

практическая (Данила)
.docxЛАБОРАТОРНО-ПРАКТИЧЕСКОЕ ЗАНЯТИЕ № 6
ХАРАКТЕРИСТИКА И КОНСТРУКЦИЯ МЕХАНИЗМА ЧЕЛНОКА ШВЕЙНОЙ МАШИНЫ ЧЕЛНОЧНОГО СТЕЖКА ОБЩЕГО НАЗНАЧЕНИЯ
Цель занятия. Выполняя практические задания, ознакомиться с устройством механизма челнока, регулировкой и смазкой механизма, разборкой и установкой челночного комплекта машин I022M, 97 и 131-12+3 кл. ОАО «Орша».
Оборудование, инструмент и материалы. Швейные машины I022M, 97 или 131-12+3 кл. или макет механизма челнока ротационного типа, отвертки средняя и малая, ветошь (50 г), масленка, емкость под отработанное масло, масло марки «Индустриальное 20» (0,5 л), образцы ткани размерами 10 х 20 см (2 шт.), нитки (2 бобины). Плакаты и схемы механизмов челнока швейной машины челночного стежка.
Последовательность выполнения задания. Изучите по наглядному пособию устройство и работу механизма челнока машины 1022М, 97 или 131-12+3 кл. ОАО «Орша». Проверьте по масло- указателю уровень масла в картере в швейной машине 1022М кл. Снимите челночное устройство, разберите и изучите его устройство и снова соберите его. Выкрутите пробку картера и слейте масло. Снимите крышку картера и изучите конструкцию механизма челночного устройства. Проверьте качество фитиля, прикрепляемого к втулке. При необходимости промойте его и вновь закрепите. Закрепите крышку картера, установите пробку и залейте масло в картер. На холостом ходу работы машины проверьте и отрегулируйте подачу масла к челночному устройству. Соберите прочищенное челночное устройство и установите его на челночном валу. Отрегулируйте положение носика челнока по игле, проверьте работу машины. Смажьте механизм челночного устройства. Выполните пробную строчку на швейной машине. Ознакомьтесь с устройством механизма челночного устройства машин 97 и 131-12+3 кл. ОАО «Орша».
Правила безопасного выполнения задания. Руководствуйтесь общими правилами безопасного проведения ремонтуо-монтажных работ.
Конструкция механизма челночного устройства. Используя наглядные пособия (плакаты, конструктивные и кинематические схемы), изучите конструкцию механизма челночного устройства швейных машин общего назначения челночного стежка и ознакомьтесь с назначением его деталей. По схеме процесса образования челночного стежка установите, каким образом шпуледержа- тель с шпульным колпачком и челночной ниткой обходит игольная петля на основных стадиях образования стежка.
Челночное устройство. Снимите винты крепления корпуса челночного устройства и установочного пальца.
Выньте шпульный колпачок 6 (рис. 2.8) из корпуса челночного устройства 7 и, используя наглядное пособие (плакат, конструктивную схему), определите детали на шпульном колпачке. Выясните способ установки шпульки в шпульном колпачке, регулировки натяжения и заправки челночной нитки.
Снимите крепления тремя винтами накладного полукольца к корпусу и извлеките из устройства шпуледержатель. Освободите от крепления к корпусу накладную пластину. Проверьте качество обработки поверхностей деталей устройства, с которыми контактирует при образовании стежка игольная нитка: носик челнока, внешний контур шпуледержателя 5, боковая грань накладной пластины и передняя поверхность (на которой располагается защелка) шпульного колпачка. Поверхность деталей не должна иметь шероховатостей и должна быть отполирована до блеска. Носик челнока должен быть заострен. При наличии шероховатостей на
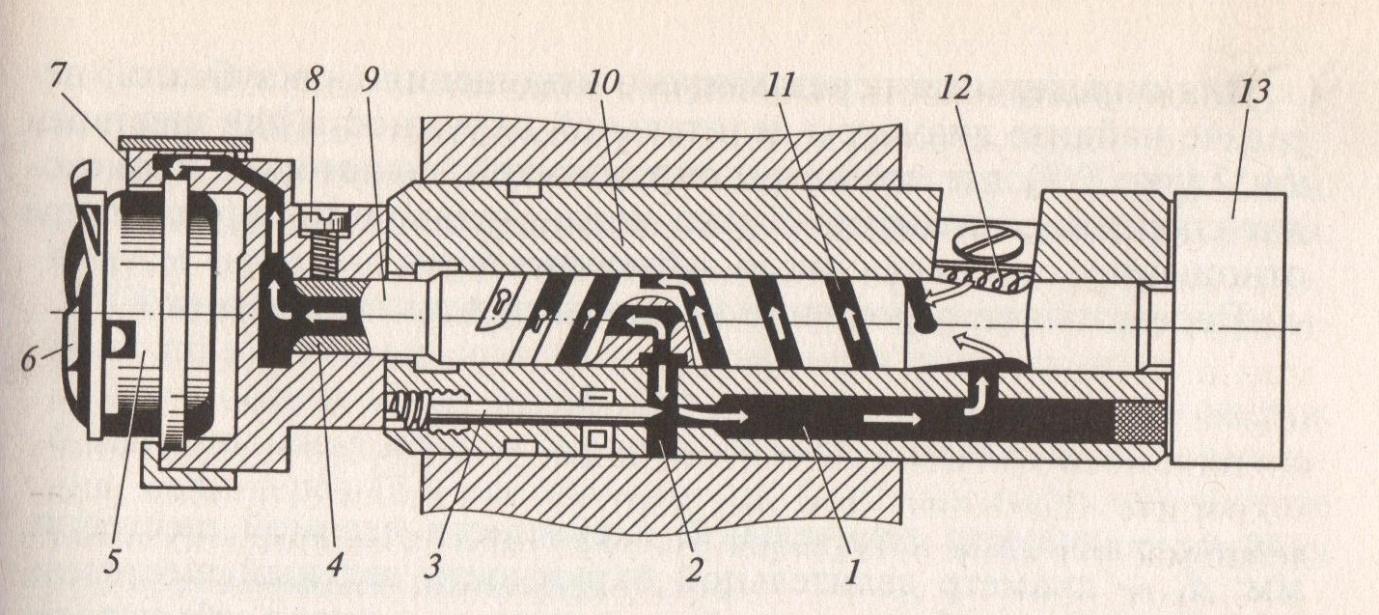
Рис. 2.8. Конструкция механизма челночного устройства швейной машины 1022М кл.
