




Министерство образования и науки РФ
ФГАОУ ВПО «УрФУ имени первого Президента России Б.Н.Ельцина»
Кафедра «Технология сварочного производства»
Оценка __________________________
Члены комиссии __________________
__________________
РАЗРАБОТКА ОБОРУДОВАНИЯ И ТЕХНОЛОГИИ СВАРКИ
НАПРАВЛЯЮЩЕЙ
Пояснительная записка
150202.000000.005Пз
|
Студентка: |
Кожухарь О.А. |
|
Группа: |
М-57061 |
Екатеринбург
2011
Перечень графических документов
|
№ п/п. |
Наименование документа |
Обозначение документа |
Формат |
|
1 |
Устройство для сборки и сварка направляющей |
ВО |
А1 |
|
2 |
Стол сборочно-сварочный |
СБ |
А1 |
|
3 |
Электросхема сварочной установки |
ЭЗ |
А1 |
|
4 |
Технология сварки направляющей |
ТД |
А1 |
СОДЕРЖАНИЕ
лист
|
Введение |
4 |
|
1 Характеристика сварной конструкции 1.1 Характеристика основного металла 1.2 Свариваемость основного металла |
5 6 7 |
|
2 Выбор способа сварки и сварочных материалов 2.1 Выбор способа сварки 2.2 Выбор сварочных материалов |
8 8 9 |
|
3 Технология сварки 3.1 Определение параметров режима сварки и геометрических параметров соединения 3.2 Оценка металла шва 3.3 Технология сварки |
14
14 16 25 |
|
4 Оборудование для сварки 4.1 Состав и принцип работы на установке 4.2 Техническая характеристика сварочного аппарата ESAB Aristо Mig C3000i |
28 28
31 |
|
5 Устройство и работа электрической схемы |
33 |
|
Ссылочные нормативные документы Приложение А (справочное). Библиографический список |
35 36 |
Введение
В данном курсовом проекте разработана технология механизированной сварки направляющей, которая представляет собой сварную металлоконструкцию, состоящую из листа основания и четырех перпендикулярных пластин. Основной металл – сталь 09Г2С. По литературным данным выбраны параметры режима сварки и сварочные материалы, обеспечивающие равнопрочное соединение с основным металлом, а так же произведен расчет на возможность трещинообразования. Для сварки данного изделия разработана механизированная установка, представляющая из себя сборочно-сварочный стол и сварочный портал.
1 Характеристика сварной конструкции
Направляющая представляет собой сварную металлоконструкцию, состоящую из листа основания и четырех перпендикулярных пластин (рисунок 1). Основной металл: низколегированная сталь, поставляемая по ГОСТ 19281-89.
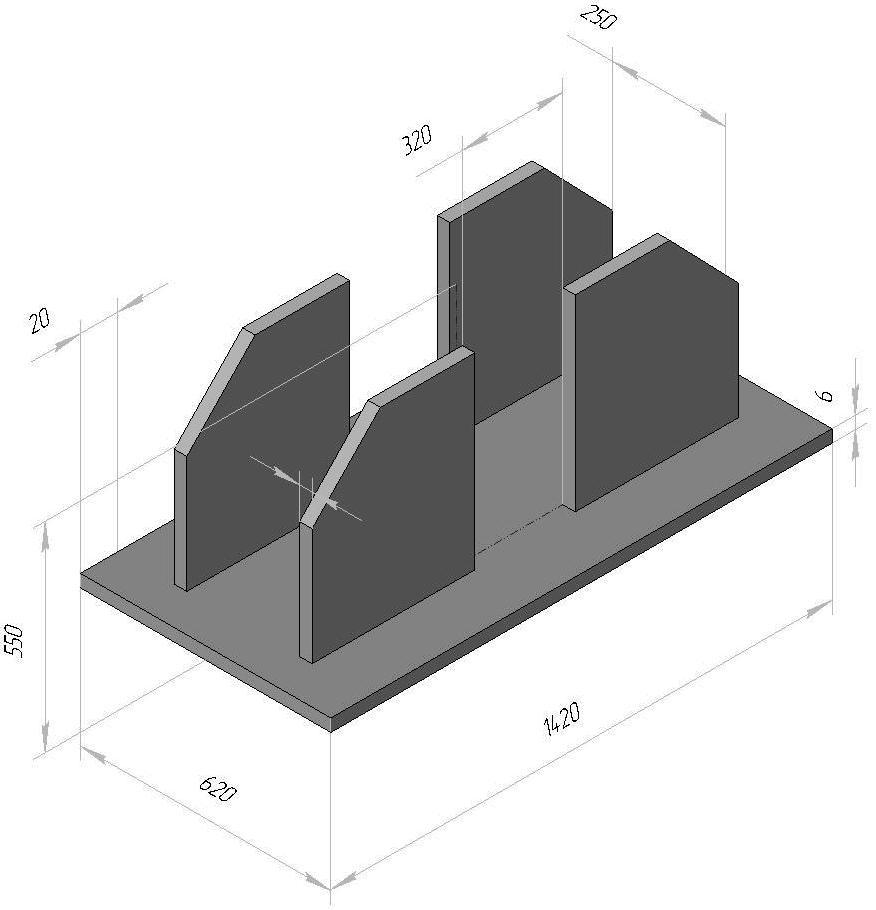
Рисунок 1 – Эскиз направляющей
Характеристика основного металла
а) Химический состав стали 09Г2С по ГОСТ 19281-89
углерода (С) не более 0,12 %
кремния (Si) от 0,5 до 0,8 %
марганца (Mn) от 1,3 до 1,7 %
хрома (Cr) не более 0,3 %
никеля (Ni) не более 0,3 %
меди (Cu) не более 0,3 %
мышьяка (As) не более 0,08%
азота (N) не более 0,008 %
фосфора (P) не более 0,035 %
серы (S) не более 0,040 %
б) Механические свойства стали 09Г2С [1]:
предел прочности, σв, МПа 500
предел текучести, σт, МПа 350
относительное удлинение, δ, % 21
Свариваемость основного металла
1.2.1 Оценка склонности металла к образованию закалочных структур по эквиваленту углерода Сэкв,% [2]:
 (1)
(1)
где символы – химический элемент, содержание его в стали, %;

