

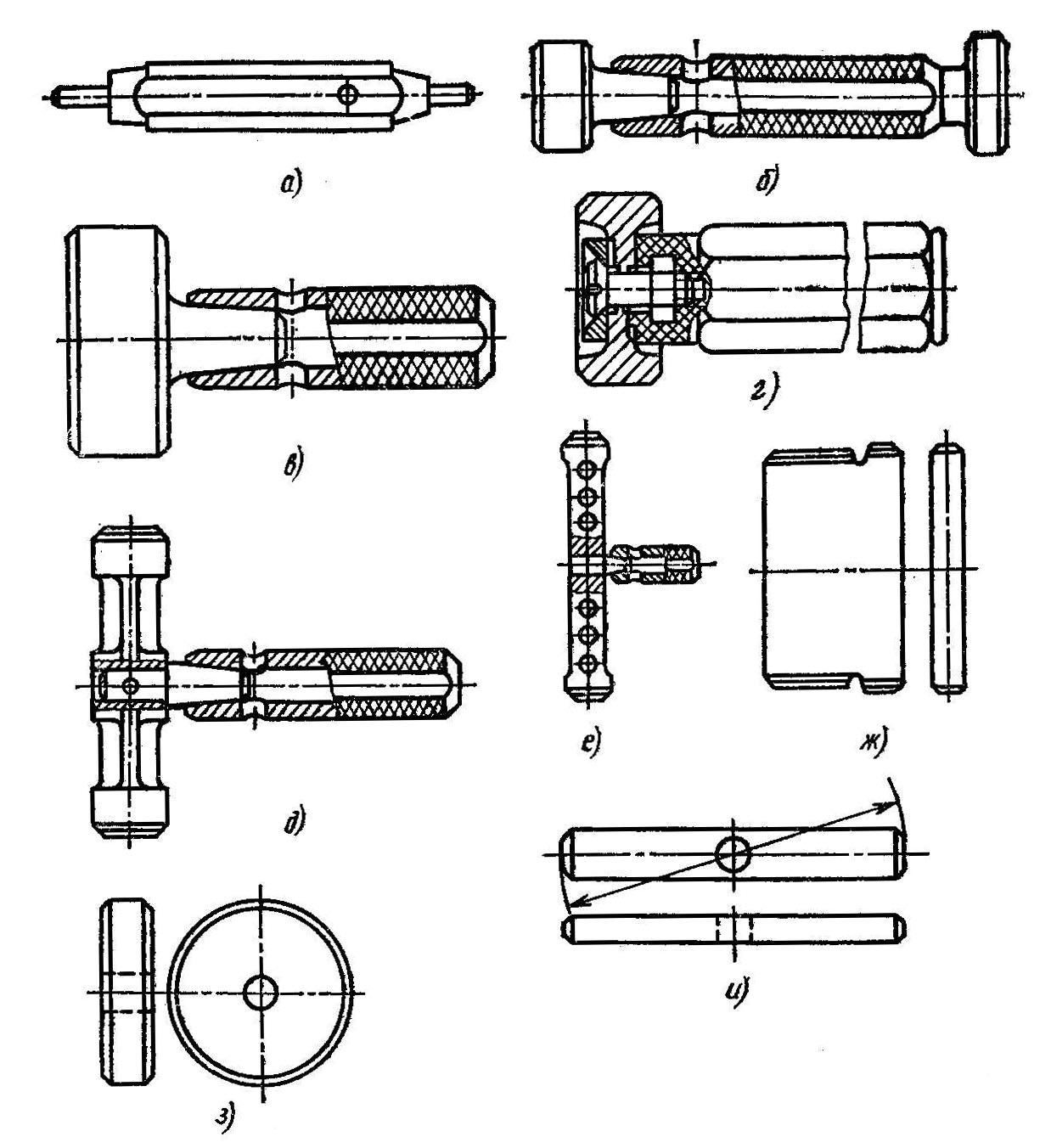
Основные типы калибров-пробок для контроля отверстий и контрольные калибры к скобкам:
а– пробка двусторонняя со вставками
(![]() );
);
б- пробка двусторонняя со вставками
(![]() );
);
в– пробка проходная (непроходная)
со вставками (![]() );
);
г– штампованная проходная
(непроходная) с насадками (![]() );
);
д– пробка проходная (непроходная)
неполная штампованная (![]() );
);
е – пробка проходная (непроходная)
неполная (![]() );
);
ж– пробка одностороння листовая
(![]() );
);
з– шайба полная (![]() );
);
и– шайба неполная (![]() )
)


Приложение 4.3
|
№ варианта
|
Условное обозначение подшипника |
Класс точности |
Нагрузка, кН P-радиальная, A-осевая |
Вращается: |
D/Dkилиdотв/d |
Характер нагрузки | |||||
|
Вариант |
Вариант | ||||||||||
|
1 |
2 |
3 |
1 |
2 |
3 | ||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 | |
|
1 |
210 |
6 |
P=12 |
вал |
0,4 |
0 |
0,6 |
У |
У |
Т | |
|
2 |
203 |
6 |
P=3 |
вал |
0 |
0,2 |
0,4 |
У |
У |
У | |
|
3 |
215 |
0 |
P=10 |
корпус |
0,6 |
0,4 |
0 |
У |
Т |
У | |
|
4 |
314 |
0 |
P=14 |
вал |
0,5 |
0,75 |
0 |
У |
У |
Т | |
|
5 |
сдвоенный 7315 |
0 |
P=30, A=15 |
вал |
0 |
0,4 |
0,2 |
У |
У |
Т | |
|
6 |
1216 |
0 |
P=20 |
корпус |
0,6 |
0 |
0,7 |
У |
Т |
У | |
|
7 |
1310 |
6 |
P=12 |
корпус |
0 |
0,8 |
0,4 |
Т |
У |
У | |
|
8 |
1314 |
0 |
P=15 |
вал |
0,7 |
0,5 |
0 |
У |
Т |
Т | |
|
9 |
2212 |
6 |
P=30 |
вал |
0 |
0,6 |
0,4 |
Т |
У |
Т | |
|
10 |
1616 |
0 |
P=15, A=10 |
вал |
0,6 |
0 |
0,4 |
У |
Т |
У | |
|
11 |
7218 |
0 |
P=20 |
корпус |
0 |
0,6 |
0,4 |
Т |
У |
Т | |
|
12 |
3628 |
6 |
P=16, A=4 |
корпус |
0,5 |
0,8 |
0 |
У |
У |
Т | |
|
13 |
3518 |
0 |
P=12, A=2 |
вал |
0,7 |
0 |
0,5 |
У |
Т |
У | |
|
14 |
97516 |
0 |
P=30, A=10 |
вал |
0,6 |
0 |