1 — канал возврата масла; 2 — отверстие отвода масла; 3, 8 — винты; 4 — осевое отверстие; 5 — шпуледержатель, 6 — шпульный колпачок; 7 — корпус челночного устройства; 9 — челночный вал; 10— втулка; 11 — спиралевидный канал на валу; 12 — фитиль; 13 — шестерня
поверхности произведите шлифование и полирование на полировочном круге.
Соберите челночное устройство в обратном порядке. После установки шпуледержателя в устройство и закрепления накладного полукольца определите легкость его хода. Не допускается при удержании одной рукой шпуледержателя второй рукой поворачивать корпус устройства. При вращении деталей не должно быть заклинивания или заедания деталей.
Для исследования устройства привода челночного вала необходимо выкрутить пробку картера И слить масло. Далее снять крышку картера и изучить конструкцию механизма привода челночного устройства.
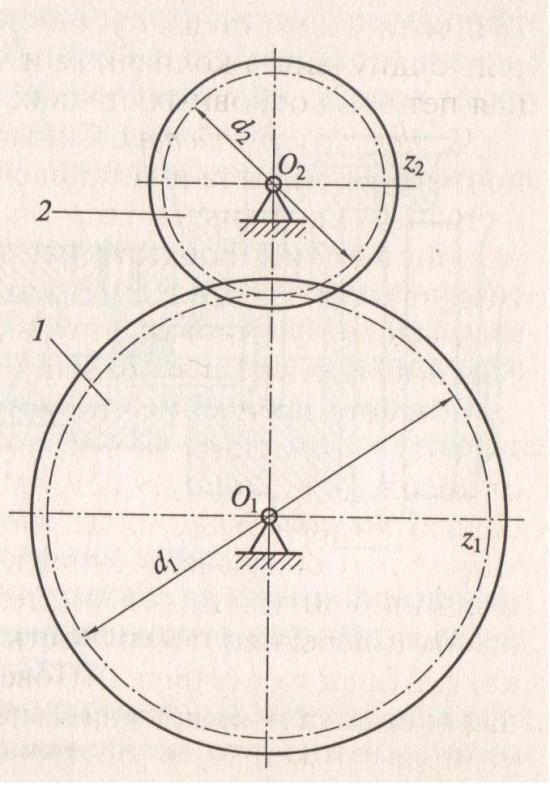
Рис. 2.9. Определение параметров зубчатой передачи механизма челночного устройства:
/ — ведущая шестерня; 2 — ведомая шестерня; — диаметр делительной окружности ведущей шестерни; d2 — диаметр делительной окружности ведомой шестерни; zi — число зубьев ведущей шестерни; z2 — число зубьев ведомой шестерни
Для определения передаточного отношения /12 в зубчатой передаче найдите диаметры делительной окружности для шестерен 1 и 2 (рис. 2.9), т.е. диаметры окружностей, по которым происходит сцепление шестерен. Также можно установить передаточное отношение, определяя число зубьев шестерен.
Передаточное отношение /12 определите из выражения
_d2 _ z2
112 -~Г ~ —» d\ Z\
где d-i — диаметр делительной окружности ведомой шестерни, мм; d\ — диаметр делительной окружности ведущей шестерни, мм; ^2 — число зубьев ведомой шестерни; ц — число зубьев ведущей шестерни.
Если измерения выполнены верно, то передаточное отноше- 1
ние /,2 =-.
Смазка челночного устройства. Проверьте качество фитиля, прикрепляемого к втулке. При необходимости промойте его и вновь закрепите. Закрепите крышку картера, установите пробку и залейте масло в картер.
