

ОБОРУДОВАНИЕ ДЛЯ ВЛАЖНО-ТЕПЛОВОЙ ОБРАБОТКИ
Общие сведения о влажно-тепловой обработке изделий
В процессе изготовления швейных изделий широко применяется влажнотепловая обработка, к которой относят: дублирование деталей, т.е. присоединение клеевой прокладки к основной ткани для создания устойчивой ее формы; разутюживание и заутюживание различных швов, загибка краев деталей и т.п.; удаление заминов и помятости деталей изделий; сутюживание полочек, бортовой прокладки и других деталей; пропаривание изделий для снятия лассов, остаточной деформации, полученной при сборке деталей в изделие, и др.
Влажно-тепловая обработка — элемент технологического процесса изготовления швейного изделия (внутрипроцессная обработка); ее используют как окончательный этап обработки изделия для получения им товарного вида.
Качество влажно-тепловой обработки детали или изделия существенно зависит от правильного подбора режимов обработки. При влажно-тепловой обработке можно регулировать температуру нагревания материала, степень его увлажнения, усилие давления и его продолжительность.
При влажно-тепловой обработке материал изделия подвергается деформации (за исключением пропаривания). Необходимо, чтобы после снятия нагрузки деформация сохранялась, т.е. получалась остаточная деформация. Но чем больше деформация, тем больше требуется времени на обработку и создание необходимого усилия. Требования к сохранению остаточной деформации могут быть различными в зависимости от операции. Если после деформации детали изделия деформация сразу же фиксируется выполнением строчки или введением химического реагента, то длительность сохранения остаточной деформации измеряется минутами.
Для получения остаточной деформации необходимо выполнить эластичную деформацию волокон материала, что возможно при определенном сочетании температуры, наличия влаги и давления. От воздействия влаги и тепла на материал ослабевают действия межмолекулярных сил в волокнах, а под воздействием нагрузки изменяется форма волокон и материалу придается нужная форма. Удаление влаги из материала и его охлаждение способствуют восстановлению связей между молекулами в волокнах материала при новой их конфигурации.
Таким образом, влажно-тепловая обработка выполняется в три стадии: воздействие влаги и тепла на ткань для ослабления межмолекулярных сил
в волокнах; при нагревании материала до температуры 105... 120 °С создаются усло-
вия для деформации волокон; деформация волокон, быстрое их охлаждение и высушивание.
Материал и характер операции определяют температуру нагревания материала. В случае превышения допустимой температуры нарушаются проч-
151
ность и износоустойчивость материала. Например, обрабатывать детали из шерсти рекомендуется при температуре до 180°С, детали из хлопка и льна — до 200 "С, из вискозы — до 170°С.
При нагревании ткани без увлажнения слои ткани нагреваются неравномерно, что может привести к изменению цвета верхнего слоя ткани (верхний слой может нагреться до температуры, вдвое превышающей температуру нижнего слоя).
Чтобы устранить данный недостаток, используется увлажненный проутюжильник, с которого происходит испарение воды, что позволяет быстро пропарить несколько обрабатываемых слоев ткани. При нагревании материала происходит повышение температуры нескольких обрабатываемых слоев ткани. Увлажнение готовым паром равномерно нагревает ткань.
Для высушивания материала наиболее целесообразным и экономичным является отсос влаги и пара из ткани.
Влажно-тепловая обработка в зависимости от воздействия на ткань может выполняться тремя способами.
Глажение — это способ, при котором гладящая поверхность, нагретая до определенной температуры, перемещается по обрабатываемой поверхности ткани и одновременно оказывает на нее давление.
Прессование — способ, в котором материал сжимается между горячими поверхностями (подушек), не имеющими смещения друг относительно друга.
Пропаривание — способ, при котором обработка ткани осуществляется паром без давления горячей поверхности.
Глажение в основном выполняется утюгами, прессование — прессами, а пропаривание — на паровоздушных манекенах.
26. Столы утюжильные
Операции влажно-тепловой обработки полуфабрикатов и изделий разделяются на внутрипроцессные и окончательные, или отделочные. Отделочные влажно-тепловые операции выполняют в готовом изделии.
Внастоящее время применяются утюги, нагревающиеся паром и электричеством. Применение пара в утюгах дает возможность сочетания трех операции: увлажнения, глажения и отпаривания.
Вшвейной промышленности применяются утюги с электрическим, паровым и электропаровым нагревом. Все утюги классифицируются в зависимости от их массы; отечественные заводы выпускают утюги массой 2; 2,5; 3; 4; 6 кг.
