

Лабораторная работа 1
Изучение конструкции, работы и настройки сварочных аппаратов с автоматическим регулятором напряжения дуги (АРНД)
Продолжительность работы - 8 часов
Цель работы:
Изучить конструкцию и работу сварочного аппарата с АРНД.
Освоить технику настройки параметров режима сварки на аппаратах с АРНД.
Получить практические навыки управления сварочным аппаратом.
ТЕОРЕТИЧЕСКАЯ ЧАСТЬ
Основное назначение сварочных регуляторов - стабилизация или регулирование основных параметров режима: сварочного тока и напряжения.
Системы автоматического регулирования применяют в случае, когда плотность тока в электроде недостаточна для быстрого восстановления режима при случайных отклонениях.
В отличие от аппаратов с постоянной скоростью подачи электрода (в которых для стабилизации и регулирования заложен принцип саморегулирования дуги) в аппаратах с АРНД сварочный ток настраивают изменением крутизны внешней характеристики (рисунок 1), а имеющийся в аппарате регулятор автоматически настраивает и поддерживает в процессе сварки постоянным напряжение на дуге (рисунок 2).
Регулятор напряжения дуги с достаточной точностью поддерживает заданную величину. В случае удлинения дуги и увеличения напряжения скорость подачи электродной проволоки возрастает, а при уменьшении напряжения дуги скорость подачи электродной проволоки уменьшается. Благодаря этому автоматически поддерживается постоянное расстояние между плавящимся концом электродной проволоки и сварочной ванной.
Примером автомата, осуществляющего непрерывное регулирование скорости подачи электродной проволоки, может служить трактор АДС - 1000-4, в котором число оборотов электродвигателя сварочной головки зависит от напряжения на дуге. Аналогично аппаратам с АРНД настраивают основные параметры режима сварки при ручной дуговой сварке и при работе на аппаратах для сварки неплавящимся электродом в защитных газах.
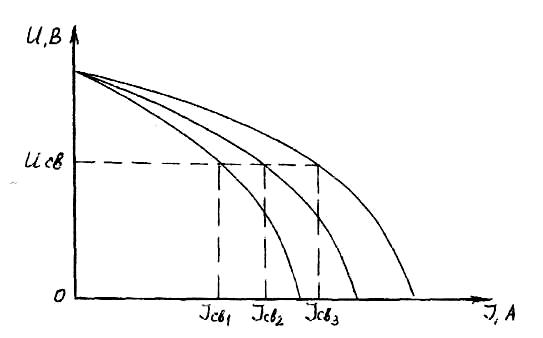
Jсв 1…Jсв 3 – пределы измерения сварочного тока, Uсв - напряжение сварки
Рисунок 1 - Внешняя характеристика источника питания ТДФ-1001 для сварочного трактора АДС-1000-4
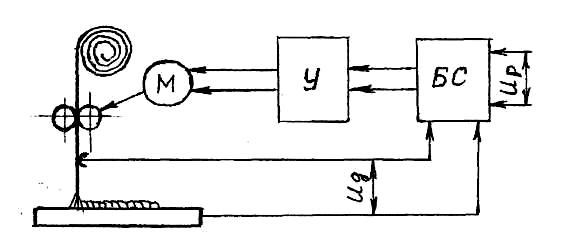
Up - напряжение регулятора; Uд - напряжение дуги; БС - блок сравнения напряжений; У — усилитель; М - двигатель подачи проволоки
Рисунок 2 – Схема регулятора напряжения
ОБОРУДОВАНИЕ И МАТЕРИАЛЫ ДЛЯ ВЫПОЛНЕНИЯ РАБОТЫ
1. Сварочный трактор АДС-1000-4, источник питания ТДФ-1001.
2. Пластины из низкоуглеродистой стали размером 500x200x20 мм из расчета 1 шт. на звено.
3. Сварочная проволока Св-08, Св-08А диаметром 4 мм из расчета 3 кг на звено.