Сэкв>0,45% - сталь 09Г2С склонна к образованию закалочных структур. При сварке возможно появление холодных трещин.
1.2.2 Оценка склонности металла к образованию горячих трещин при сварке по показателю Уилкинсона [2]:
 (2)
(2)
где символы – химический элемент, содержание его в стали, %;

HCS<4 – сталь 09Г2С не склонна к образованию горячих трещин.
2 Выбор способа сварки и сварочных материалов
2.1 Выбор способа сварки
Основные способы механизированной сварки плавлением, которые можно применить для сварки данного изделия – сварка под флюсом и в защитных газах.
При сварке под флюсом вероятность появления трещин меньше, чем при сварке в защитных газах из-за меньшей скорости охлаждения, но применение флюса существенно повышает затраты времени на вспомогательные операции, а так же усложняет конструкцию из-за необходимости применения механизмов насыпающих и отсасывающих его, что при сварке в защитных газах не нужно.
Направляющая – это деталь, обеспечивающая перемещение другой детали строго по заданной траектории. Из этого следует, что для направляющей главным свойством является её четкие геометрические формы. При сварке под флюсом тепловложение в деталь будет больше, зона термического влияния тоже, следовательно, возможны большие деформации, чем при сварке в защитных газах.
Для обеспечения лучшей геометрии изделия, а так же упрощения конструкции и увеличения производительности – выбираю сварку в защитных газах.
2.2 Выбор сварочных материалов
2.2.1 Выбор электродной проволоки
Выбор проволоки обычно производится по критериям однородности основному металлу по прочности и химическому составу. При склонности к трещинообразованию так же учитывается то, что химический состав проволоки должен способствовать уменьшению соответствующего показателя, определяющего возможность появления трещин.
Материал заготовок для сварки направляющей – сталь 09Г2С. По предыдущим расчетам видно, что она склонна к образованию закалочных структур, следовательно, чтобы предотвратить это следует выбрать электродную проволоку с пониженным содержанием углерода, марганца, кремния, никеля, хрома, молибдена и ванадия. Исходя из данных соображений, подошли бы проволоки Св-08А и Св-08АА, но при этом существенно уменьшились бы прочностные характеристики сварных швов. При выборе наиболее подходящей по химическому составу проволоки – Св-08Г2С есть возможность склонности металла шва к холодным трещинам из-за образования закалочных структур. Но так как при сварке происходит выгорание некоторых элементов и из-за ряда других причин, есть такой показатель, как коэффициенты перехода. Для основных элементов, которые присутствуют в стали 09Г2С и в проволоке Св-08Г2С коэффициенты перехода равны:
 -
коэффициент перехода для углерода;
-
коэффициент перехода для углерода;
 -
коэффициент перехода для марганца;
-
коэффициент перехода для марганца;
 -
коэффициент перехода для кремния;
-
коэффициент перехода для кремния;
 -
коэффициент перехода для хрома.
-
коэффициент перехода для хрома.
С применением этих величин и составов основного и присадочного металлов, можно посчитать химический состав металла шва при долях участия основного металла 0% и 100%, что является крайними значениями, значит если в обоих случаях металл шва не будет склонен к трещинообразованию, то и при любой другой доле участия этой склонности не появится.
2.2.1.1 Расчет химического состава и склонности металла шва к трещинообразованию при доле участия основного металла, равной 100%