Утюги и гладильные столы. Для выполнения влажно-тепловой обработки (получение складок, сборок, дублирования, отпаривания и др.) на труднодоступных участках швейных изделий применяют утюги: с электро- и паровым обогревом; пароэлектрические и электропаровые.
152
Таблица 8.
Режимы влажно-тепловой обработки материалов утюгом и на прессе
|
Температура |
Усилие |
Мас- |
Увлажне- |
|
Материал |
обработки, °С |
прессо- |
са |
ние, % |
|
|
|
вания, |
утю- |
массы |
|
|
на прес- |
утю- |
кПа |
га, кг |
материала |
|
се |
гом |
|
|
|
Чистошерстяной костюмный и |
180 |
180 |
30—120 |
2—6 |
|
пальтовый типа габардина |
|
|
|
|
|
Полушерстянойкостюмный с лав- |
150 |
160 |
30 |
2—6 |
20—30 |
саном |
|
|
|
|
|
Полушерстяной костюмный с |
150 |
160 |
30—50 |
2—6 |
20 |
нитроном |
|
|
|
|
|
Полушерстяной костюмный с |
140 |
150 |
30 |
2—6 |
20—30 |
лавсаном и вискозой |
|
|
|
|
|
Хлопчатобумажный нетканый |
140 |
160 |
10—20 |
1—2 |
Незначи— |
|
|
|
|
|
тельное |
Материал, дублированный поро- |
160 |
— |
50 |
— |
20—30 |
лоном |
|
|
|
|
|
Хлопчатобумажный и льняной |
140— |
190— |
15—100 |
6 |
20—30 |
|
160 |
200 |
|
|
|
Подкладочный хлопчатобумаж- |
140— |
160— |
15—100 |
2—6 |
20—30 |
ный и вискозный |
160 |
180 |
|
|
|
Подкладочный вискозно— |
— |
150— |
— |
2—6 |
— |
капроновый |
|
160 |
|
|
|
Гладильная поверхность в утюгах с электрообогревом нагревается с помощью электронагревательных элементов, а увлажнение полуфабриката осуществляется распылением воды на поверхности обрабатываемой ткани или предварительным ее увлажнением. Недостатком такого утюга является необходимость дополнительного нагревания материала после его увлажнения для испарения воды.
При использовании пароэлектрических утюгов увлажнение ткани осуществляется паром, который создается в парообразователе утюга. Недостаток такого утюга — необходимость периодического наполнения парообразователя водой, а также — периодической его очистки от накипи, образуемой при испарении воды в нем. Эти утюги (как и утюги с электрообогревом) наиболее распространены не только в промышленности, но и в быту.
В электропаровых утюгах для увлажнения полуфабриката по специальному шлангу подводится пар, а для повышения температуры нагревания гладильной поверхности утюга устанавливаются электронагревательные элемен-
153

ты. Для таких утюгов требуется устанавливать централизованные или индивидуальные парообразователи.
В утюгах с паровым обогревом нагревание материала и увлажнение полуфабриката осуществляются паром, подводимым по специальному шлангу к утюгу. Но при использовании таких утюгов ограничивается ассортимент обрабатываемых материалов.
Электропаровые утюги. В таких утюгах пар может поступать от утюжильного стола или индивидуального парогенератора. Техническая характеристика промышленного электропарового утюга с терморегулятором марки
УПП—М представлена ниже. |
|
Техническая характеристика электропарового утюга |
|
Напряжение питания, В |
220 |
Мощность, кВт |
1 |
Температура нагрева поверхности, °С |
100...240 |
Время нагревания гладильной поверхности |
|
утюга до температуры 200 °С, мин |
10 |
Перепад температуры гладильной поверхности, °С. |
10 |
Рабочее давление пара, МПа |
0,2...0,5 |
Расход пара, кг/с |
0,00083 |
Масса, кг |
2,4* |
Размеры, мм |
240 х 125 х 153 |
Допустимые отклонения |
±5%. |
Утюг УПП—М состоит из гладильной плиты 1, крышки 2, ручки 4, терморегулятора 5, переключателя 3, провода с вилкой 6 и паропроводного рукава
7
Рис. 88. Электропаровой утюг УПП—М
Гладильная плита 1 представляет собой сварную конструкцию из двух алюминиевых отливок и электронагревателя, расположенного в верхней части плиты. В нижней части гладильной плиты находится паровая камера, в которой технологический пар очищается от водяных капель и осушается.
154

Терморегулятор 5 может менять температуру гладильной поверхности. Необходимая температура устанавливается поворотом терморегулятора до совмещения указателя температуры на ручке утюга с символом, нанесенным на лимб терморегулятора.
