

6.4 Настройка гитары цепи деления.
Настройка производится по формуле:
![]() =
=
![]() , (3)
, (3)
где k – число заходов червячной фрезы;
Z – число зубьев нарезаемой шестерни.
Пример: Подобрать колёса гитары сменных колёс при
k = 2; Z = 52
![]() =
=
![]() =
=
![]() =
=
![]() =
=
![]() =
=
![]()
![]() =
=
![]()
![]() =
=
![]()
Проверка на сцепляемость:
a + b ≥ c + 15 48 + 24 ≥ 30 + 15 72 ≥ 45
c + d ≥ b + 15 30 + 65 ≥ 24 + 15 95 ≥ 39
Проверка на передаточное отношение:
0,2 ≤ i < 2,8
i1
=
![]() = 2;
i2
=
= 2;
i2
=
![]() =
0,46
=
0,46
Передаточные отношения входят в заданный предел.
6.5 Настройка гитары цепи вертикальной подачи.
Настройка производится по формуле:
![]() =
=
![]() , (4)
, (4)
где Sверт – вертикальная подача червячной фрезы.
Пример: Sверт = 7 мм/мин
![]() =
=
![]() =
=
![]() =
=
![]() =
=
![]()
![]() =
=
![]()
129
![]() =
=
![]()
Проверка на сцепляемость:
a + b ≥ c + 15 60 + 40 ≥ 70 + 15 100 ≥ 85
c + d ≥ b + 15 70 + 50 ≥ 40 + 15 120 ≥ 55
Проверка на передаточное отношение:
0,2 ≤ i < 2,8
i1
=
![]() = 1,5; i2
=
= 1,5; i2
=
![]() = 1,4
= 1,4
Передаточные отношения входят в заданный предел.
Для настройки всех гитар станка используется следующий набор сменных колёс:
24; 25; 27; 30; 32; 33; 34; 35; 37;
40; 41; 43; 45; 46; 47; 48 (3 шт.);
49; 50; 53; 54; 55; 56; 58; 59;60;
61; 62; 63; 64 (2 шт.); 65; 67; 69;
70; 71; 72 (2 шт.); 73; 74; 75; 76;
77; 79; 80; 82; 83; 85; 86; 87; 89;
90; 91; 92; 94; 95; 96; 97; 98; 100.
Причём, колёса в настройках повторяться не должны.
6.6 Поворот суппорта на угол спирали изделия.
Угол наклона фрезерного суппорта:
δ = β ± λ (5)
где β – угол спирали шестерни;
λ – угол подъёма спирали фрезы.
130
6.7 Поворот суппорта на угол спирали изделия.
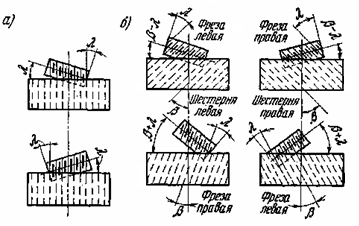
Рисунок 3 – Установка фрезерного шпинделя при нарезании
цилиндрических колёс
Ось фрезы устанавливают в вертикальной плоскости так, чтобы направление резьбы фрезы совпадало с направлением зубьев нарезаемой шестерни.
Для этого при нарезании прямозубых колёс между осью фрезы и торцом заготовки должен быть угол λ, равный углу подъёма резьбы фрезы (рисунок 3а).
При нарезании колёс с винтовыми зубьями между осью фрезы и торцом заготовки должен быть угол β ± λ (рисунок 3б), где β – угол наклона зубьев колеса, знак «плюс» – для разноимённых и «минус» – для одноимённых направлений винтовых линий фрезы и колеса.