Расчет на склонность к образованию закалочных структур проводится по показателю эквивалента углерода.


Так как Сэкв < 0,45, то при доле участия основного металла в металле шва, равной 100% металл шва не будет склонен к образованию закалочных структур.
2.2.1.2 Расчет химического состава и склонности металла шва к трещинообразованию при доле участия основного металла, равной 0%
Для этого расчета необходимо знать химический состав проволоки Св-08Г2С.
Химический состав электродной проволоки Св-08Г2С
по ГОСТ 2246-70:
Углерода от 0,05 % до 0,11 %;
кремния от 0,70 % до 0,95 %;
марганца от 1,70 % до 2,10 %;
хрома не более 0,20;
никеля не более 0,25 %;
серы не более 0,025 %;
фосфора не более 0,030 %.







Расчет на склонность к образования закалочных структур проводится по показателю эквивалента углерода.


Так как Сэкв < 0,45, то при доле участия основного металла в металле шва, равной 0% металл шва не будет склонен к образованию закалочных структур.
2.2.1.3 Выбор электродной проволоки
Исходя из критериев однородности основному металлу по прочности и химическому составу, а так же с учетом расчетов, приведенных выше, которые доказывают отсутствие склонности к трещинообразованию металла шва при любой доле участия основного металла, выбираю проволоку Св-08Г2С.
2.2.2 Выбор защитного газа
С целью стабилизации процесса сварки, улучшения характера переноса присадочного металла целесообразно применять смесь двуокиси углерода и аргона (75% Ar, 25% CO2). [4]
3 Технология сварки
3.1 Определение параметров режима сварки и геометрических
параметров сварного соединения
3.1.1 Выбор типа соединения
Для двусторонней сварки таврового соединения металлов толщиной 6 мм можно выбрать соединения Т3, Т7 и Т8. Так как конструкция не имеет повышенных требований к прочности, то не обязательно обеспечивать полное проплавление. Исходя из этого, и с учетом сложности выполнения подготовки кромок для соединений Т7 и Т8 выбираю соединение Т3.
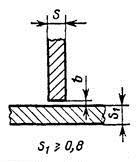
Рисунок 2 – Соединение Т3 по ГОСТ 14771-76
3.1.2 Выбор параметров режима
Так как основной металл имеет толщину 6 мм, то пользоваться методикой Демянцевича нельзя, так как она применяется для металлов толщиной от 8 мм.
По данным [4] параметры режима сварки выглядят следующим образом:
- диаметр проволоки, мм 1,2
- ток, А 230±10
- напряжение, В 25±1
- расход газа, л/мин 8±1
- скорость сварки, м/ч 28±1
- вылет электродной проволоки 17±1
3.2 Оценка металла шва
Несмотря на расчеты, приведенные в п. 2.2.1, следует провести расчеты склонности к трещинообразованию, так как не были приведены расчеты на склонность к кристаллизационным трещинам, а так же расчет на холодные трещины был приведен только исходя из возможности образования закалочных структур, без учета способа сварки и геометрических параметров изделия.
Так как выбранное соединение Т3 по ГОСТ 14771-76 не задает геометрические параметры сварного шва, а так же из-за невозможности их расчета по методике Демянцевича, то определение точной доли участия основного металла в металле шва невозможно. Чтобы наиболее точно определить его склонность к образованию горячих и холодных трещин, буду приводить расчеты для крайних значений доли участия: 0% и 100%.
3.2.1 Определение склонности металла шва к образованию горячих трещин
Склонность металла шва к образованию горячих трещин оценивают по критерию Уилкинсона

