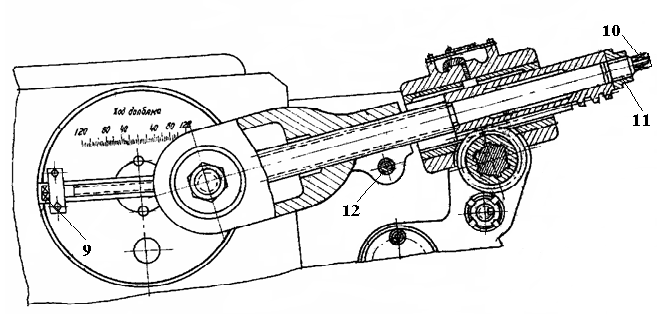
Рисунок 3 – Кривошипно-шатунный механизм
Органы управления
1 и 2 – рычаги коробки скоростей;
3 – квадрат для ручного перемещения долбёжной головки;
4 – квадрат для ручного поворота долбяка и заготовки;
5 – рычаг для изменения направления вращения долбяка и заготовки;
6 – кнопочная станция;
7 – рычаг для включения радиальной подачи долбёжной головки;
8 – квадрат для ручного поворота кулачка радиальной подачи долбяка;
9 – квадрат для регулировки эксцентриситета кривошипного пальца и хода долбяка;
10 – квадрат для регулировки перебега долбяка;
11 – стопорная гайка;
12 – стопорный винт для фиксации положения долбяка после регулировки перебега.
111
Порядок расчёта и наладки
1 Исходные данные для нарезаемого колеса:
а) наружный диаметр колеса Dн = m(Zк + 2) мм.;
б) число зубьев нарезаемого колеса Zк;
в) модуль нарезаемого колеса m мм;
г) длина зуба b мм;
д) высота зуба h = 2,25m мм;
е) материал колеса Сталь 45.
2 Исходные данные для долбяка:
а) наружный диаметр долбяка Dд мм;
б) число зубьев долбяка Zд;
в) модуль долбяка m мм;
г) материал долбяка Р6М5;
3 Установить заготовку и долбяк на станке. Биение оправки не должно превышать 0,015…0,05 (в зависимости от класса точности нарезаемого колеса). Радиальное биение надетой на оправку заготовки допускается от 0,02 до 0,06 мм в зависимости от модуля и требуемой точности.
4 Выбираем скорость резания по справочнику режимов резания.
5 Определяем длину хода долбяка с учётом врезания и перебега:
L = в + 2у, (1)
где в – длина зуба нарезаемого колеса;
2у – величина врезания и перебега.
Величина 2у зависит от ширины детали (длины зуба) в мм.
Таблица 1 Величины врезания и перебега.
|
Длина зуба в мм |
25 |
50 |
75 |
100 |
125 |
|
2у |
5 |
9 |
12 |
16 |
19 |
6 Регулируем длину хода долбяка на станке изменением эксцентриситета кривошипного пальца. Для этого отпускаем гайку, крепящую кривошипный палец к диску. С помощью рукоятки, надетой на квадрат 9, вращаем
112
винт, пока палец не встанет напротив соответствующего деления шкалы, и снова затягиваем гайку.
7 Регулируем перебег долбяка относительно заготовки. Для этого, пользуясь квадратом 3, передвигаем долбёжную головку так, чтобы долбяк коснулся заготовки.
Перевёртывая за ремень механизм главного движения, устанавливаем долбяк в крайнее верхнее положение.
Отпускаем гайку 11 и стопорный винт 12. Вращая квадрат 10, приводим в движение реечную шестерню, которая поднимает или опускает пиноль со штосселем и долбяком, пока расстояние от торца заготовки до торца долбяка не будет равно величине перебега. Закрепляем стопорную гайку 11 и стопорный винт 12.