На холостом ходу работы машины проверьте и отрегулируйте подачу масла к челночному устройству. Количество масла регулируется в машинах 1022М кл. винтом 3 (см. рис. 2.8), а в машине 131-12+3 кл. — винтом 1 (рис. 2.10). При завинчивании винта количество подаваемого масла уменьшается. В машине 131-12+3 кл. мас-
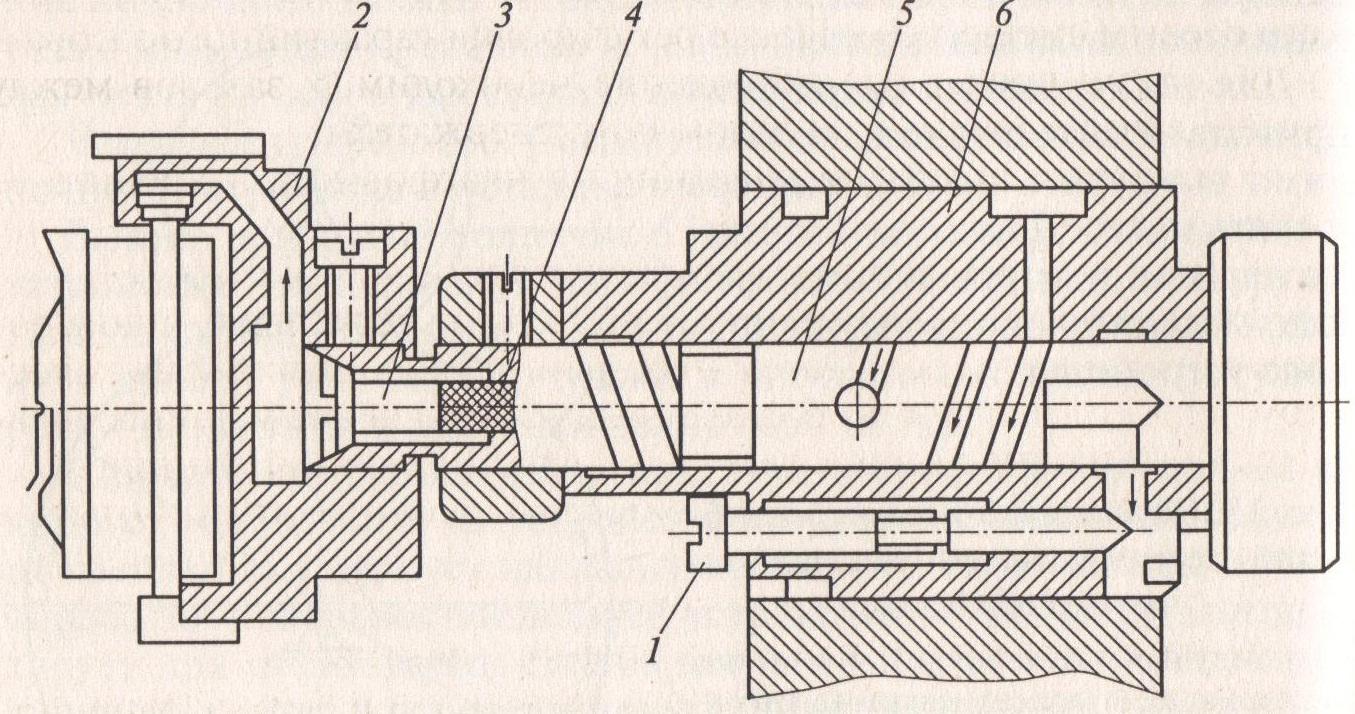
Рис. 2.10. Схема смазки челночного устройства швейной машины
131-12+3 кл.:
1, 3 ■— винты; 2 — корпус челночного устройства; 4 — фитиль; 5 — челночный
вал; 6 — втулка
ло, подаваемое в челночное устройство, регулируется штуцером (см. рис. 2.10).
Для нормальной подачи масла винт 3 (см. рис. 2.8) или 1 (см. рис. 2.10) нужно сначала ввернуть в челночную втулку до отказа, а затем вывернуть на 2,5 оборота.
Объем масла, подаваемого к челночному устройству, определяют при максимальной частоте вращения главного вала.
Если подачу масла проверяют при снятом челноке, то листок бумаги подносят к торцу челночного вала. Подача масла нормальная, если через 15 с работы машины при максимальной частоте вращения главного вала на бумаге образуется масляная сплошная полоска шириной примерно 15 мм.
Если подачу масла проверяют при установленном челноке, то листок бумаги подкладывают под челнок и удерживают его неподвижно в течение 15 с. При нормальной подаче масла на бумаге останутся две масляные полоски шириной 2 мм.
Наладка механизма челночного устройства. Для удобства наладки механизма желательно предварительно снять игольную пластину, собрать прочищенный челночный комплект и установить его на челночном валу.
Отрегулируйте положение носика челнока относительно иглы (см. рис. 2.4). При регулировании своевременности подхода носика челнока к игле требуется учесть величину S подъема (см. табл. 2.1) на образование петли игольной нитки не менее 1,5 мм.
При установке гарантийного зазора А = 0,1 мм (см. рис. 2.4) между носиком 2челнока и иглой / после ослабления винта <?(см. рис. 2.8) крепления корпуса челночного устройства 7регулируйте его осевым смещением. После регулировки гарантийного зазора А необходимо проверить соблюдение необходимых зазоров между установочным пальцем и пазом шпуледержателя.
Установите игольную пластину на платформе и закрепите ее двумя винтами.
С помощью масленки смажьте челночное устройство.
Работоспособность механизма проверяют несколькими поворотами шкива вручную, а затем пробным пуском машины на холостом ходу. Правильность сборки и наладки механизма машины определяют, выполняя строчки на материалах различной толщины.
Приведите в порядок рабочее место. Оформите отчет. Ответьте на контрольные вопросы.
В отчете необходимо представить:
-
наименование и цель выполнения занятия;
-
схему механизма челночного устройства швейной машины;
-
краткое описание механизма челночного устройства швейной машины и особенности его смазки;
-
действительное передаточное отношение /|2 в зубчатой передаче;
-
описание регулировки носика челнока относительно иглы.
Контрольные вопросы
-
Какие детали механизма челнока вы знаете?
-
Как регулируется положение носика челнока в его механизме?
-
Дайте определение передаточного отношения в зубчатой передаче в механизме челнока.
-
От каких технологических параметров зависит регулировка своевременности подхода носика челнока к игле?
-
Как регулируется объем подачи масла к челночному устройству?
Рекомендуемая для подготовки к занятию литература: 1, с. 65 — 70,
73-83, 86, 87; 2, с. 33-37, 51-54; 8, с. 86, 106.
ЛАБОРАТОРНО-ПРАКТИЧЕСКОЕ ЗАНЯТИЕ № 8
ХАРАКТЕРИСТИКА И КОНСТРУКЦИЯ УЗЛА РЕГУЛИРОВАНИЯ ДЛИНЫ СТЕЖКА В ШВЕЙНОЙ МАШИНЕ ЧЕЛНОЧНОГО СТЕЖКА ОБЩЕГО НАЗНАЧЕНИЯ
Цель занятия. Выполняя практические задания, ознакомиться с устройством, работой, регулировкой и техническими приемами смазки регулятора величины длины стежка машин 1022М, 97 и 131-12+3 кл. ОАО «Орша».
