

Ручне формування
Ручне формування ґрунтується на використанні ручної праці під час виготовлення одноразових ливарних форм, які служать для отримання дрібних партій або унікальних виливків. Одним з найпоширеніших методів ручного формування є виготовлення форми в парних опоках.
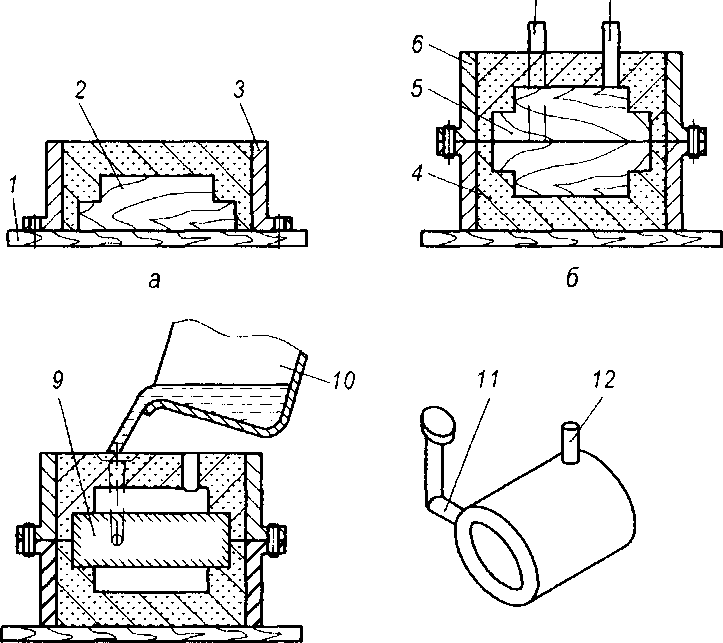
Рисунок 3 - Послідовність виготовлення форми (а, б) і виливки (в): 1 — модельна дошка; 2, 5 — півмодель; 3,6 — опока; 4 — фермова суміш; 7 — модель стояка; 8 — модель випору; .9 — стрижень; 10 — ківш з розплавленим металом; 11 — ливникова система; 12 — випор
Опока — пристрій у вигляді рамки прямокутного або іншого перерізу, призначений для набивання в ній півформи. Парні опоки центруються між собою штифтами, що входять у відповідні отвори.
Розглянемо технологічний процес ручного формування у двох опоках за допомогою рознімної моделі. Спочатку виготовляють нижню півформу. Для цього на модельну дошку 1 (рисунок 3 а) кладуть півмодель 2 і опоку 3.
Щоб уникнути прилипання формової суміші до поверхні моделі, останню припорошують графітовим або іншим порошком. Потім наповнюють опоку формовою сумішшю та ущільнюють ручним або пневматичним товкачем. Після ущільнення з верхньої площини опоки лінійкою згрібають зайву суміш. Щоб сприяти виходу з форми газів, які утворюються під час заливання металу, загостреним дротом наколюють вентиляційні канали, які не доходять до поверхні моделі приблизно на 10 мм. Готову півформу перевертають на 180° (рисунок 3 б) і на півмодель накладають другу її половину, а поверхню розкриття півформ посипають сухим піском, щоб вони не злипались. Тоді накладають другу опоку 6, а також моделі ливникової системи 7 і випору 8. Насипають фермову суміш і знову її ущільнюють. Згодом наколюють вентиляційні канали, виймають моделі ливникової системи й рознімають півформи. Обережно виймають півмоделі виливка, оглядають півформи й виправляють можливі пошкодження. Зайві частинки формової суміші здувають стиснутим повітрям. У разі необхідності робочу порожнину півформ покривають тонким шаром протипригарної речовини або фарби. В нижню півформу вкладають стрижень 9 (рисунок 3 в) і накладають по штифтах верхню півформу. Складена форма готова для заливання рідкого металу.
Машини для виготовлення ливарних форм
Машинне формування застосовують для виготовлення ливарних форм у парних опоках, використовуючи металеві модельні плити і моделі підвищеної точності порівняно з точністю моделей і плит для ручного формування. Верхню півформу виготовляють на одній машині, а нижню — на іншій. За допомогою формових машин механізують здебільшого дві операції:
ущільнення формової суміші в опоці,
виймання моделі з півформи.
Щоб отримати якісні виливки, необхідно досягти відносної щільності формової суміші в межах 80...90 % максимально можливої для даного складу.
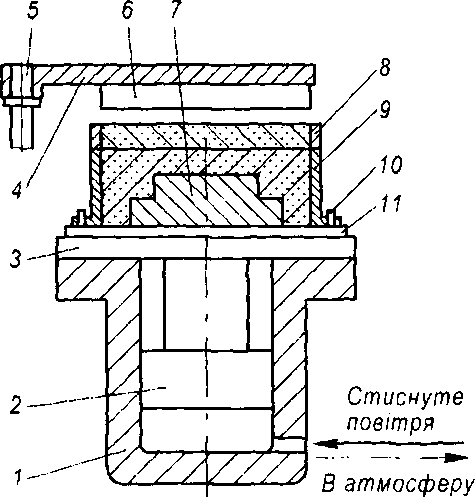
Рисунок 4- Схема формової машини верхнього пресування: 1 — циліндр; 2 — поршень; 3 — стіл; 4 — траверса; 5 — колона; 6 — колодка; 7 - модель; 8 — наповнювальна рамка; 9 — опока; 10 — штифт; 11 — модельна плита
За способом ущільнення формові машини поділяють на:
пресувальні (верхнього й нижнього пресування),
струшувальні,
імпульсної дії,
піскомети.
Залежно від напрямку руху фермової суміші в опоці під час ущільнення розрізняють машини верхнього та нижнього пресування.