0,4 |
У |
Т |
У | |
|
15 |
11205 |
0 |
P=10 |
корпус |
0 |
0,6 |
0 |
Т |
У |
Т | |
|
16 |
сдвоенный 7515 |
0 |
P=20, A=8 |
вал |
0 |
0 |
0,4 |
У |
Т |
У | |
|
17 |
11310 |
6 |
P=5, A=5 |
корпус |
0,6 |
0,8 |
0 |
У |
У |
Т | |
|
18 |
11609 |
6 |
P=14 |
вал |
0,7 |
0 |
0,5 |
У |
Т |
У | |
|
19 |
3540 |
0 |
P=12, A=6 |
корпус |
0 |
0,6 |
0 |
Т |
У |
У | |
|
20 |
120 |
6 |
P=10 |
вал |
0,6 |
0,75 |
0,4 |
У |
У |
У | |
|
21 |
32116 |
0 |
P=30 |
корпус |
0 |
0,5 |
0,4 |
Т |
У |
У | |
|
22 |
62310 |
0 |
P=25, A=5 |
вал |
0 |
0,7 |
0 |
У |
Т |
Т | |
|
23 |
436206 |
0 |
P=10, A=10 |
вал |
0,6 |
0,4 |
0 |
У |
У |
Т | |
|
24 |
7210 |
0 |
P=16 |
корпус |
0 |
0,7 |
0,5 |
Т |
У |
Т | |
|
25 |
2524 |
0 |
P=26 |
корпус |
0,7 |
0,4 |
0 |
У |
У |
Т | |
|
26 |
346209 |
6 |
P=20, A=8 |
вал |
0 |
0,5 |
0,7 |
Т |
У |
У | |
|
27 |
208 |
0 |
P=4 |
вал |
0,6 |
0,75 |
0 |
У |
У |
Т | |
|
28 |
7216 |
0 |
P=20, A=4 |
корпус |
0 |
0 |
0,5 |
Т |
У |
У | |
|
29 |
1614 |
0 |
P=10, A=2 |
корпус |
0,5 |
0,8 |
0 |
У |
У |
Т | |
|
30 |
62310 |
6 |
P=16 |
вал |
0 |
0,4 |
0,7 |
Т |
Т |
У | |
|
N ва- ри- ан- та |
Диаметр резьбы, мм |
Шаг резьбы |
Посадка | ||||
|
Вариант |
Вариант | ||||||
|
1 |
2 |
3 |
1 |
2 |
3 | ||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
1 |
12 |
1.25 |
1.5 |
1 |
6H/6g |
7G/6h |
7H/7h |
|
2 |
20 |
1.5 |
2 |
2.5 |
2H5C/2r |
2H5C/3p |
2H4C/3n |
|
3 |
16 |
1.5 |
2 |
1 |
6G/6g |
6H/6h |
6G/8h |
|
4 |
10 |
1 |
1.5 |
1.25 |
3H6H/2m |
4H6H/4j |
5H6H/4j |
|
5 |
24 |
2 |
3 |
1.5 |
7H/7h |
2H4C/3n |
7G/6g |
|
6 |
14 |
2 |
1.5 |
1.25 |
2H4C/3n |
2H5C/3p |
2H5D/2r |
|
7 |
4 |
0.5 |
0.7 |
0.7 |
5H/4h |
6G/6h |
6H/6g |
|
8 |
30 |
2 |
2 |
3.5 |
7G/7g |
2H5C/3p |
5H6H/4j |
|
9 |
6 |
1 |
0.75 |
1.25 |
4H6H/4j |
6H/6g |
2H5C/3p |
|
10 |
42 |