Оборудование, инструмент и материалы. Швейные машины 1022М, 97 или 131-12+3 кл. или макеты их механизмов. Отвертка средняя, плоскогубцы, гаечный ключ, молоток, выколотка медная, ветошь (50 г), масленка, образцы ткани размерами 10x20 см (2 шт.), нитки (2 бобины). Плакаты и схемы механизма перемещения рейки швейной машины челночного стежка.
Последовательность выполнения задания. Изучите устройство и работу регулятора величины стежка вышеуказанных машин. Исследуйте устройство, работу и места смазки узла для обратного хода зубчатой рейки машины 1022М кл. ОАО «Орша», устройство и регулировку величины стежка машины 97 кл. Ознакомьтесь с
работой и смазкой узла регулирования величины стежка и для обратного хода зубчатой рейки в машине 97 кл. Закрепите навыки в регулировке длины стежка и установлении машинных закрепок рычагом обратного хода.
Правила безопасного выполнения задания. Руководствуйтесь общими правилами безопасности ремонтно-монтажных работ.
Конструкция механизма перемещения рейки. Для исследования узла регулирования длины стежка в механизме перемещения рейки необходимо выкрутить пробку картера и слить масло. Далее снять крышку картера и изучить конструкцию механизма перемещения рейки.
Используя наглядные пособия (плакаты, альбом схем, конструктивные и кинематические схемы), изучите конструкцию узла регулирования длины и обратного хода рейки механизма перемещения рейки швейной машины общего назначения челночного стежка и ознакомьтесь с назначением его деталей. По кинематической схеме определите узел регулирования длины стежка механизма перемещения рейки и состав его деталей. Освойте возможные способы регулирования длины стежка в швейных машинах.
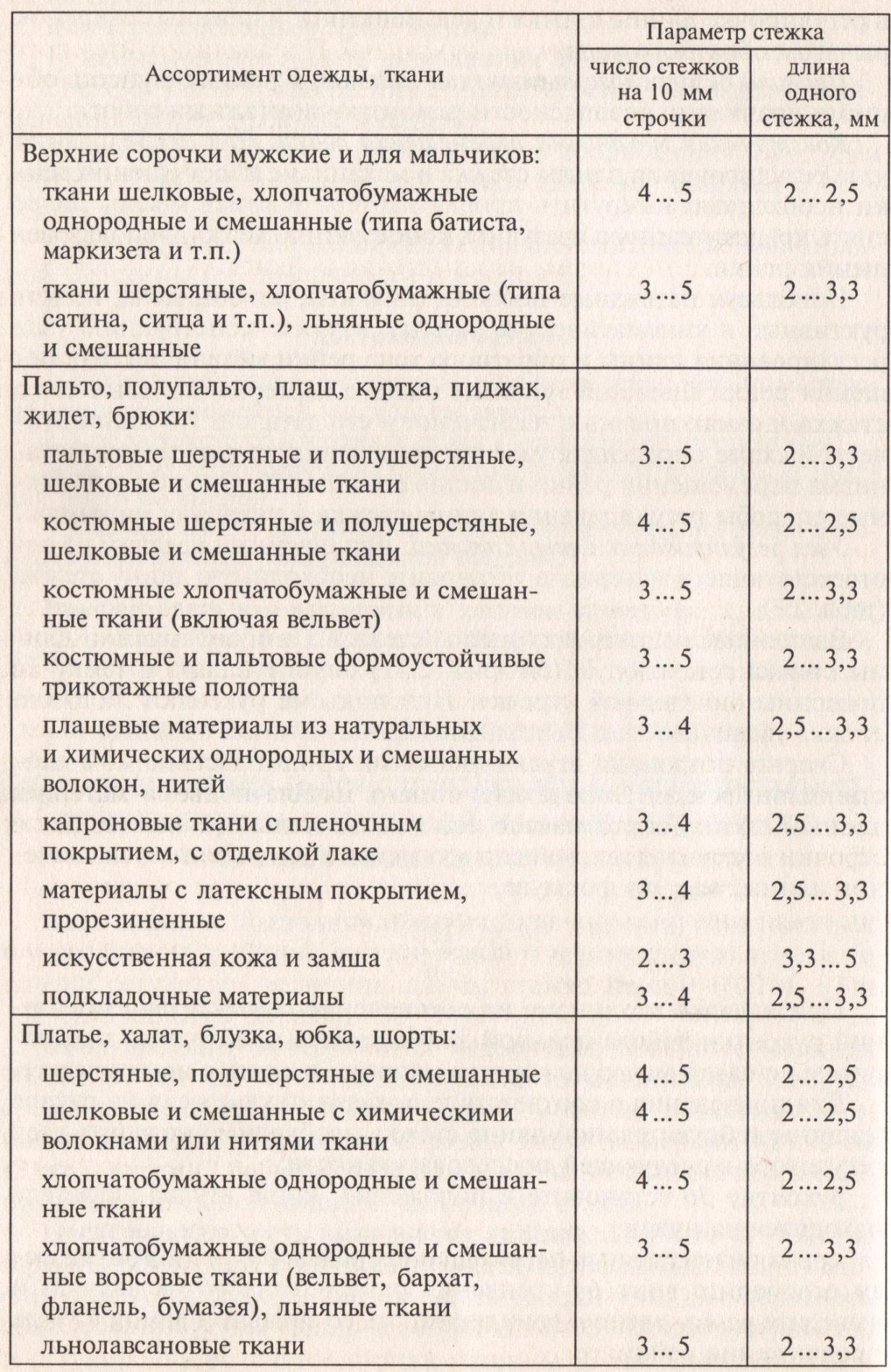
Узел регулирования длины стежка. Для швейных изделий из соответствующего материала установите необходимую длину стежка (табл. 2.3).
