

Лабораторная работа 2
Изучение устройства и работы аппаратуры для шланговой полуавтоматической сварки и наплавки
Продолжительность работы - 8 часов.
Цель работы:
1. Уяснить устройство и работу основных типов шланговых полуавтоматов.
2. Освоить методику настройки шланговых полуавтоматов на заданный режим сварки (наплавки).
3. Приобрести навыки работы на шланговых полуавтоматах.
ТЕОРЕТИЧЕСКАЯ ЧАСТЬ
Сущность способа сварки в защитных газах и их смесях ( СО2, Аr, Не) заключается в том, что электрическая дуга и расплавленный металл защищены от влияния атмосферного воздуха указанными газами. Сварка может выполняться плавящимся и неплавящимся электродом. При сварке конструкционных сталей широкое распространение получила сварка в углекислом газе. Особенность сварки плавящимся электродом заключается в применении сварочных проволок с повышенным содержанием раскислителей, в основном марганца и кремния. Полуавтоматическая сварка в углекислом газе осуществляется проволокой диаметром 0,5 - 2,0 мм. Полярность обратная. Для прямой полярности тока разработаны проволоки с эмиссионными покрытиями, резко повышающими стабильность горения дуги. Проволока должна быть чистой и не иметь ржавчины. Ржавая проволока засоряет направляющую спираль шланга, резко ухудшает электрический контакт проволоки с токосъемником, что приводит к нестабильности режима сварки, повышенному разбрызгиванию электродного металла и вызывает появление дефектов в шве.
Шланговые полуавтоматы могут быть классифицированы по следующим основным признакам:
1. По способу поддержания постоянства параметров дуги: с саморегулированием, с принудительным регулированием.
По характеру защиты металла при сварке: полуавтоматы для сварки в аргоне, углекислом газе, порошковой проволокой, самозащитной проволокой; для сварки под флюсом; универсальные со смешанной защитой.
По способу подачи проволоки: толкающий тип (для жесткой проволоки), тянущий тип (для мягкой и тонкой проволоки), тянуще-толкающий тип (для полуавтоматов со шлангом длиннее 5-и метров).
4. По способу регулирования скорости подачи проволоки: плавное, ступенчатое, смешанное (плавно-ступенчатое).
Для сварки выпускаются полуавтоматы, рассчитанные на номинальные токи 125; 160; 220; 250; 315; 400; 500; 630 А.
Наибольшее распространение получили полуавтоматы с саморегулированием, отличающиеся между собой типом электропривода в механизме подачи сварочной проволоки. Рассмотрим упрощенные электрические схемы этих полуавтоматов.
В полуавтоматах с электроприводом постоянного тока (рисунок 1) якорная обмотка и обмотка возбуждения двигателя механизма подачи М питается от понижающего трансформатора Тр через соответствующие выпрямители B1 и В2. Напряжение на дуговой промежуток подается при включении силового контактора КТ. Катушка этого контактора связана с промежуточным реле Р. При включении пусковой кнопки S1 катушка Р попадает под напряжение выпрямителя В2. Срабатывают контакты P1 и, одновременно с включением КТ происходит подача электродной проволоки. Для сохранения постоянства подачи сварочной проволоки трансформатор Тр питается от стабилизатора напряжения. Настройка скорости подачи проволоки осуществляется плавно, путем изменения якорного тока в цепи двигателя М. Для этого предусмотрен регулятор напряжения R . Прекращается сварка замыканием кнопки S2 .
В полуавтоматах с электроприводом переменного тока (рисунок 2) двигатель сварочной проволоки М питается от трехфазного понижающего трансформатора Тр. Включение двигателя может осуществляться двумя способами:
Замыканием пусковой кнопки S1.
Замыканием электродной проволоки на свариваемое изделие. Для этого в цепь изделия включена катушка реле тока Pi. Для перехода ко второму способу включения полуавтомата необходимо предварительно замкнуть тумблер К. Скорость подачи сварочной проволоки регулируется ступенчато сменными шестернями.
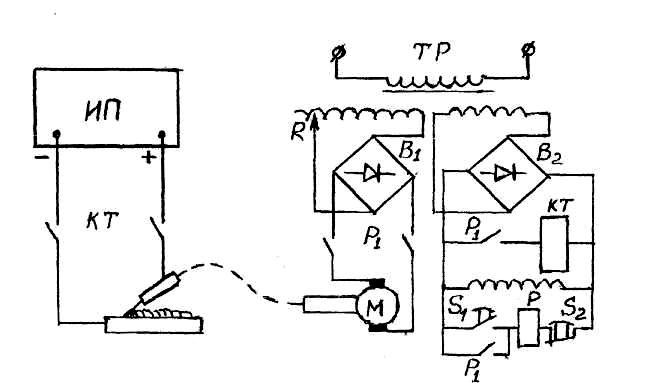
Рисунок 1 - Электрическая схема управления двигателем подачи проволоки постоянного тока
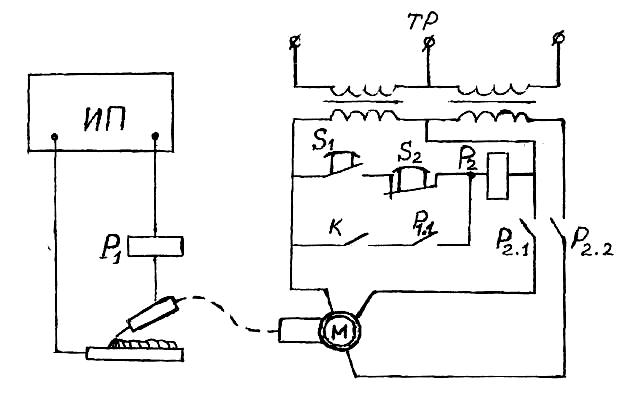
Рисунок 2 - Электрическая схема управления двигателем подачи проволоки переменного тока
ОБОРУДОВАНИЕ И МАТЕРИАЛЫ ДЛЯ ВЫПОЛНЕНИЯ РАБОТЫ
1. Шланговый полуавтомат с источником питания ВДГ - 303.