3 |
2 |
4.5 |
7H/7g |
7G/6h |
7H/7h |
|
11 |
12 |
1.25 |
1.75 |
1.5 |
6H/6g |
6H/6h |
6H/6g |
|
12 |
10 |
1.25 |
1.5 |
1 |
2H4D/3n |
3H6H/2m |
4H6H/4j |
|
13 |
22 |
1.5 |
2 |
2.5 |
7G/6h |
6G/6g |
7G/6h |
|
14 |
8 |
1 |
1.25 |
1.25 |
3H6H/2m |
4H6H/4j |
2H5C/2r |
|
15 |
18 |
1.5 |
2 |
2.5 |
7H/7h |
6G/6g |
7G/6h |
|
16 |
36 |
2 |
2 |
3 |
4H6H/4j |
2H4C/3n |
2H5C/3p |
|
17 |
5 |
0.5 |
0.8 |
0.8 |
7G/6g |
5H/4h |
6H/6g |
|
18 |
24 |
1.5 |
3 |
2 |
7H/7e |
7G/6d |
7H/6d |
|
19 |
20 |
1 |
1.5 |
2.5 |
6H/6g |
7H/7h |
5H/4h |
|
20 |
10 |
1.25 |
1 |
1.5 |
7G/7g |
6H6G/7h |
7H/6g |
|
21 |
30 |
2 |
2 |
1.5 |
2H5C/3p |
2H4C/3n |
7G/7g |
|
22 |
12 |
1.75 |
1.25 |
1.5 |
2H5C/2r |
2H5C/3p |
2H4C/3n |
|
23 |
48 |
2 |
3 |
5 |
6H/6g |
7G/7h |
7H7G/6h |
|
24 |
42 |
2 |
3 |
4.5 |
3H6H/2m |
7H/7h |
4H6H/4j |
|
25 |
22 |
1.5 |
2.5 |
2 |
2H5C/3p |
2H4C/3n |
2H5C/3p |
|
26 |
6 |
0.75 |
1 |
0.5 |
6H/6e |
7H/6g |
6G/6h |
|
27 |
8 |
0.75 |
1.25 |
1 |
7G/7g |
6H/6h |
5H/4h |
|
28 |
10 |
1.5 |
1.25 |
1 |
5H/4h |
4H6H/4j |
3H6H/2m |
|
29 |
16 |
2 |
1.5 |
1.5 |
7H/7g |
2H5C/2r |
4H6H/4j |
|
30 |
20 |
2.5 |
2 |
1.5 |
3H6H/2m |
7G/7g |
7G/7e |
Приложение 5.2
Примечание. Допуски остальных степеней точности определяются умножение допуска степени точности 6 на следующие коэффициенты:
|
Степень точности |
3 |
4 |
5 |
7 |
6 |
8 |
10 |
|
Коэффициент |
0.50 |
0.63 |
0.80 |
1.25 |
1.60 |
2.00 |
2.50 |
Основные отклонения hиHравны нулю, остальные
отклонения определяются по формулам:
для болтов![]()
![]() кроме
кроме![]()
![]()
![]() для гаек
для гаек![]() кроме
кроме![]()
![]()
![]() где
где![]() верхнее
отклонение болтов, мкм;
верхнее
отклонение болтов, мкм;![]() нижнее
отклонение гаек, мкм; Р – шаг резьбы,
мк.
нижнее
отклонение гаек, мкм; Р – шаг резьбы,
мк.