Выполните регулировку длины стежка. При уменьшении длины стежка рукоятку 30 (см. рис. 2.11) опустите вниз и гайку 26 поверните по часовой стрелке. При подъеме рукоятки 30 длина стежка увеличивается. Выполните строчку длиной не менее 10 см.
Сверьте показания втулки-указателя 25 на пластине 24 с действительным значением длины стежка. Действительное значение длины / стежка определяется по выполненной строчке: на 10 см строчки подсчитывается число п стежков и рассчитывается значение длины, мм, по формуле,
7 100 п
При наладке механизма на обеспечение соответствия показаний рукоятки действительной длине стежка необходимо предварительно слить масло из картера машины и снять с него крышку.
Для приведения в соответствие показаний указателя на рукаве машины действительной длине стежка необходимо наладить узел регулятора в следующей последовательности:
рукоятку 30 установите в положение, когда втулка-указатель находится на нуле;
при горизонтальных перемещениях рейки 8 в игольной прорези освободите винт 64 крепления рамки-звена 66 на валу 38 и выведите рамку-звено в одну плоскость со звеньями рамок 65 узла продвижения рейки;
Таблица 2.3. Частота челночной строчки при изготовлении швейных
изделий
закрепите винт 63 крепления рамки-звена 66 на валу 38.
Проверьте наибольшую длину стежка при выполнении закрепки в строчке (при обратном ходе рейки).
Исследование конструкции механизма. Проанализируйте способы смазки деталей механизма перемещения рейки по расположению в картере и вне его, а также по их конструктивному исполнению.
Выясните состав узла регулятора длины стежка и наименование его деталей.
Определите способ регулирования длины стежка, использованный в данном механизме перемещения рейки.
Постройте кинематическую схему узла регулирования длины стежка.
Закрепите крышку картера, установите пробку и залейте масло в картер. Проверьте уровень масла в картере и добавьте его до необходимого уровня.
Смажьте с помощью масленки детали узла регулятора длины стежка.
Аналогичным образом исследуйте конструкцию механизма перемещения рейки в швейных машинах челночного стежка общего назначения.
Работоспособность механизма проверяют сначала несколькими поворотами шкива вручную, а затем пробным пуском машины на холостом ходу. Правильность сборки и наладки механизма машины определяют, выполняя строчки на материале принятой толщины.
Изучите процесс перемещения материала механизмом перемещения рейки. Определите момент начала подъема материала рейкой. Установите начало его горизонтального перемещения. Проверьте отсутствие обратного перемещения материала вследствие выхода рейки над игольной пластиной при общем транспортировании материала от оператора.
Приведите в порядок рабочее место. Оформите отчет. Ответьте на контрольные вопросы.
В отчете необходимо представить:
-
наименование и цель выполнения занятия;
-
кинематическую схему узла регулирования длины стежка механизма перемещения рейки швейной машины;
-
краткое описание устройства узла регулирования длины стежка механизма перемещения рейки швейной машины и особенности его смазки;
-
описание технических приемов регулировки соответствия показаний рукоятки действительному значению длины стежка при выполнении строчки;
-
описание технических приемов регулировки величины стежка в стачивающих машинах.
Контрольные вопросы
-
Какие детали узлов продвижения и подъема рейки механизма перемещения рейки швейной машины вы знаете?
-
Как регулируется длина стежка в швейной машине 1022-М кл.?
-
От каких технологических параметров зависит регулировка положения рейки по высоте?
-
Как смазывают детали узлов регулирования длины стежка и продвижения рейки механизма перемещения рейки швейной машины?
-
Как проверяют соответствие показаний рукоятки регулятора стежка действительной длине стежка?
Рекомендуемая для подготовки к занятию литература: 1, с. 110, 120 — 124, 131- 133; 2, с. 37-40, 55-59; 8, с. 91, 107- 109.
ЛАБОРАТОРНО-ПРАКТИЧЕСКОЕ ЗАНЯТИЕ № 14
ЭЛЕКТРОПРИВОД ШВЕЙНОЙ МАШИНЫ ОБЩЕГО НАЗНАЧЕНИЯ С АВТОМАТИЗИРОВАННЫМ ВЫПОЛНЕНИЕМ ВСПОМОГАТЕЛЬНЫХ ПРИЕМОВ
Цель занятия. Выполняя практические задания, изучить конструкцию и работу электрофрикционного привода, освоить навыки управления швейными машинами челночного стежка общего назначения при использовании электрофрикционного привода к ним.
Оборудование, инструмент и материалы. Швейная машина 31- 12+100 кл. с автоматизированными функциями в управлении. Автоматизированный электропривод, нитки (3 катушки), образцы ткани размерами 10 х 20 см (3 шт.), отвертки, толстомер, гаечный ключ, плоскогубцы, молоток, ветошь (100 г), масленка, секундомер.
Последовательность выполнения задания. Исследуйте систему управления швейной машиной 31-12+100 кл. ОАО «Орша» автоматизированным приводом, ее структурные элементы и их функции. Освойте общее устройство позиционного привода. Ознакомьтесь с установкой привода и позиционного датчика, с работой панели управления швейной машиной. Определите приемы задания и управления автоматизированными функциями швейной машины с позиционным электроприводом. Оформите отчет.
Правила безопасного выполнения задания. Необходимо изучить инструкции по охране труда для оператора швейных машин и при выполнении лабораторно-практических работ, технику безопасности при работе с электроприводами к швейным машинам.
Прежде чем приступить к работе на машине с автоматизированным приводом и выполнением вспомогательных приемов в автоматизированном режиме, изучите инструкцию по ее эксплуатации.
