

Ионный обмен
Процесс ионного обмена заключается в вытеснении ионов щелочных металлов из поверхностного слоя нагретого стекла ионами других щелочных металлов. Для этого стекло погружают в расплав соли диффундирующего щелочного металла при температуре ниже верхней температуры отжига с тем, чтобы возникающие напряжения не релаксировали, но сохранялись в стекле. Ионный обмен может быть низкотемпературным, высокотемпературным и комбинированным (двойным).
При низкотемпературном обмене (температура расплава 400-450оС) щелочные ионы в поверхностном слое стекла замещаются щелочными ионами с большим ионным радиусом. Так, ионы Na+ замещают обычно ионами K+. Структурная сетка поверхностного слоя стекла уплотняется на глубину 30-40 мкм. Это приводит к возрастанию механической прочности стекла в 3-4 раза, а термостойкости в 1,5-2 раза. расплава 570-620оС) щелочные ионы в поверхностном слое стекла в противополо
При высокотемпературном ионном обмене (температура жность низкотемпературному процессу замещаются щелочными ионами с меньшим ионным радиусом. Так, ионы Na+ и K+ стекла замещаются ионами лития из расплава Li2SO4, способными проникать в стекло на глубину до 250 мкм. Силикаты лития имеют меньший коэффициент термического расширения, чем силикаты натрия и калия, поэтому при охлаждении стекла внешний диффузионный слой сокращается в меньшей степени, чем внутренние слои. Появляются напряжения сжатия, которые приводят к увеличению механической прочности стекла.
При комбинированном (двойном) ионном обмене стекло сначала упрочняется высокотемпературным ионным обменом (обработка в расплавах солей лития), а затем – низкотемпературным в расплавах солей натрия и калия.
Согласно ряду источников, различными методами достигаются следующие величины механической прочности: [1], [2], [5]
|
Метод |
Величина |
|
Закалка |
Воздушная – 180 МПа Жидкостная – до 400 МПа |
|
Травление |
100-1800 МПа |
|
Ионный обмен |
300 – 500 МПа |
|
Комбинация указанных методов |
До 2000 МПа |
Триплексование
Существуют
