

Уральский Федеральный Университет имени Первого Президента России Б. Н. Ельцина
Кафедра технология машиностроения.
Курсовая работа
Пояснительная записка
Преподаватель: Галкин М.Г
Студент: Жданова В.И
Группа: М-410101
Екатеринбург 2014
Содержание
4.2.2Определение основных припусков. 6
4.2.3.Определение дополнительных общих припусков и размеров заготовки. 7
4.2.3Назначение допусков, предельных отклонений и определение размеров исходной заготовки. 7
Операция 015 Горизонтально-фрезерная 10
Операции 020 и 025 Круглошлифовальная и внутришлифовальная 11
Операция 015 Горизонтально-фрезерная 12
Операции 020 и 025 Круглошлифовальная и внутришлифовальная 12
15
Целью данного курсового проекта является углубленное изучение технологии производства и проектирование технологического процесса обработки заданной детали.
Для каждой операции представлять модель станка, тип инструмента и приспособления, номера и содержания переходов, режущий инструмент и режимы обработки.
Для мелкосерийного производства оформить альбом технологических эскизов. В альбоме на листах формата А4 должны оформляться: титульный лист; маршрутная карта; операционная карта для всех операций; карты операционных эскизов.
Также необходимо начертить сборочный чертеж приспособления со всеми необходимыми видами и разрезами. А также выполнить деталировку всех деталей, не входящих в число нормализованных.
Для выполнения чертежей, спецификаций и эскизов применялась система КОМПАС-3D V14.
2. Определение типа производства
Технология изготовления деталей в значительной степени зависит от типа производства. Следовательно, на начальной стадии проектирования необходимо установить тип производства данной детали, учитывая её массу и размер годового выпуска.
Для определения массы детали её необходимо разбить на элементарные фигуры, в данном случае это будут цилиндры I, II, III, VI (рис 2.1). Размерами фасок, пазов, отверстий можно пренебречь.
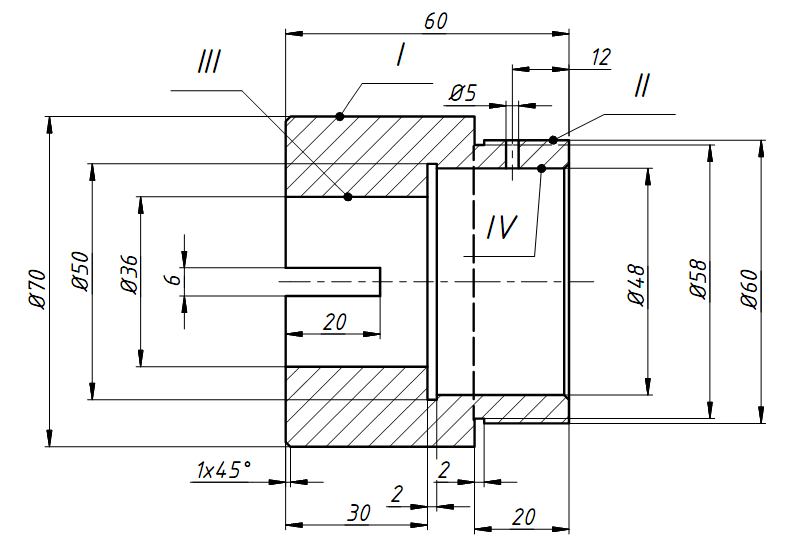
Рисунок 2.1. Определение объема детали
Масса детали определяется по формуле
![]()
![]() ,
(2.1)
,
(2.1)
где m – масса детали
![]()
![]() – объем детали, дм3
– объем детали, дм3
![]()
![]() – удельная плотность стали, равная 7,8
гк\дм3
– удельная плотность стали, равная 7,8
гк\дм3
Определим объём детали по формуле:
![]()
Тогда формула для определения объёма будет выглядеть так:

![]()

![]()

![]()

![]()