При стачивании тканей машиной нельзя на пульте изменять выбранный рисунок и заданное число стежков. Пульт управления
Таблица 3.1. Автоматизированные функции и символы, обозначающие их
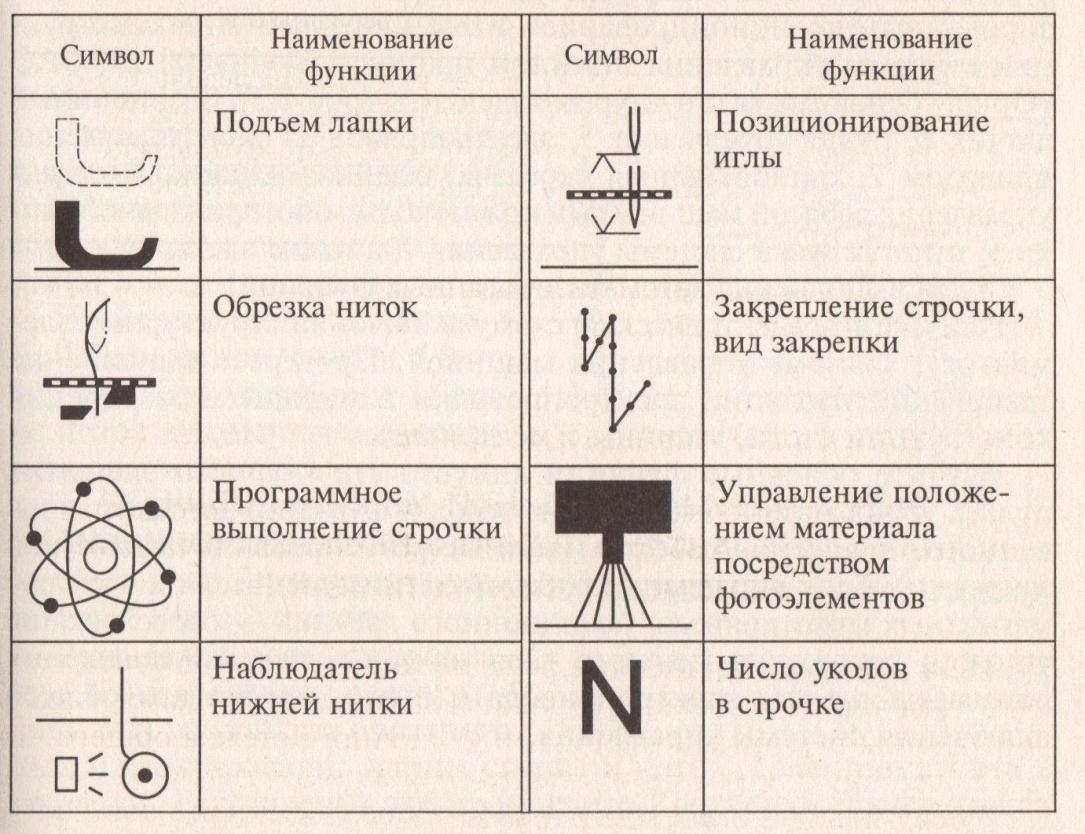
хранит информацию в течение двух недель, затем информация постепенно исчезает (если электропривод машины не включается в электросеть). Для полной зарядки встроенной аккумуляторной батареи необходимо 8 ч.
При работе машины нельзя поднимать прижимную лапку.
Система управления швейной машины с автоматизированным приводом. Наименования автоматизированных функций при использовании позиционного электропривода с дополнительными устройствами к швейной машине представлены в табл. 3.1.
Автоматизация в выполнении основных и вспомогательных приемов операции может осуществляться за счет применения дополнительных механизмов и устройств в конструкции машины и ее привода. Применение позиционного привода позволяет выполнить автоматизацию приемов за счет фиксации позиционным датчиком угла поворота главного вала и моментов начала и окончания работы машины. В современных машинах системы управления их работой обычно совмещены с системой управления электроприводом машины. Пульт, блок и педаль управления электроприводом также служат и для управления дополнительными устройствами по выполнению автоматизированных функций.
Конструкция и устройство системы управления. Изучите структуру системы управления работой швейной машины с автоматизированным позиционированием иглы. Определите на конструкции системы управления швейной машиной 31-12+100 кл. ОАО «Орша» основные ее структурные элементы (рис. 3.3): позиционный датчик 6, пульт управления 5, электропривод 2, блок управления приводом 1, клиноременная передача, швейная машина 4, педаль управления работой машины 10 ж коленоподьемник прижимной лапки 9, пульт запуска системы управления 7, а также электромагниты 3 и 8 для выполнения автоматизированных функций.
Рассмотрите электрическую схему включения структурных элементов в системе управления машиной. Проверьте выполнение требований изоляции электропроводки в машине и заземления конструкции стола, машины и ее привода.
Изучите основные функции каждого структурного элемента: пульта управления — задание режимов и функций автоматизированного управления работой машины (регулирование параметров закрепки); блок управления работой электродвигателя и электромагнитных муфт привода; позиционного датчика — отслеживание углового положения главного вала машины, педаль управления режимами работы электропривода и пульт запуска для общего включения системы управления.