Утюг УПП—М работает от сети с напряжением 220 В. Микропереключатель В (рисунок 88) выключает электромагнит парового клапана, установленного на утюжильном столе или гладильном прессе.
Электронагреватель утюга Эн (ТЭН—325—30 10/1,0 У1—220) включается и выключается автоматически, т.е. замыканием или размыканием контактов терморегулятора Тр при достижении гладильной плитой заданной терморегулятором температуры.
Парогенератор марки МП —4 предназначен для снабжения технологическим паром одного электропарового утюга и применяется на предприятиях сервиса и в мелкосерийном производстве. Техническая характеристика парогенератора представлена ниже.
Техническая характеристика парогенератора марки МП—4
Производительность, кг/ч |
1,6 |
Наибольшее давление пара, МПа |
0,3 |
Мощность, кВт |
2 |
Напряжение питания, В |
220 |
Время нагревания до рабочего давления, мин |
12... 15 |
Вместимость котла, л |
4 |
Размеры, мм |
410x220x245 |
Масса, кг |
12 |
Парогенератор состоит из следующих составных частей: корпуса 2, котла 1, предохранительного 9 и электроуправляемого 3 клапанов. Корпус 2 выполнен из прокатного профиля, на котором установлены основные составные части парогенератора.
Рис.89. Парогенератор марки МП—4
Котел 1 предназначен для выработки пара и представляет собой полый цилиндр, выполненный из двух частей и расположенный вертикально. В верх-
155

ней части котла расположены предохранительный 9 и электроуправляемый 3 клапаны, в нижней части котла размещен блок электронагревателей.
Предохранительный клапан 9 предназначен для автоматического выброса пара через пароотводный шланг в атмосферу, если давление пара превысит 0,35 МПа.
Электроуправляемый клапан 5 предназначен для избирательной циклической подачи пара от котла 1 к электропаровому утюгу 5.
По окончании запаса воды (пара) или работы парогенератора рубильник ящика с предохранителями отключает вводное напряжение с парогенератора и утюга.
Вода в котел наливается через пробку Пн (рисунок 90) и нагревается блоком электронагревателей. Давление пара можно контролировать по показаниям манометра М (см. рисунок 89, поз. 8). Предохранительный клапан КП обеспечивает выброс пара в атмосферу, если его давление в котле К превысит 0,35 МПа. Пар из котла через электроуправляемый клапан КЭ по шлангу поступает к электропаровому утюгу.
Электропаровой утюг
Рис.90. Схема парогенератора марки МП—4
К месту установки парогенератора должны быть подведены водопровод и электрическая сеть.
Отвернув пробку 4 (см. рисунок 90), в котел парогенератора заливают примерно 3,8 л воды, после чего пробку плотно завинчивают. Вилкой /0 парогенератор включают в сеть. Загораются сигнальные лампы 7. Рабочий режим работы парогенератора устанавливается за 12...15 минут.
При достижении в парогенераторе рабочего давления пара можно приступать к выполнению работы. Клавишу включения электроуправляемого клапана 3 не рекомендуется нажимать дольше 1,5...2 с, в противном случае возможен выход пара из котла.
Для поддержания предохранительного клапана в рабочем состоянии необходимо ежедневно продувать его кратковременным поднятием рукоятки клапана.
156

Объем воды в котле парогенератора по мере расхода пара через утюг уменьшается, давление пара понижается до 0...0,05 МПа. В этом случае датчик температуры отключает нагреватели от сети.
Для повторной заливки котла водой необходимо отключить парогенератор от сети, выпустить остатки пара из котла через предохранительный клапан, вывернуть пробку 4 залива воды и налить в котел новую порцию воды; снова завернуть пробку 4 и продолжить работу.
Парогенератор должен соответствовать техническим условиям и государственным стандартам по безопасности.
Парогенератор должен быть заземлен. На шкале манометра 8 парогенератора номинальное давление должно быть отмечено красной чертой.
Все ремонтные работы выполняются только при отключении парогенератора от сети и после остывания паровой системы.
Рабочее место утюжильщицы. Работающий с утюгом должен быть защищен от поражения током. Утюг должен быть правильно собран, проверен на нагрев и отсутствие замыкания тока на корпус утюга. Все токопроводящие контакты должны быть закрыты специальными ограждениями, а рубильник для включения и выключения утюга — кожухом. Изоляция шнура должна быть в полной исправности, шнур должен находиться в пружинной оплетке и не касаться ни утюга, ни поверхностей стола. Под ногами работающего должен быть деревянный настил или резиновый коврик.