где символы элементов - содержание их в сплаве, масс. %
3.2.1.1 Определение склонности металла шва к образованию горячих трещин при доле участия основного металла в металле шва, равной 100%
При доле участия основного металла в металле шва, равной 100% критерий Уилкинсона будет равен:

HCS < 4,5, следовательно металл шва при доле участия основного 100% не склонен к образованию горячих трещин.
3.2.1.2 Определение склонности металла шва к образованию горячих трещин при доле участия основного металла в металле шва, равной 0%
При доле участия основного металла в металле шва, равной 0% критерий Уилкинсона будет равен:

HCS < 4,5, следовательно металл шва при доле участия основного 0% не склонен к образованию горячих трещин.
3.2.2 Определение склонности металла шва к образованию холодных трещин
Расчет склонности металла шва к образованию холодных трещин ведется по параметру трещинообразования Ито-Бессио:
 (3)
(3)
где
 - показатель, учитывающий влияние
структурных превращений в ОШЗ
- показатель, учитывающий влияние
структурных превращений в ОШЗ
 (4)
(4)
 -количество
диффузионного водорода в металле шва,
определяемого методом с применением
глицерина, мл/100г. Если количество
диффузионного водорода определено по
методике МИС (с использованием ртути),
то
-количество
диффузионного водорода в металле шва,
определяемого методом с применением
глицерина, мл/100г. Если количество
диффузионного водорода определено по
методике МИС (с использованием ртути),
то
 (5)
(5)
 =2
мл/100г – сварка в защитных газах очищенной
проволокой
=2
мл/100г – сварка в защитных газах очищенной
проволокой
 -коэффициент
интенсивности жесткости.
-коэффициент
интенсивности жесткости.
 (6)
(6)
где
 -
толщина свариваемых листов, мм.
-
толщина свариваемых листов, мм.
При
 <0,286
металл шва не склонен к появлению
холодных трещин.
<0,286
металл шва не склонен к появлению
холодных трещин.
3.2.2.1 Определение склонности металла шва и околошовной зоны к образованию холодных трещин при доле участия основного металла в металле шва равной 100%
Параметр Ито-Бессио равен

 <0,286
, следовательно, металл шва не склонен
к появлению холодных трещин.
<0,286
, следовательно, металл шва не склонен
к появлению холодных трещин.
3.2.2.1 Определение склонности металла шва и околошовной зоны к образованию холодных трещин при доле участия основного металла в металле шва равной 0%
Параметр Ито-Бессио равен

 <0,286
, следовательно, металл шва не склонен
к появлению холодных трещин.
<0,286
, следовательно, металл шва не склонен
к появлению холодных трещин.
3.2.3 Определение склонности металла околошовной зоны к образованию холодных трещин
Склонность металла ОШЗ к образованию холодных трещин оценивается по критерию Бокэ
 (7)
(7)
где
 -
скорость охлаждения при нагреве до
300
-
скорость охлаждения при нагреве до
300 ,
,
 -
критическая скорость охлаждения (при
которой образуется 100% мартенсита),
-
критическая скорость охлаждения (при
которой образуется 100% мартенсита),