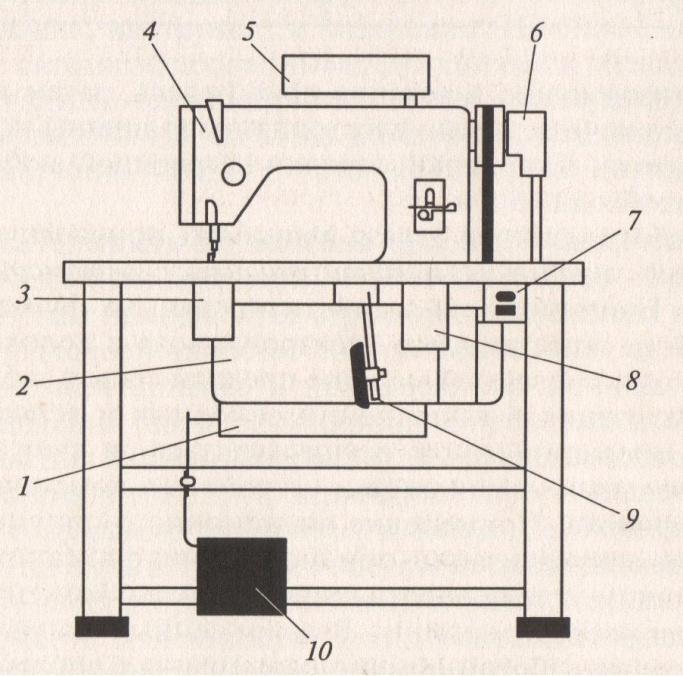
Рис. 3.3. Внешний вид автоматизированного привода швейной машины:
1 — блок управления; 2 — электропривод; 3, 8 — электромагниты; 4 — швейная машина; 5 — пульт управления; 6— позиционный датчик; 7— пульт запуска; 9 — коленоподьемник; 10 — педаль
Ознакомьтесь с установкой позиционного датчика на шкиву машины. Изучите основные функции клавишей пульта управления (см. табл. 3.1).
Рассмотрите установку электромагнитов для выполнения автоматизированных функций: обрезки ниток, выполнения закрепки и подъема лапки.
Проверьте наличие зазора в 1... 1,5 мм между штоком 1 (рис.
3.4) привода устройства обрезки ниток и толкателем 4, срабатывающего от штока электромагнита 5 для обрезки ниток. При его несоответствии необходимо ослабить винт 2 и повернуть толкатель 4. Винт 2 затяните.
Установите соответствие зазора в 0,5 мм между роликом 4 (рис. 3.5) устройства обратного хода и регулирования длины стежка и пятой 3 электромагнита 2 закрепки. Регулировка электромагнита 2 закрепки производится при максимальной длине стежка и отсоединенном жгуте от блока управления электроприводом. Ослабьте гайку 1 вращением магнита 2, установите зазор между роликом 4 и пятой 3. Зажмите гайку 1. После регулировки разъем жгута вставьте в соответствующий разъем пульта управления приводом.
Исследуйте регулировку высоты подъема прижимной лапки электромагнитом. Поднимите прижимную лапку рычагом ручного подъема. Поднимите шток 1 (рис. 3.6) в верхнее положение, заворачивая болт 3 в стержень 4 электромагнита 5 так, чтобы прижимная лапка поднималась с помощью электромагнита на 0,1... 0,2 мм выше, чем при ручном подъеме. При этом рычаг коленоподъемника должен опуститься под собственным весом. Зажмите контргайку 2.
Работа и исследование системы управления. Запуск и останов машины. Выполните пробный краткосрочный пуск и останов работы швейной машины на холостом ходу. Включите через пульт электропривод машины. Установите на пульте управления функцию позиционирования иглы в крайнее верхнее положение иглы. Задайте на пульте управления функцию автоматического подъема прижимной лапки, нажав на соответствующую клавишу.
При наличии функции автоматической обрезки ниток проверьте работоспособность ножей и их безотказность при обрезке ниток. Установите функцию обрезки ниток.
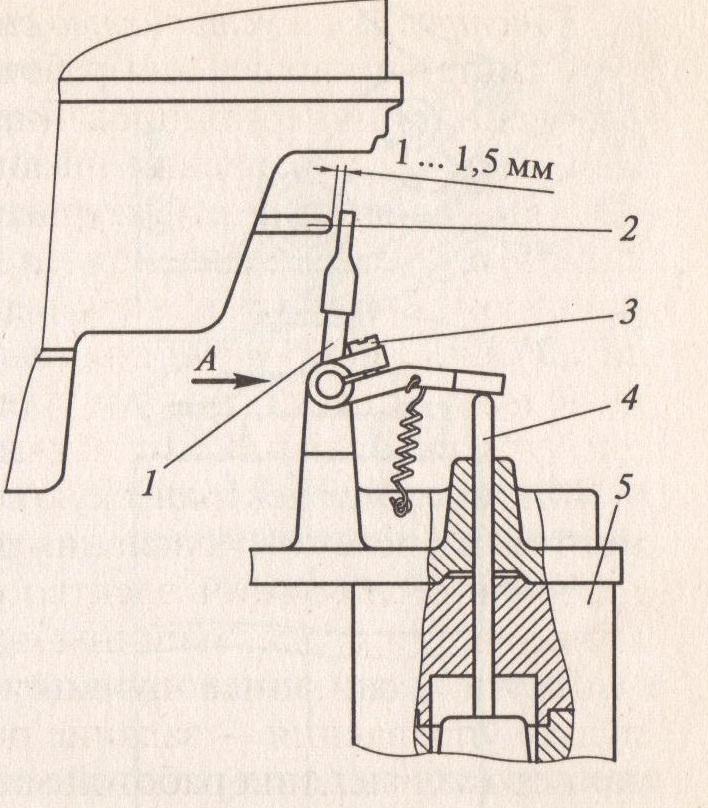
Рис. 3.4. Электромагнит обрезки ниток:
1 — шток; 2 — винт; 3 — стержень; 4 — толкатель; 5 — электромагнит
Проведите исследование работы автоматизированного привода. Переведите педаль из исходного положения 3 (рис. 3.7) в первое рабочее 4. Проверьте направление вращения главного вала машины и его соответствие принятому для данного класса швейной машины. Для швейной машины 31-12+100 кл. вращение главного вала должно быть в сторону от оператора. При работе электропривода не должно быть посторонних шумов. Увеличьте частоту вращения главного вала, переведя педаль в положение 5. Остановите машину, нажав пяткой на педаль, пройдя нейтральное положение 3, в приводе начинает работать тормоз, который замедляет скорость вращения главного вала машины до 200 мин"1 и игла выходит в ее верхнее (или нижнее) положение. Переведите педаль в положение 2 и проследите за подъемом лапки. Отжав педаль в верхнее положение 7, включите обрезку ниток.