Рис.91. Рабочее место утюжильщицы
Рабочее место для выполнения утюжильных работ должно иметь индивидуальное освещение 2 (см. рисунок 91). Подставка 3, на которую ставят утюг, должна быть изолирована и установлена на одном уровне с обрабатываемой деталью, чтобы работающий высоко не поднимал утюг. Для облегчения труда и
157
улучшения качества обработки изделия применяют деревянные колодки, форма и размер которых зависят от выполняемой операции. Колодка /, показанная на рисунке, применяется при разутюживании швов полочки. Увлажнение полуфабриката производят механическим опрыскивателем (пульверизатором) 4. Воду в опрыскиватель подводят от водопровода. На ручке опрыскивателя 4 расположен рычаг, нажимая на который работающий может пустить воду в головку опрыскивателя, снабженную распылителем. Из распылителя вода выходит в виде мелкой пыли.
Утюжильный стол марки СУ—М—1 предприятия АО «Орел— Легмаш» предназначен для влажно-тепловой обработки верхних изделий, например, для внутрипроцессной обработки пиджака, внутрипроцессной и окончательной обработки пальто и других изделий на предприятиях швейной промышленности, оборудованных технологическими установками по производству промышленного пара.
Техническая характеристика утюжильного стола марки СУ—М—1
Тип утюга |
электропаровой |
Способ получения пара |
централизованный |
Расход пара, кг/м |
6,0 |
Давление пара, МПа |
0,5 |
Температура нагревания подушки, |
|
не более, 'С |
100 |
Размеры подушки, мм: |
|
прямоугольной |
550x1250 |
универсальной |
450*1250 |
Способ управления отсосом |
педальный |
Размеры стола, мм |
1500 х 550(450) х 850 |
Масса стола, не более, кг |
100 |
Примечание. Подушка нагревается паром.
Стол утюжильный состоит из остова 3, подушки прямоугольной 4 (или другой формы в зависимости от заказа), подушки универсальной, блока педали 7, электропарового утюга 6, клапана электроуправления 5, вентилятора 2, электрооборудования 7. Остов предназначен для закрепления на нем основных узлов стола. Рабочие органы стола: прямоугольная 4 или универсальная подушки, электропаровой утюг 6 и вентилятор 2.
Подушка нагревается паром и имеет устройство для отсоса пара. Пропаривание утюгом осуществляется посредством электромагнитного клапана, управляемого от кнопки, установленной на ручке утюга.
В столе имеется педаль 1, предназначенная для отсоса пара из подушки с помощью вентилятора, а также для сушки изделий.
Система паропровода снабжена вентилями для отключения подушки и всего стола от паропровода 8, а также имеется вентиль для продувки системы. По трубопроводу 9 происходит отвод конденсата, а по трубопроводу 10 — сброс конденсата из подушки.
158
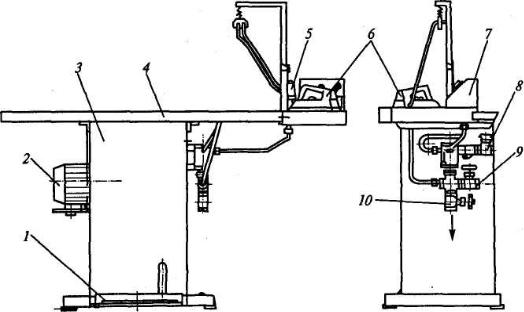
Рис.92. Утюжильный стол модели СУ—М—1
Электрооборудование стола включает в себя шкаф электрический с аппаратурой, к которой относятся электромагнит, микропереключатель В (см. рисунок 92), установленные на утюге.
Выключателем напряжение подается на электроаппаратуру, и загорается лампочка «Сеть». Утюг нагревается, и его температура стабилизируется терморегулятором Тр, периодически включающим и отключающим электронагреватель Эн. Нажатием микропереключателя В включается электромагнит клапана
иосуществляется подача пара. При нажатии на педаль на выключателе В включается пускатель и двигатель привода вентилятора.
Пар из цеховой магистрали через вентиль по трубопроводу 8 (см. рисунок 92) поступает в парораспределитель к подушке, а затем отработанный пар в виде конденсата отводится в обратную паровую систему по трубопроводу 9. Во время пропаривания утюгом выключается электромагнитный паровой клапан.
Глажение утюгом сопровождается одновременным увлажнением обрабатываемой поверхности паром, поступающим из утюга при нажатии микропереключателя, установленного на ручке утюга.
Нажатием на педаль 1 включается вентилятор 2 и происходит отсос пара
ивлаги из рабочей зоны.
Вопросы для самопроверки
1.Из чего состоит утюжительный сто и рабочее место утюжительницы?
2.Как классифицируются утюги?
3.Для каких целей используют парогенераторы?
159