

4.2 Техническая характеристика станка мод. 5д32
Наибольший диаметр нарезаемых колёс, мм………800
Пределы модулей зубьев нарезаемых колёс, мм:
по стали…………………………………………………..2-6
по чугуну………………………………………………….2-8
Наибольший угол наклона зубьев колёс, град……..±60
Наибольшая ширина нарезаемых колёс, мм………..275
Наибольший диаметр фрезы, мм………………………120
Пределы чисел оборотов шпинделя
в минуту……………………. ……………………….47,5-192
Пределы вертикальных подач за оборот
стола в мм……………………………………………….0,5-3
Пределы радиальных подач за оборот
стола в мм……………………………………………….0,1-1
Мощность главного электродвигателя, кВт………...2,8
122
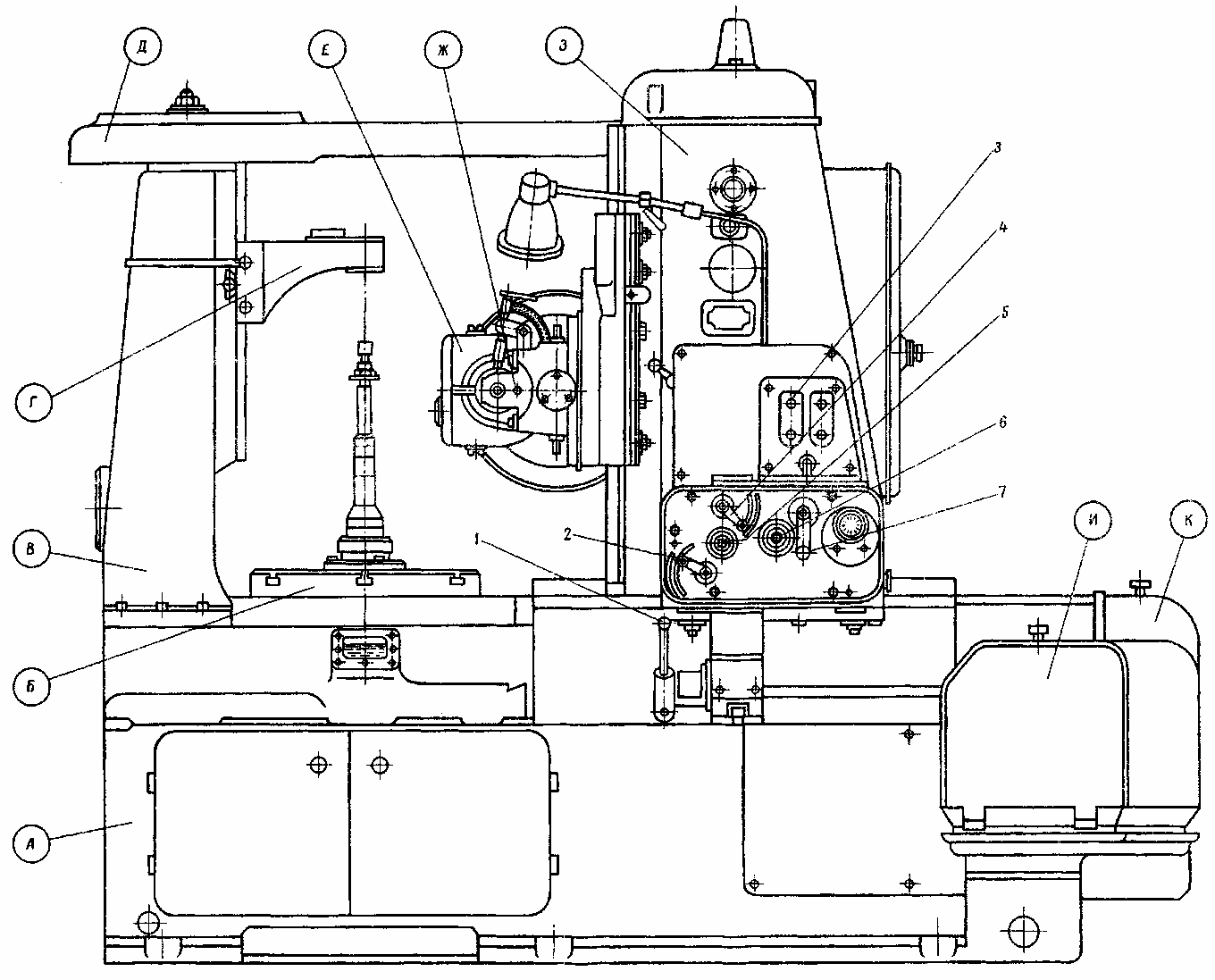
Рисунок 1 – Общий вид зубофрезерного станка мод. 5Д32
4.3 Основные узлы и органы управления
А – станина;
Б – стол;
В – стойка;
Г – поддерживающий кронштейн;
Д – поперечина;
Е – фрезерный суппорт;
Ж – протяжной суппорт;
З – подвижная стойка;
И – гитары дифференциала и подачи;
К – гитара цепи деления.