При наличии на пульте управления автоматической функцией выполнения закрепки задайте ее, нажав на соответствующую клавишу на пульте. Укажите вид закрепки и число стежков в закрепке.
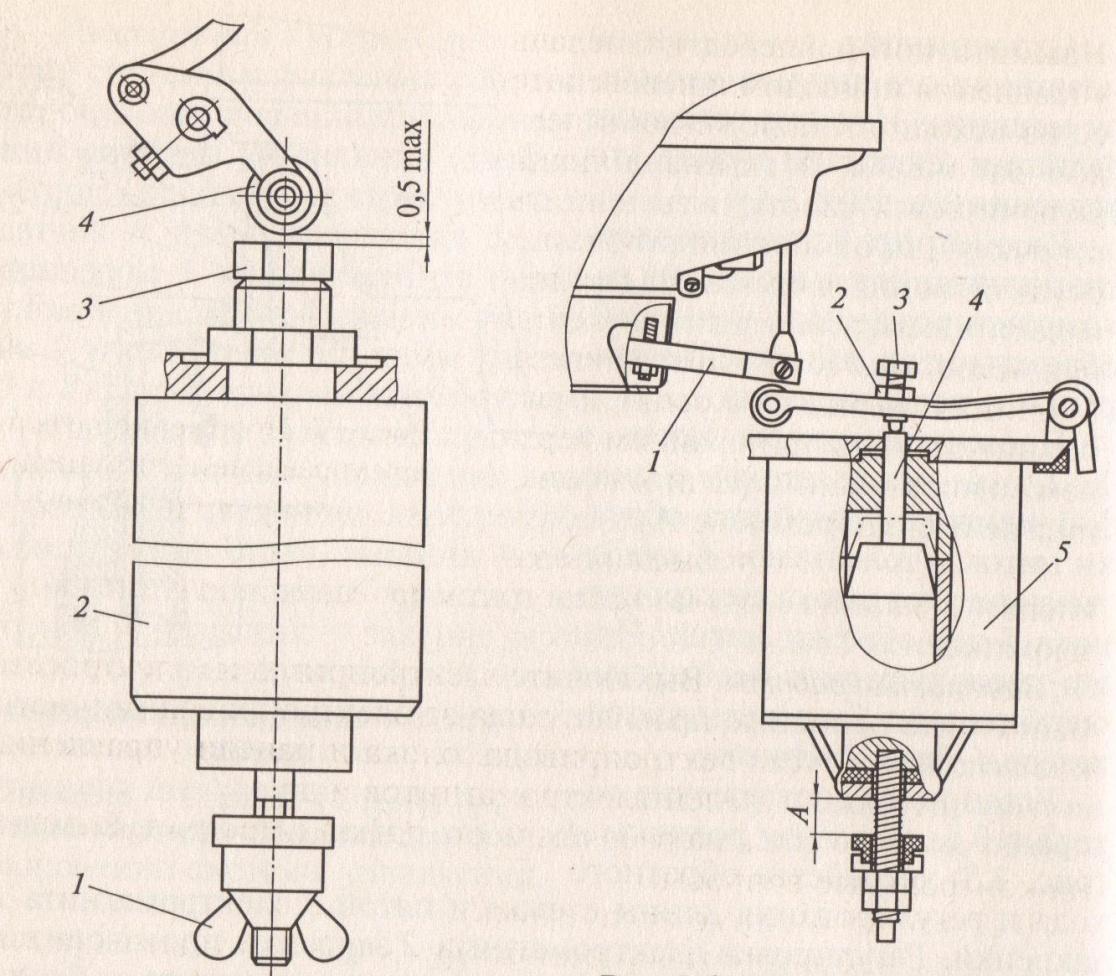
Рис. 3.6. Электромагнит подъема прижимной лапки машины 1 — шток; 2 — контргайка; 3 — болт; 4 — стержень; 5 — электромагнит
Рис. 3.5. Электромагнит закрепки:
1 — гайка; 2 — электромагнит; 3 — пята; 4 — ролик
Нажмите ногой вперед на педаль управления приводом и переведите ее из исходного положения в первое рабочее 4. Машина должна включиться в работу и выполнить строчку. Для окончания строчки и осуществления закрепки на ней переведите педаль назад в положение над исходным (в крайнее верхнее).
Машина совершит закрепку и выполнит останов при крайнем верхнем положении иглы (если эта функция не была отменена).
Рассмотрите различные виды закрепки в машине. Сделайте программирование числа стежков в закрепке.
Завершение работы. Выключите электропривод из электросети. Выполните основные правила ухода за электроприводом: чистку кисточкой корпуса электропривода, блока и панели управления, смазку трущихся деталей электромагнитов и др.
Наведите порядок на рабочем месте. Оформите отчет. Ответьте на контрольные вопросы.
В отчете необходимо представить:
-
описание автоматизированных функций с автоматизированным приводом и управлением швейной машиной;
-
требования безопасности эксплуатации позиционного привода швейной машины;
-
структурную схему автоматизированной швейной машины;
-
рисунок пульта управления машиной и назначение основных клавиш на пульте;
-
описание приемов управления работой швейной машины с автоматизированными функциями;
-
рисунок положения педали на различных этапах работы швейной машины.
Контрольные вопросы
-
Как оператор управляет частотой стачивания деталей на швейной машине с позиционным приводом?
-
Как осуществляется наладка машины на останов машины в крайнем верхнем положении иглы?
-
Как установить параметры закрепки при стачивании деталей на швейной машине?
-
Как можно остановить машину с позиционным приводом и автоматизированными функциями?
Рекомендуемая для подготовки к занятию литература: 1, с. 33 — 49; 8, с.
177-180.
Рис. 3.7. Положение педали при управлении автоматизированным приводом