

23. Строение сварного соединения
В процессе сварки в зоне расплавленного металла происходит в миниатюре металлургический процесс: расплавленный металл электрода и изделия перемешивается, затем в него добавляется шихта, содержащая легирующие добавки из обмазки электрода. Далее при остывании идет кристаллизация расплавленного металла. На границе шва металл изделия претерпевает химические и структурные изменения, которые могут ухудшить его первоначальные свойства. Однако современные способы сварки позволяют, благодаря рациональному выбору типа электрода и его обмазки, а также режиму сварки, получать прочность сварного соединения не меньшую, чем прочность основного металла.
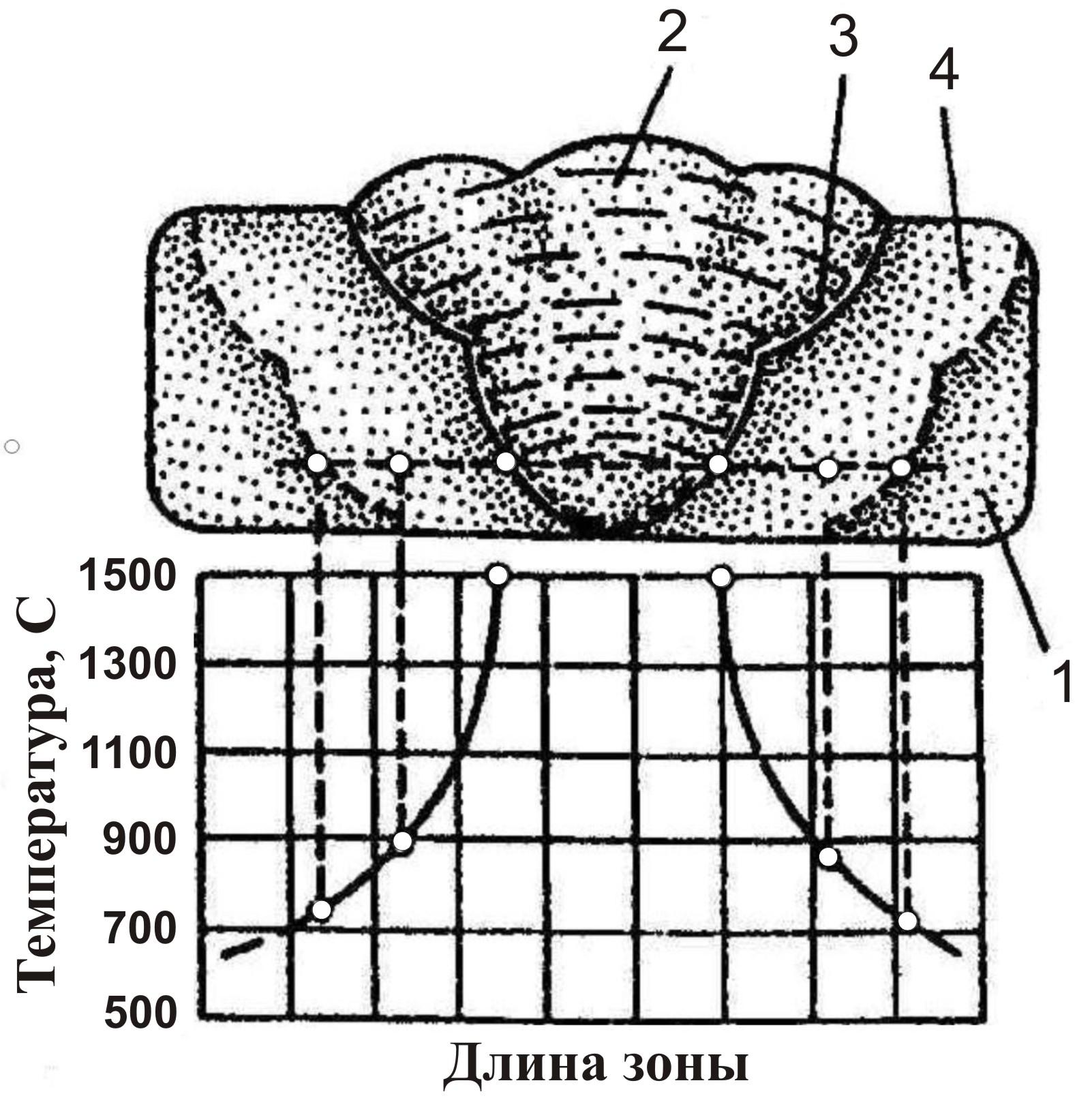
На рисунке показано строение сварного шва. Наплавленный металл 2 получается в результате перевода присадочного и частично основного металлов в жидкое состояние, образования жидкой сварочной ванночки и последующего затвердевания, в процессе которого расплавленный металл соединяется с основным 1. В узкой зоне сплавления 3 кристаллизуются зерна, принадлежащие основному и наплавленному металлу. В сварном шве образуется зона термического влияния 4, которая располагается в толще основного металла. В этой зоне под влиянием быстрого нагрева и охлаждения в процессе сварки изменяется лишь структура металла, а его химический состав остается неизменным.