два принципиально различных метода
склеивания стекол: прессование
и полимерная заливка стеклопакета. В
НИТС реализуется метод автоклавного
прессования.
Для
этого промытая и высушенная до
определенного
влагосодержания (не более 0,3%) и нарезанная
на "форматки" пленка помещается
между
подготовленными листами стекла (рис
6).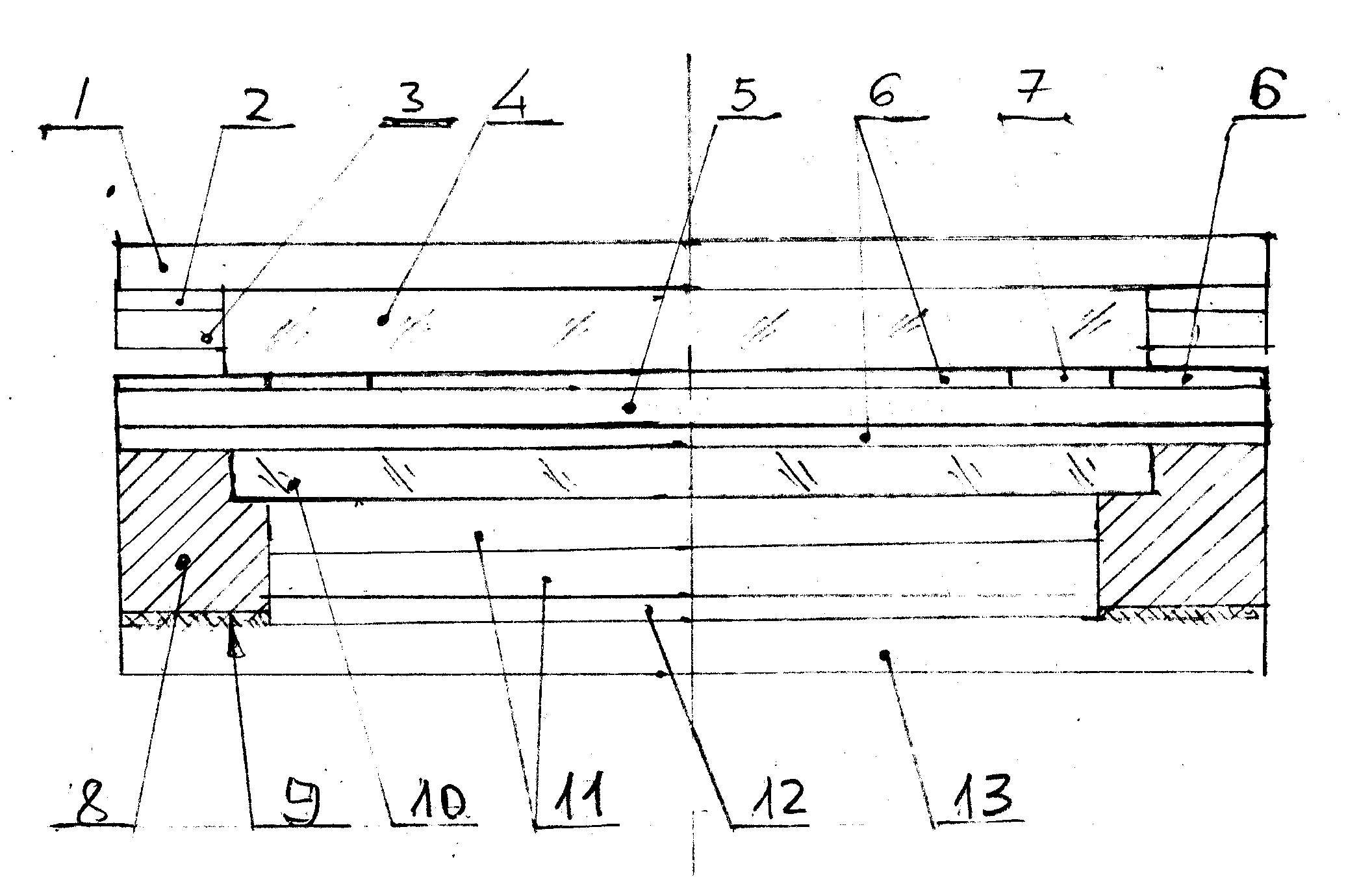
Рис. 6 - Вид сборки стеклопакета: 1 - Фторопласт 3 мм, 2 - Поликарбонатое кольцо 1 мм, обмотанное фторопластовой лентой, 3 - Фторопластовое кольцо 3 мм, 4 - Стекло 5 мм, 5 - Полиуретановая пленка А-4700 1,9 мм, 6 - Полиуретановая пленка А-4700 0,68 мм, 7 - Кольцо склеивающей пленки DB-31 0,68мм шириной 15 мм, 8 - Элемент обрамления ("уши") из полиуретановый пленки А-4700, 9 - Поликарбонат 1 мм, 10 - Стекло 3 мм, 11 - Фторопласт 3 мм, 12 - Воздушная камера, 13 - Фторопласт 3 мм.
Стеклопакет по контуру обкладывается тонкой (50 мкм) фторопластовой лентой, дренажным материалом, закрепленным с помощью пластыря.
Укомплектованный в соответствии с конструкцией изделия стеклопакет помещают в резиновый мешок или герметизированный пакет из полиамидный пленки типа "Ричмонд" и подвергают вакуумированию и вакуум-склейке в термостате для удаления воздуха, оставшегося между стеклами при температуре до 80°С (вакуум-склейка). При использовании жестких пленок типа БН температура поднимается до 100°С.
Далее мешки со стеклопакетами загружаются в водяной или газовый автоклав, в котором повышают температуру и давление. Параметры склейки ИКО с использованием пластифицированных ПВБ-пленок (бутафоль) в водяном автоклаве: температура 98°С, давление 1,8 МПа. Применение для склейки менее пластифицированных пленок (Б-10, А-17) требует повышения температуры до 110°С и давления до 2,5 МПа. Прессовка ИКО на жестких непластифицированных пленках (БН) проводится в газовом автоклаве при температуре выше 125-130°С и давлении ниже 0,7-1,0 МПа.
Этот метод технологичен, но требует неукоснительного соблюдения технологии и высокого качества полиамидной пленки.