

Глава 8 выбивка и очистка отливок
После затвердевания металла отливки охлаждают в формах. При небольшом объеме производства формы охлаждают на заливочной площадке, при более крупном — в специальных камерах. Для ускорения охлаждения в этих камерах производят продувку воздуха. В зависимости от условий охлаждения материала и размеров отливки и форм время охлаждения составляет от 1 до 5 ч.
После достаточного остывания в форме отливки проходят следующие операции: выбивка из форм, отделение литников и прибылей, предварительная очистка и окончательная очистка. Для цветных сплавов (медных и алюминиевых) проводится термическая обработка только для снятия напряжении Выбивка недостаточно остывших отливок может повлечь их повреждение, кроме того, она более опасна для работающих.
2.8.1. Выбивка
Выбивку форм производят различными способами в зависимости от материала и объема производства.
После заливки формы охлаждаются естественным путем. После выбивки на отливках остаются остатки наполнителя и оболочки. Блоки предварительно очищают, ударяя по литниковой чаше. При этом оболочка удаляется только с наружных частей отливки, но остается в поднутрениях, полостях, отверстиях.
От предварительно очищенных блоков отливки отделяются ножовками, абразивными кругами и нередко обламыванием.
Очистку отливок производят механическим и химико-термическим способами. К механическим относится очистка металлическими способами. Пескоструйная очистка мелким кварцевым или металлическим песком на художественных отливках с гладкой поверхностью практически не производится во избежание ухудшения чистоты поверхности, особенно это относится к отливкам из медных, алюминиевых и редких металлов и сплавов. Кроме того, при пескоструйной очистке образуется много пыли, поэтому ее следует заменять на гидроабразивную.
В художественном литье очистку отливок со сложным и тонким рисунком проводят химикотермическим способом в водных растворах щелочей. В процессе очистки в щелочном растворе NaOH или, что эффективнее, в КОН (калиевая щелочь) протекают две основные реакции:
2КОН + SiО2 → K2SiО3 + Н2О,
2КОН + СО2 → К2СО3 + Н2О.
Скорость образования кальциевого жидкого стекла (K2SiО3 • Н2О) намного превышает скорость образования поташа (К2СО3). При растворении SiО2 керамики в растворе уменьшается содержание свободной щелочи КОН, что компенсируется увеличением содержания жидкого стекла, так что общая щелочность раствора остается примерно одинаковой.
Основными факторами, определяющими скорость очистки, являются содержание свободной щелочи и температура раствора. При кипении происходит интенсивное омывание отливок раствором и время очистки сокращается. Например, 30-процентный кипящий раствор щелочи эффективнее очищает отливки, чем 50-процентный при той же температуре.
Параметры процесса очистки отливок от керамики в растворах КОН приведены на рис. 2.8.1.1.
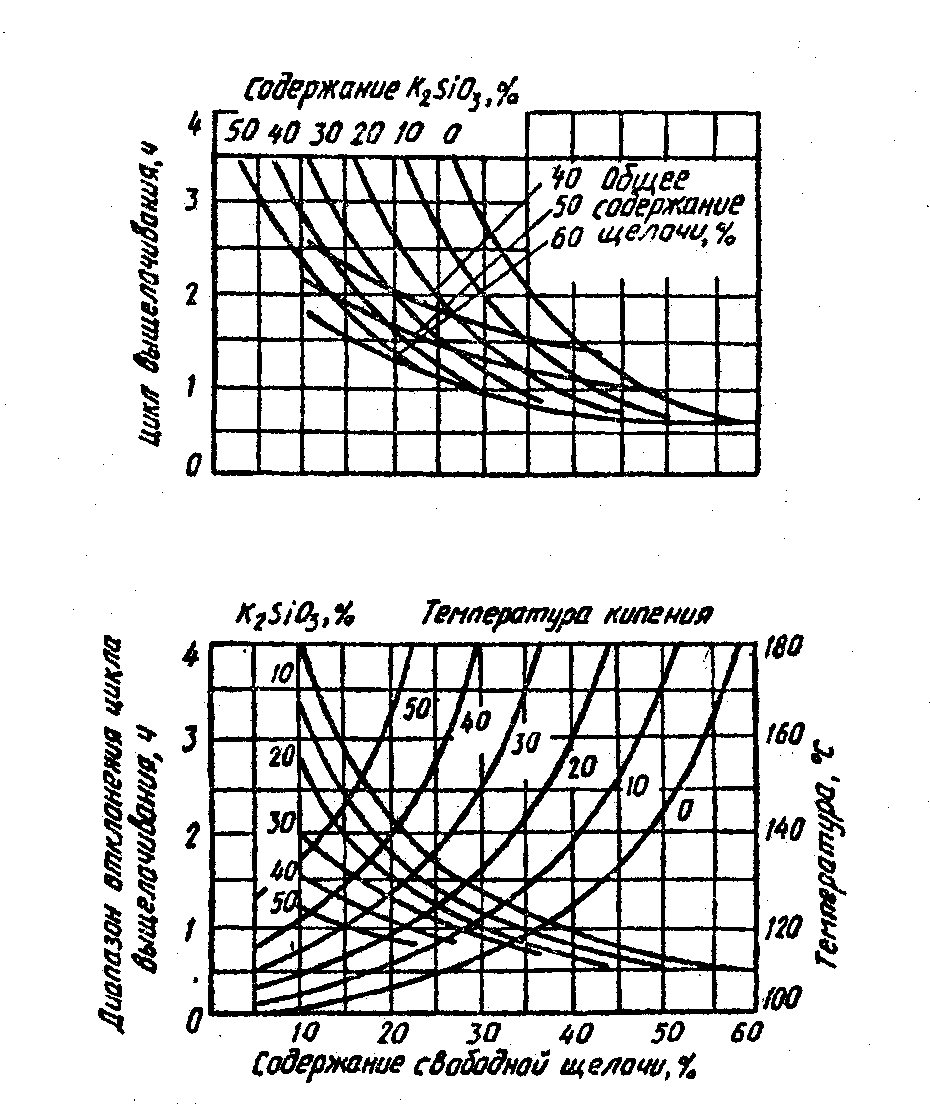
Рис. 2.8.1.1. Параметры процесса очистки оболочки от остатков в растворах КОН.
Алюминиевые отливки очищают исключительно механическим способом, так как химико-термический способ выщелачивания приводит к растворению не только керамики, но и материала отливки.