Приложение 6.2
|
№ ва-ри-ан-та |
Но-мер уз-ла |
Номинальные размеры составляющих звеньев, мм |
Исходное звено |
За-кон рас-пре-дел. поз. 3 |
Про-цент бра-ка P. % поз. 4 | |||||||
|
вариант поз. 2 | ||||||||||||
|
поз. 1 |
поз. 2 |
поз. 3 |
поз. 4 |
поз. 5 |
поз. 6 |
поз. 1 | ||||||
|
1 |
2 | |||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
1 |
2 |
3 |
4 |
5 |
6 |
1 |
|
1 |
1 |
80 |
1 |
11 |
- |
1 |
1 |
80 |
1 |
11 |
- |
1 |
|
2 |
2 |
100 |
1.5 |
12 |
50 |
2 |
2 |
100 |
1.5 |
12 |
50 |
2 |
|
3 |
1 |
X |
2 |
12 |
- |
3 |
1 |
X |
2 |
12 |
- |
3 |
|
4 |
2 |
75 |
1 |
11 |
30 |
4 |
2 |
75 |
1 |
11 |
30 |
4 |
|
5 |
1 |
70 |
1.5 |
13 |
- |
5 |
1 |
70 |
1.5 |
13 |
- |
5 |
|
6 |
2 |
80 |
2 |
13 |
25 |
6 |
2 |
80 |
2 |
13 |
25 |
6 |
|
7 |
1 |
X |
0.5 |
14 |
- |
7 |
1 |
X |
0.5 |
14 |
- |
7 |
|
8 |
2 |
85 |
2.5 |
12 |
30 |
8 |
2 |
85 |
2.5 |
12 |
30 |
8 |
|
9 |
1 |
65 |
1.5 |
11 |
- |
9 |
1 |
65 |
1.5 |
11 |
- |
9 |
|
10 |
2 |
90 |
3 |
14 |
30 |
10 |
2 |
90 |
3 |
14 |
30 |
10 |
|
11 |
1 |
X |
2 |
12 |
- |
11 |
1 |
X |
2 |
12 |
- |
11 |
|
12 |
2 |
75 |
2 |
12 |
15 |
12 |
2 |
75 |
2 |
12 |
15 |
12 |
|
13 |
1 |
80 |
2.5 |
13 |
- |
13 |
1 |
80 |
2.5 |
13 |
- |
13 |
|
14 |
2 |
110 |
2.5 |
15 |
40 |
14 |
2 |
110 |
2.5 |
15 |
40 |
14 |
|
15 |
1 |
X |
1.5 |
14 |
- |
15 |
1 |
X |
1.5 |
14 |
- |
15 |
|
16 |
2 |
105 |
1.5 |
13 |
50 |
16 |
2 |
105 |
1.5 |
13 |
50 |
16 |
|
17 |
1 |
75 |
1 |
11 |
- |
17 |
1 |
75 |
1 |
11 |
- |
17 |
|
18 |
2 |
92 |
0.5 |
11 |
42 |
18 |
2 |
92 |
0.5 |
11 |
42 |
18 |
|
19 |
1 |
X |
2 |
12 |
- |
19 |
1 |
X |
2 |
12 |
- |
19 |
|
20 |
2 |
95 |
2 |
12 |
32 |
20 |
2 |
95 |
2 |
12 |
32 |
20 |
|
21 |
1 |
70 |
0.5 |
14 |
- |
21 |
1 |
70 |
0.5 |
14 |
- |
21 |
|
22 |
2 |
100 |
2.5 |
13 |
48 |
22 |
2 |
100 |
2.5 |
13 |
48 |
22 |
|
23 |
1 |
X |
1 |
13 |
- |
23 |
1 |
X |
1 |
13 |
- |
23 |
|
24 |
2 |
96 |
1.5 |
12 |
50 |
24 |
2 |
96 |
1.5 |
12 |
50 |
24 |
|
25 |
1 |
68 |
1.5 |
11 |
- |
25 |
1 |
68 |
1.5 |
11 |
- |
25 |
|
26 |
2 |
87 |
3 |
12 |
40 |
26 |
2 |
87 |
3 |
12 |
40 |
26 |
|
27 |
1 |
X |
2.5 |
12 |
- |
27 |
1 |
X |
2.5 |
12 |
- |
27 |
|
28 |
2 |
70 |
1 |
11 |
15 |
28 |
2 |
70 |
1 |
11 |
15 |
28 |
|
29 |
1 |
80 |
3 |
12 |
- |
29 |
1 |
80 |
3 |
12 |
- |
29 |
|
30 |
2 |
120 |
2.5 |
14 |
50 |
30 |
2 |
120 |
2.5 |
14 |
50 |
30 |
Примечание:
Для подшипников (поз. 3 и поз. 6) верхнее отклонение
 нижнее -
нижнее -
Коэффициенты, характеризующие степень отличия данного закона распределения от нормального

При единичном и мелкосерийном производстве (закон равной вероятности
 )
)
При постоянном действии одного(двух) факторов (закон Симпсона; закон «Треугольника»
 )
)
При массовом производстве (нормальный закон
 )
)