2. Электроизмерительные приборы для измерения сварочного тока и напряжения дуги.
Комплект инструмента и проводов.
Пластина из низкоуглеродистой стали размером 10x100x350.
5. Электродная проволока марки Св-08Г2С диаметром 1-1,6 мм - не менее 1 кг на одно звено.
6. Сварочная углекислота из расчета 40 - 50 л на звено.
СОДЕРЖАНИЕ И ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ
1. Изучить устройство и принцип работы шланговых полуавтоматов.
Комплектность сварочного полуавтомата.
Конструкция сварочного полуавтомата: узлы, механизмы, их работа и взаимодействие.
Кинематическая схема полуавтомата.
Электрическая схема и ее работа.
1.5. Техническая характеристика полуавтомата и область рационального его применения.
2. Настройка сварочного полуавтомата.
2.1. Изучить и отработать технику настройки полуавтомата на заданный режим сварки или наплавки (Icв, Uд), а также особенности настройки полуавтомата на сварку различных типов соединений.
Настроить полуавтомат на заданный режим. В настроенном режиме каждый студент должен выполнить сварку (наплавку) не менее 2-х - 3-х раз. При этом особое внимание следует обратить на правильность зажигания дуги и прекращения процесса сварки.
Исследовать влияние скорости подачи электродной проволоки на величину сварочного тока и напряжения. Для этого необходимо настроить полуавтомат при каждой ступени на минимальную, среднюю и максимальную скорость подачи сварочной проволоки. Выполнить сварку при каждой настройке. Снять показания режимов сварки по приборам измерения тока и напряжения. Оценить качество сварного шва. Результаты замеров режимов сварки и оценки качества швов занести в таблицу. Построить график зависимости величины сварочного тока от скорости подачи электродной проволоки. Построить вольтамперные характеристики источника питания для каждой ступени используя табличные значения Uxx, Uд, Iсв. Сделать вывод о влиянии на формирование шва вылета электродной проволоки Lэл, и скорости сварки Vсв.
Таблица – Результаты измерений
№ опыта |
Измеряемый параметр |
Поляр- ность |
Приме- чание |
||||
I св,А |
Uд,В |
Vпод, м/ч |
Vсв, м/ч |
Lэл, мм |
|||
I 2 3 1 2 3
|
|
|
|
|
|
|
|
ВОПРОСЫ ТЕОРЕТИЧЕСКОГО КОЛЛОКВИУМА
В чем заключается сущность сварки в защитных газах?
Какие виды защиты зоны сварки используют при сварке в защитных газах?
3. Назовите основные параметры режима при сварке плавящимся электродом в защитных газах.
В чем заключается особенность сварки в СО2?
Почему при сварке в СО2 используется источник питания с жесткой характеристикой?
Какие разновидности сварки неплавящимся электродом вы знаете?
7. Что такое сварочный полуавтомат? Дайте классификацию полуавтоматов.
8. Укажите достоинства и недостатки полуавтоматов с приводом постоянного и переменного тока.
9. На каком расстоянии от шва следует располагать сопло горелки и какой расход газа обеспечивает оптимальную защиту сварного шва от окисления?
ЛИТЕРАТУРА
Основная
1. Овчинников В.В. Оборудование, механизация и автоматизация сварочных процессов. - М.: Академия, 2010. - 256 с.
2. Виноградов В.М. Основы сварочного производства: учеб. пособие для вузов. - М.: Академия, 2008. - 270 с.
3. Маслов Б. Г. Производство сварных конструкций: учебник для сред. проф. образования. - М.: Академия, 2007. - 252 с.
4. Чернышов Г. Г. Сварочное дело: сварка и резка металлов: учебник для вузов - 4-е изд., перераб. и доп. - М.: Академия, 2008. - 493 с.
Дополнительная
1. Фатхутдинов Р. А. Организация производства: Учебник / Р. А. Фатхутдинов. - М.: ИНФРА-М, 2001. - 672 с.
2. Фатхутдинов Р. А. Организация производства: учеб. пособие для вузов/ Р. А. Фатхутдинов. - М.: ИНФРА-М, 2001. - 253 с.
3. Куркин С. Л.. Николаев Г.Л. Сварные конструкции. Технология изготовления, механизация, автоматизация и контроль качества в сварочном производстве: Учеб. для вузов. - М.: Высш.шк., 1991. - 398 с.
МЕТОДИЧЕСКИЕ УКАЗАНИЯ К ВЫПОЛНЕНИЮ ЛАБОРАТОРНЫХ РАБОТ ПО ДИСЦИПЛИНЕ
«Механизация и автоматизация сварочного производства»
Подписано в печать Формат 60х84/16. Бумага для множ. аппаратов.
Печать плоская. Усл.печ.л. Уч.-изд.л. Тираж экз. Заказ
ФГАОУ ВПО «Российский государственный профессионально-педагогический университет». Екатеринбург, ул. Машиностроителей, 11.
Ризограф ФГАОУ ВПО РГППУ. Екатеринбург, ул. Машиностроителей, 11.