

19. Основные виды контроля сварных соединений.
ГОСТ 3242. Контроль сварных соединений: чтобы не слить заказчику какое-то говно.
Р азрушающие
методы контроля (РК) проводят чрезвычайно
редко на самих сварных соединениях,
чаще — на образцах-свидетелях (специально
заваренные образцы при тех же условиях,
что и сами изделия). К РК относят
механические испытания, металлографические
исследования, коррозионные испытания.
Результаты контроля непосредственно
характеризуют качество, надежность,
прочность соединения.
азрушающие
методы контроля (РК) проводят чрезвычайно
редко на самих сварных соединениях,
чаще — на образцах-свидетелях (специально
заваренные образцы при тех же условиях,
что и сами изделия). К РК относят
механические испытания, металлографические
исследования, коррозионные испытания.
Результаты контроля непосредственно
характеризуют качество, надежность,
прочность соединения.
Неразрушающие методы контроля (НРК). К НРК относят технический осмотр (внешний осмотр и измерения), радиационный контроль (контроль рентгеновскими и гамма-лучами), акустический, магнитный, капиллярный, контроль течеисканием. Важно рациональное сочетание.
(подробнее про РК и НРК — стр. 148, Стеклов О. И. — Основы сварочного произ-ва)
20. Устройство сварочного трансформатора.
Для дуговой сварки используют как переменный, так и постоянный сварочный ток. В качестве источника переменного сварочного тока применяют сварочные трансформаторы, а постоянного — сварочные выпрямители и сварочные преобразователи.
Сварочный трансформатор служит для понижения напряжения сети с 220 или 380 В до безопасного, но достаточного для легкого зажигания и устойчивого горения электрической дуги (не более 80 В), а также для регулировки силы сварочного тока. То есть сварочный трансформатор — это аппарат, преобразующий переменное напряжение сети в переменное напряжение для сварки.
С варочный
трансформатор с подвижными обмотками:
варочный
трансформатор с подвижными обмотками:
Трансформатор имеет стальной сердечник (магнитопровод) и две изолированные обмотки. Обмотка, подключенная к сети, называется первичной, а обмотка, подключенная к электрододержателю и свариваемому изделию, — вторичной. Для надежного зажигания дуги вторичное напряжение сварочных трансформаторов должно быть не менее 60-65 В; напряжение при ручной сварке обычно не превышает 20-30 В.
Катушки как первичной, так и вторичной обмоток соединены параллельно. Вторичная обмотка — подвижная и может перемещаться по сердечнику при помощи винта, с которым она связана, и рукоятки, находящейся на крышке кожуха трансформатора. Регулирование сварочного тока производится изменением расстояния между первичной и вторичной обмотками. При вращении рукоятки по часовой стрелке вторичная обмотка приближается к первичной, магнитный поток рассеяния и индуктивное сопротивление уменьшаются, сварочный ток возрастает. При вращении рукоятки против часовой стрелки вторичная обмотка удаляется от первичной, магнитный поток рассеяния растет (индуктивное сопротивление увеличивается) и сварочный ток уменьшается. Пределы регулирования сварочного тока — 65-460 А. Последовательное соединение катушек первичной и вторичной обмоток позволяет получать малые сварочные токи с пределами регулирования 40-180 А.
21. Устройство сварочного выпрямителя
Сварочный выпрямитель – это аппарат, преобразующий переменный ток сети в постоянный ток для сварки.

Устройство сварочного выпрямителя (с трансформатором с подвижными обмотками)
Сварочный выпрямитель для дуговой сварки, как правило, состоит из силового трансформатора, выпрямительного блока, пускорегулирующей, измерительной и защитной аппаратуры.
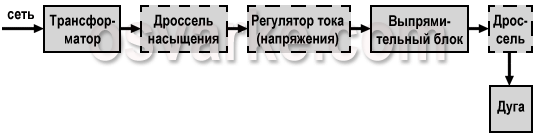
Типовая функциональная блок-схема выпрямителя для сварки плавящимся электродом
Силовой трансформатор преобразует энергию силовой сети в энергию, необходимую для сварки, а также согласует значения напряжений сети с выходным напряжением. В однопостовых выпрямителях используют преимущественно трехфазные трансформаторы, поскольку однофазные одно- и двухполупериодные схемы выпрямления приводят к существенным пульсациям выходного напряжения, которые ухудшают качество сварных соединений.
Регуляторы тока (или регуляторы напряжения) используются для формирования жесткой или падающей внешней характеристики. Они позволяют установить режим сварки и соответствующее значение сварочного тока.
Выпрямительный блок в основном собирают по трехфазной мостовой схеме, реже – по однофазной мостовой двухполупериодного выпрямления. При трехфазной мостовой схеме обеспечивается более равномерная загрузка трехфазной силовой сети и достигаются высокие технико-экономические показатели. В качестве полупроводников применяются селеновые или кремниевые вентили.