|
|
|
а б
Структура сварного шва:
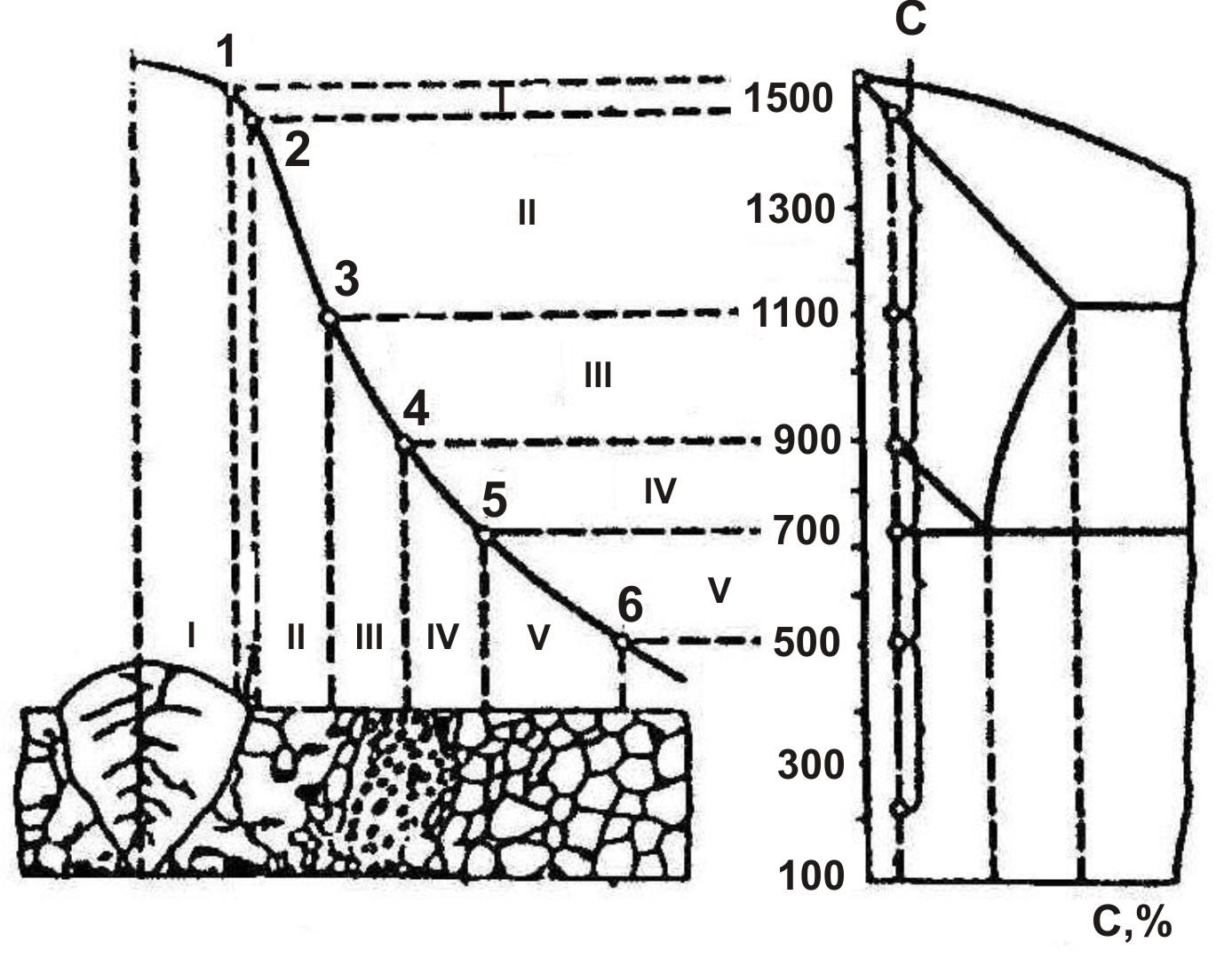
а – строение сварного шва; б – структурные превращения
малоуглеродистой стали в зоне термического влияния.
Зоны: I – неполного расплавления; II – перегрева; III – нормализации; IY – неполной перекристаллизации; Y – рекристаллизации; YI – синеломкости
Строение сварного шва сразу после затвердевания и распределения температуры в малоуглеродистой стали показано на рис. 1.1 б.
Зона Iпримыкает непосредственно к металлу шва. Основной металл на этом участке в процессе сварки частично расплавляется и представляет собой смесь твердой и жидкой фаз. Наплавленный металл имеет столбчатое крупнозернистое строение, характерное для литой стали.
Если наплавленный металл или соседний с ним участок был сильно перегрет, то при охлаждении на этом участке (зона II)зерна основного металла образуют грубоигольчатую структуру. Металл этой зоны обладает повышенной хрупкостью и является слабым местом сварного соединения.
В зоне IIIтемпература металла не превышает 11000 С. Здесь наблюдается структура нормализованной стали с характерным и мелкозернистым строением. Металл в этой зоне имеет более высокие механические свойства, чем металл I и II зон.
В зоне IYпроисходит неполная перекристаллизация стали, нагретой до температуры, лежащей между критическими точками. На этом участке после охлаждения наряду с крупными зернами феррита образуются мелкие зерна феррита и перлита. Металл этой зоны также обладает высокими механическими свойствами.
В зоне Yструктурных изменений стали не происходит, если сталь перед сваркой не подвергалась пластической деформации. В противном случае на этом участке наблюдается рекристаллизация.
В зоне YIсталь не претерпевает видимых структурных изменений. Но на этом участке наблюдается снижение ударной вязкости.