Объём детали равен:
V=113,986мм3
По известным величинам определим массу детали:
![]() m=113,986*7,8=889090,8=0,8кг
m=113,986*7,8=889090,8=0,8кг
В соответствии с заданием годовая программа выпуска равна 5000 шт. С учетом годовой программы и массы детали определяется тип производства в соответствии с табл. Производство является среднесерийным.
Партия детали:
![]()
N – годовой объём производства,
а – коэффициент, равный а=5 для среднесерийного производства при средних деталях (табл 2.2)
260 – число рабочих дней в году
Тогда объём партии составит:

Принимаем: n = шт.
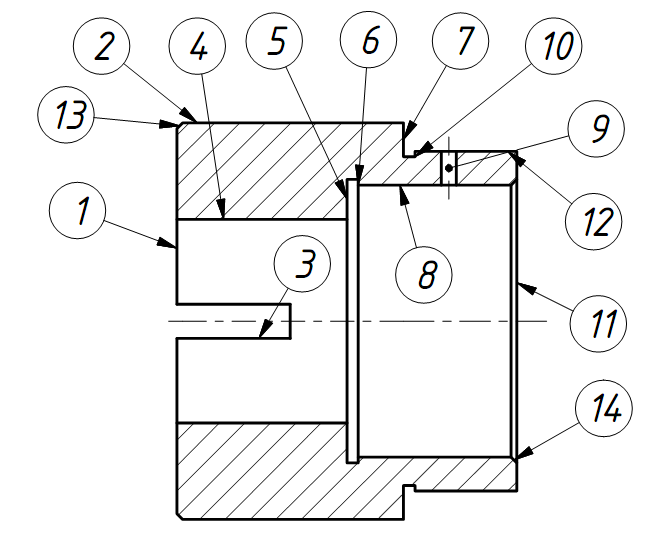
3. Нумерация обрабатываемых поверхностей.
Необходимо придерживаться определенных правил. Номера торцевых поверхностей слева направо должны увеличиваться. Их желательно обозначить нечетными номерами. Тогда цилиндрические поверхности, фаски, лыски, а так же несоостные отверстия можно обозначить четными номерами в направлении слева направо по часовой стрелке.
4. Формирование исходной заготовки.
При выборе метода получения заготовки учитывают следующие факторы:
Материал заготовки
Конфигурация детали
Тип производства
Учитывая эти факторы, выбран метод получения заготовки в виде штамповки в открытом штампе на кривошипном горячештамповочном прессе (КГШП).
Заготовка располагается в двух половинах штампа, а плоскость разъема проходит через плоскость, перпендикулярную оси заготовки. Глубина отверстия не должна превышать 0,8 D отверстия.

Рис 4.1. Расположение поковки в штампе
4.2 Определения припусков, допусков и номинальных размеров исходной заготовки.
4.2.1 Определение исходного индекса
Исходный индекс определяется в зависимости от массы, марки стали, степени сложности и класса точности поковки по ГОСТ 7505-89.
Расчетная масса паковки определяется по формуле:
![]()
где М п.р – расчетная масса поковки, кг;
М д – масса детали, кг;
К р – расчетный коэффициент, устанавливаемый в соответствии источника [2] табл. П.3.1.

Класс точности поковки устанавливается в зависимости от технологического процесса и оборудования для ее изготовления, а также исходя из предъявляемых требований к точности размеров поковки (П.2.3)
Для принятого метода штамповки можно принять класс точности равный Т4.
При назначении группы стали, определяющим является среднее массовое содержание углерода и легирующих элементов. По таблице 3.4 принимаем группу стали М2.
Степень сложности определяют путем вычисления отношения массы(объема) Gп поковки к массе (объему) Gф геометрической фигуры, в которую вписывается форма поковки.
В данном случае штамповку описывает фигура в виде цилиндра. Его диаметральный размер Dф=70ˑ1,05=73,5мм, а линейный размер Lф=60х1,05=63мм. Тогда объем цилиндра Vф=π ˑ73,52ˑ63/4=267168мм3, а его масса mф=267168ˑ7,8ˑ106=2кг
Соотношение массы поковки и массы описывающей фигуры будет иметь следующее значение:
Gп/ Gф=1,36/2=0,68
В соответствии с полученными параметром по табл 3.3 принимаем степень сложности поковки С1.
Исходный индекс по известным группе стали, степени сложности и классу точности покоски определяем по таблице 3.5. В данном случае он равен 9.