131
Приложение а Варианты заданий
|
Число зубьев нарезаемого колеса
Z |
Число заход. червячной фрезы
k |
Скорость реза- ния
V м/мин |
Наружный диаметр фрезы
dфр |
Модуль зацепления
m, мм |
Направление захода черв. фрезы |
Угол наклона резьб. черв. фрезы λ |
Направление зубьев нарезаемого колеса |
Угол наклона зубьев нарезаем. колеса β |
Вертикаль-ная подача фрезы S мм/мин |
|
1 15 |
1 |
18 |
160 |
6,0 |
прав |
2°25' |
прав |
10° |
6,0 |
|
2 20 |
1 |
16 |
140 |
5,5 |
лев |
2°32' |
прав |
15° |
8,0 |
|
3 25 |
1 |
14 |
140 |
5,0 |
прав |
2°17' |
лев |
18° |
5,0 |
|
4 26 |
1 |
12 |
125 |
4,5 |
прав |
2°18' |
лев |
17° |
10 |
|
5 30 |
1 |
20 |
125 |
4,25 |
лев |
2°10' |
прав |
14° |
3,3 |
|
6 33 |
2 |
25 |
125 |
4,0 |
лев |
4°02' |
лев |
13° |
4,0 |
|
7 36 |
2 |
20 |
112 |
3,0 |
прав |
3°20' |
лев |
12° |
2,5 |
|
8 40 |
2 |
30 |
112 |
3,25 |
прав |
3°38' |
прав |
15° |
3,3 |
|
9 44 |
1 |
24 |
112 |
3,5 |
прав |
1°58' |
прав |
17° |
10 |
|
10 48 |
1 |
21 |
112 |
3,75 |
лев |
2°08' |
прав |
18° |
13 |
|
11 50 |
1 |
18 |
100 |
2,75 |
лев |
1°43' |
лев |
25° |
8,0 |
|
12 52 |
2 |
14 |
125 |
4,0 |
лев |
4°02' |
прав |
30° |
7,0 |
|
13 54 |
2 |
16 |
112 |
3,0 |
лев |
3°20' |
прав |
23° |
6,0 |
|
14 55 |
2 |
17 |
100 |
2,5 |
прав |
2°06' |
лев |
14° |
5,0 |
|
15 60 |
2 |
19 |
100 |
2,75 |
прав |
3°26' |
прав |
13° |
6,5 |
|
16 63 |
2 |
18 |
80 |
1,5 |
прав |
2°16' |
лев |
10° |
4,0 |
|
17 64 |
1 |
20 |
100 |
2,5 |
прав |
1°33' |
прав |
15° |
3,5 |
|
18 65 |
1 |
17 |
90 |
2,0 |
лев |
1°22' |
прав |
30° |
3,8 |
|
19 70 |
2 |
22 |
125 |
4,0 |
лев |
4°02' |
лев |
30° |
4,2 |
|
20 75 |
2 |
24 |
125 |
4,25 |
прав |
4°36' |
лев |
20° |
5,5 |
|
21 77 |
1 |
12 |
90 |
2,25 |
прав |
1°33' |
прав |
25° |
6,5 |
|
22 80 |
1 |
14 |
100 |
2,75 |
лев |
1°43' |
прав |
14° |
8,4 |
|
23 85 |
1 |
10 |
80 |
1,5 |
лев |
1°08' |
лев |
23° |
3,2 |
|
24 90 |
1 |
12 |
90 |
2,25 |
лев |
1°33' |
прав |
28° |
2,5 |
|
25 95 |
2 |
15 |
125 |
4,0 |
прав |
4°02' |
лев |
27° |
8,0 |
|
26 100 |
2 |
18 |
80 |
1,5 |
прав |
2°16' |
прав |
21° |
6,0 |
|
27 105 |
2 |
16 |
90 |
2,0 |
прав |
2°44' |
лев |
23° |
5,0 |
|
28 110 |
2 |
10 |
112 |
3,5 |
прав |
3°56' |
прав |
20° |
4,0 |
|
29 115 |
1 |
20 |
100 |
2,5 |
лев |
1°33' |
прав |
15° |
3,0 |
|
30 120 |
2 |
19 |
112 |
3,0 |
прав |
3°20' |
лев |
18° |
2,0 |
132
Контрольные вопросы
1 В чём заключается метод обкатки, и каким образом он обеспечивается при обработке зубьев на станке 5Д32?
2 Какова область наиболее целесообразного применения зубофрезерных станков?
3 Назвать узлы станка и их назначение.
4 Какая требуется наладка для нарезания прямых и косых зубьев на зубофрезерном станке?
5 Какая требуется наладка для нарезания винтовых зубьев на зубофрезерном станке?
6 Написать уравнение кинематического баланса основных цепей и вывести формулы настройки?
Список рекомендуемой литературы:
1 Кучер А. М. Металлорежущие станки : альбом общих видов, кинематических схем и узлов / А. М. Кучер, М. М. Киватицкий, А. А. Покровский.– М. : Машиностроение, 1965
2 Локтева С. Е. Станки с программным управлением и промышленные роботы.– М. : Машиностроение, 1986
3 Металлорежущие станки / Под ред. Н. С. Ачеркана.– М. : Машиностроительная литература, 1957
4 Металлорежущие станки / Под ред. В. К. Тепинкичиева.– М. : Машиностроение, 1973
5 Савенко Г. Г. Станки, автоматы, автоматические линии / Г. Г. Савенко и Б. Г. Егерман.– М. : Высшая школа, 1967
6 Схиртладзе А. Г. Технологическое оборудование машиностроительных производств / А. Г. Схиртладзе и В. Ю. Новиков.– М. : Высшая школа, 2002
7 Тепинкичиев В. К. Металлорежущие станки : краткий курс / В. К. Тепинкичиев, В. К. Красниченко, А. А. Тихонов, Н. С. Колев.– М. : Машиностроение, 1972
8 Чернов Н. Н. Металлорежущие станки.– М. : Машиностроение, 1978
Савельев Валерий Алексеевич
преподаватель спецдисциплин
Тверского колледжа им. А. Н. Коняева
Лабораторный практикум
по «Технологическому оборудованию»
для студентов 3 и 4 курса
специальности 151001
«Технология машиностроения»
Составитель: В. А. Савельев
Корректор: В. А. Дац
Компьютерная вёрстка В. А. Савельев