 -
концентрация водорода в металле,
-
концентрация водорода в металле,

 (8)
(8)
где символы элементов - содержание их в сплаве, масс. %
 ,
, (9)
(9)
где
 -
коэффициент теплопроводности данной
марки стали,
-
коэффициент теплопроводности данной
марки стали,
 -
удельная теплоемкость материала,
-
удельная теплоемкость материала,

 -
плотность материала,
-
плотность материала,

 -
толщина свариваемого металла,
-
толщина свариваемого металла,

 -
начальная температура,
-
начальная температура,

При
 металл околошовной зоны не склонен к
образованию холодных трещин.
металл околошовной зоны не склонен к
образованию холодных трещин.
3.2.3.1 Определение склонности металла шва к образованию холодных трещин при доле участия основного металла в металле шва равной 100%
Расчет согласно п. 3.2.3:



По
данным [3] для стали 09Г2С
 ,
, ,
, ,
тогда
,
тогда


 ,
при сварке в защитных газах очищенной
проволокой
,
при сварке в защитных газах очищенной
проволокой



 ,
значит, холодных трещин не будет.
,
значит, холодных трещин не будет.
3.2.3.2Определение склонности металла шва к образованию холодных трещин при доле участия основного металла в металле шва равной 0%
Расчет согласно п. 3.2.3:



По
данным [3] для стали 09Г2С
 ,
, ,
, ,
тогда
,
тогда


 ,
при сварке в защитных газах очищенной
проволокой
,
при сварке в защитных газах очищенной
проволокой



 ,
значит, холодных трещин не будет.
,
значит, холодных трещин не будет.
3.2.3 Определение механических свойств металла шва
Временное сопротивление разрыву определяют по формуле:
 (10)
(10)
Предел текучести определяют по формуле:
 (11)
(11)
Относительное удлинение определяют по формуле
 (12)
(12)
3.2.3.1 Определение механических свойств металла шва при доле участия основного металла в металле шва равной 100%



3.2.3.2 Определение механических свойств металла шва при доле участия основного металла в металле шва равной 0%



По сравнению с механическими свойствами основного металла характеристики металла шва примерно на 30-40% больше. Это можно объяснить несоответствию формулы и опытных данных приведенных в [1]. Если прочность основного металла считать по той же формуле, что и металл шва, то отклонений практически не возникает:



В этом случае отклонения составляют порядка 10%.
3.3 Технология сварки
1 Входной контроль
Основной металл: Сталь 09Г2С. Химический состав стали 09Г2С должен соответствовать ГОСТ 19281-89.
Операция: Выполнить контроль геометрических размеров заготовок.
Инструмент: Штангенциркуль по ГОСТ 166-89;
Рулетка измерительная по ГОСТ 7502-98;
Угломер по ГОСТ 5318-88.
2 Подготовка основного металла
Операция: Выполнить зачистку мест сварки и прилегающих участков свариваемых заготовок на расстоянии 30 мм;
Оборудование, инструмент, материалы:
Щётка металлическая циркульная механизированная.
3 Контроль подготовки основного металла
Операция: Выполнить контроль подготовки основного металла: на основном металле наличие масел, ржавчины и других загрязнений недопустимо.
4 Контроль сварочных материалов
Операция: Выполнить контроль качества сварочных материалов: химический состав проволоки Cв-08А должен соответствовать ГОСТ 2246-70; наличие масел, ржавчины, других загрязнений и механических повреждений на поверхности проволоки не допускается.
5 Сборка
Операция: Сборку направляющей выполнить согласно рисунку 5.
Выполнить прихватки детали позиции 1 с деталями позиции 2 симметрично в двух точках на расстоянии 55±5 мм от края с каждой стороны, после чего опустить сборочные приспособления.
Режим сварки:
Сварочный ток, А ......................................................................120 6;
Напряжение дуги, В .......................................................................22 1;
Скорость сварки, м/ч ................................................................32 1;
Диаметр проволоки, мм .................................................................1,2;
Расход газа, л/мин .........................................................................8 1;
Оборудование: Сборочно-сварочный стол;