123
1 – рукоятка включения и выключения рабочих подач;
2 – рукоятка включения подачи при работе с протяжным суппортом;
3 – кнопочная станция;
4 – рукоятка включения вертикальной подачи фрезерного суппорта;
5 – квадрат для ручного вертикального перемещения
подвижной стойки;
6 – квадрат для ручного горизонтального перемещения
подвижной стойки;
7 – рукоятка включения радиальной подачи подвижной
стойки.
4.4 Принцип работы станка
Станок работает по методу обкатки. Червячная фреза закрепляется на оправке в шпинделе фрезерного суппорта. Заготовка – на оправке в шпинделе стола, а при больших размерах колёс, непосредственно на столе станка.
При нарезании колёс с прямыми зубьями, ось шпинделя фрезерного суппорта устанавливается под углом к горизонтальной плоскости, равным углу подъёма винтовой линии червячной фрезы. Для нарезания колёс с косыми зубьями, ось шпинделя фрезерной бабки устанавливается под углом, равным сумме или разности углов наклона зубьев колеса и подъёма винтовой линии фрезы в зависимости от сочетания направлений винтовых линий зубьев и витков фрезы.
Нарезание цилиндрических колёс производится с вертикальной подачей фрезерного суппорта. Для обеспечения возможности фрезерования колёс попутным методом на станке предусмотрено нагрузочное гидравлическое устройство.
При нарезании червячных колёс методом радиальной подачи используются цилиндрические червячные фрезы.
124
Движение подачи сообщают подвижной стойке в радиальном направлении до тех пор, пока расстояние между осями фрезы и заготовки не станет равным межцентровому расстоянию передачи. При нарезании червячных колёс методом тангенциальной подачи применяют червячные фрезы с конической заборной частью, которые при настройке станка устанавливают сразу на заданное межцентровое расстояние; подачу при этом сообщают протяжному суппорту с червячной фрезой вдоль её оси. Этот метод нарезания является более точным.
5 Описание кинематической схемы станка
5.1 Цепь главного движения
Вращение от главного электродвигателя через клиноремённую передачу 105/224, цилиндрические колёса 32/48, парносменные А/В, конические колёса 24/24, 24/24, 17/17, цилиндрические колёса 16/64, передаётся на шпиндель фрезы.
5.2 Цепь деления
Цепь деления осуществляет кинематическую связь между шпинделем инструмента и шпинделем изделия. Движение от фрезы через шестерни 64/16, 17/17, 24/24, 24/24, 46/46, iдиф, С1/Д1, a/b c/d, 1/96, передаётся на шпиндель изделия.
5.3 Цепь подач
Цепь вертикальной подачи осуществляет кинематическую связь вращения стола с вертикальной подачей фрезы. Вращение осуществляется от стола через шестерни 96/1, 2/24, a1/b1 c1/d1, М3 включена, 45/36, 19/19, 16/16, М4 включена, 4/20, М5 включена, 5/30 на ходовой винт с шагом t = 10 мм.
Цепь радиальной подачи осуществляет кинематическую связь вращения стола с радиальной подачей фрезы. Вращение осуществляется от стола через шестерни 96/1, 2/24, a1/b1 c1/d1, М3 включена, 45/36, 19/19, 16/16, М4
125
включена, 4/20, 10/20, 4/20, 10/20, 20/25 на ходовой винт с шагом t = 10 мм.
Цепь тангенциальной подачи осуществляет кинематическую связь вращения стола с тангенциальной подачей фрезы. Вращение осуществляется от стола через шестерни 96/1, 2/24, a1/b1 c1/d1, М3 включена, 45/36, 19/19, 16/16, 16/16, 30/35, 35/30, 1/50 на ходовой винт с шагом t = 5 мм.