4. Сварочный флюс АН-348А, АН-60 - 3...4 кг на звено.
СОДЕРЖАНИЕ И ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ
1. Изучить устройство сварочного аппарата.
1.1. Комплектность сварочного аппарата.
1.2. Конструкция сварочного трактора: узлы, механизмы, их назначение, работа и взаимодействие.
1.3. Кинематическая схема аппарата, возможности его настройки для сварки различных типов сварных соединений.
1.4. Электрическая схема трактора в различных режимах: настроечном и рабочем.
1.5. Техническая характеристика трактора.
2. Настроить трактор на заданный режим сварки (наплавки).
2.1. Изучить и отработать технику настройки аппарата на сварку различных типов сварных соединений (стыковых, угловых); на сварку «углом вперед» и «углом назад»; на сварку внутри и вне колеи.
2.2. Изучить и отработать технику настройки заданной скорости сварки.
2.3. Настроить заданный преподавателем режим сварки (наплавки).
3. Приобрести навыки в управлении аппаратом.
3.1. Каждый студент звена на заданном режиме должен выполнить сварку (наплавку валика) не менее 2... 3 раз. При этом следует обратить внимание на правильность пуска трактора, на контроль параметров режима сварки по имеющимся контрольно-измерительным приборам и на правильность прекращения сварки.
3.1. Построить семейство вольтамперных характеристик источника питания ТДФ-1001. Определить пределы регулирования сварочного тока при напряжениях дуги 35; 40; 45 В.
Для построения вольтамперных характеристик необходимо установить на сварочном тракторе одно из указанных напряжений дуги (35; 40; 45 В), а регулятор тока устанавливать последовательно в положения, соответствующие делениям его шкалы под индексами 5; 6; 7; 8. Величину тока оценивать по прибору на пульте управления. Напряжение дуги изменять не менее 3-х раз. Результаты измерений занести в таблицу. Обратить внимание на формирование наплавленного валика при каждом установленном режиме наплавки. Произвести визуальную оценку качества наплавленного валика по пятибалльной шкале. Выбрать наиболее оптимальную форму шва. Результаты оценки внешнего вида наплавленных валиков отразить в выводах по лабораторной работе.
Таблица – Результаты измерений
№ опы- та |
Положе- ние регу- лятора |
Измеряемый параметр |
Приме- чание |
||||
U,В |
I , А |
Vсв ,м/ч |
L эл, мм |
d эл, мм |
|
||
1 |
5 |
35 |
|
|
|
|
|
2 |
6 |
35 |
|
|
|
|
|
3 |
7 |
35 |
|
|
|
|
|
4 |
8 |
35 |
|
|
|
|
|
5 |
5 |
40 |
|
|
|
|
|
6 |
6 |
40 |
|
|
|
|
|
7 |
7 |
40 |
|
|
|
|
|
8 |
8 |
40 |
|
|
|
|
|
9 |
5 |
45 |
|
|
|
|
|
10 |
6 |
45 |
|
|
|
|
|
11 |
7 |
45 |
|
|
|
|
|
12 |
8 |
45 |
|
|
|
|
|
ВОПРОСЫ ТЕОРЕТИЧЕСКОГО КОЛЛОКВИУМА
1. В чем заключаются конструктивные отличия сварочного трактора АДС-1000-4 от трактора типа ТС- 17М?
2. Указать шесть механизмов, использованных при компоновке сварочного трактора АДС-1000-4.
3. Какая система более эффективна: с автоматической регулировкой по напряжению или с саморегулированием дуги?
4. Что нужно сделать для снятия вольтамперной характеристики источника питания ТДФ-1001 с применением трактора АДС-1000-4?
5. Какими достоинствами и недостатками обладают сварочные тракторы типа АДС-1000-4?
6. В каких защитных средах может работать трактор АДС-1000-4 кроме флюса?
7. В связи с чем с увеличением сварочного тока растет ширина сварного шва?
8. Как влияет вольтамперная характеристика источника питания на работу системы АРНД?