

Сварочный аппарат esab Aristo Mig c3000i
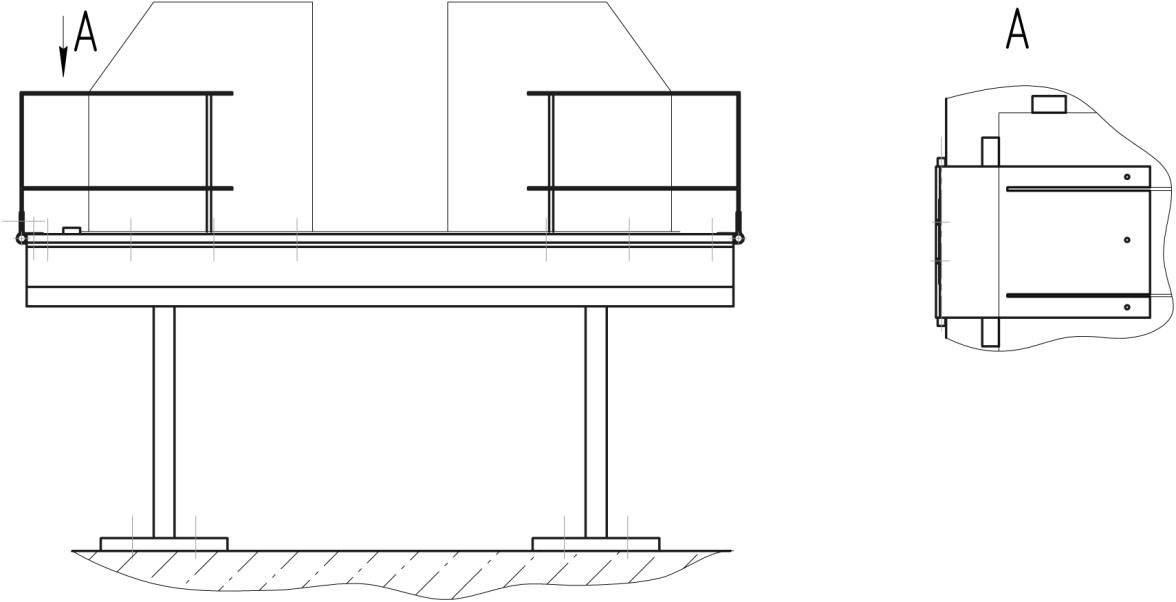
Рисунок 3 - Сборочно-сварочный стол
6 Контроль качества сборки
Операция: Выполнить контроль качества сборки направляющей в соответствии с рисунком 5;
Инструмент: Рулетка измерительная по ГОСТ 7502-98;
Угломер по ГОСТ 5318-88.
9 Сварка
Операция: Произвести сварку направляющей.
Режим сварки:
Сварочный ток, А .......................................................................230±10
Напряжение дуги, В ........................................................................25±1
Скорость сварки, м/ч .......................................................................28±1
Диаметр электрода, мм ......................................................................1,2
Расход газа, л/мин ..............................................................................8±1
Оборудование: Стол сборочно-сварочный;
Сварочный аппарат ESAB Aristo Mig C3000i
10 Контроль качества
Операция а) Выполнить контроль качества сварных соединений
внешним осмотром. Наличие пор, трещин, подрезов,
прожогов не допускается;
б) Выполнить контроль геометрических размеров
направляющей.
Инструмент: Рулетка измерительная по ГОСТ 7502-98;
Катетометр КТ-9 ГОСТ 19719-74;
Угломер по ГОСТ 5318-88.
4 Оборудование для сварки
4.1 Состав и принцип работы на установке
Для сварки направляющей спроектирована установка (рисунок).
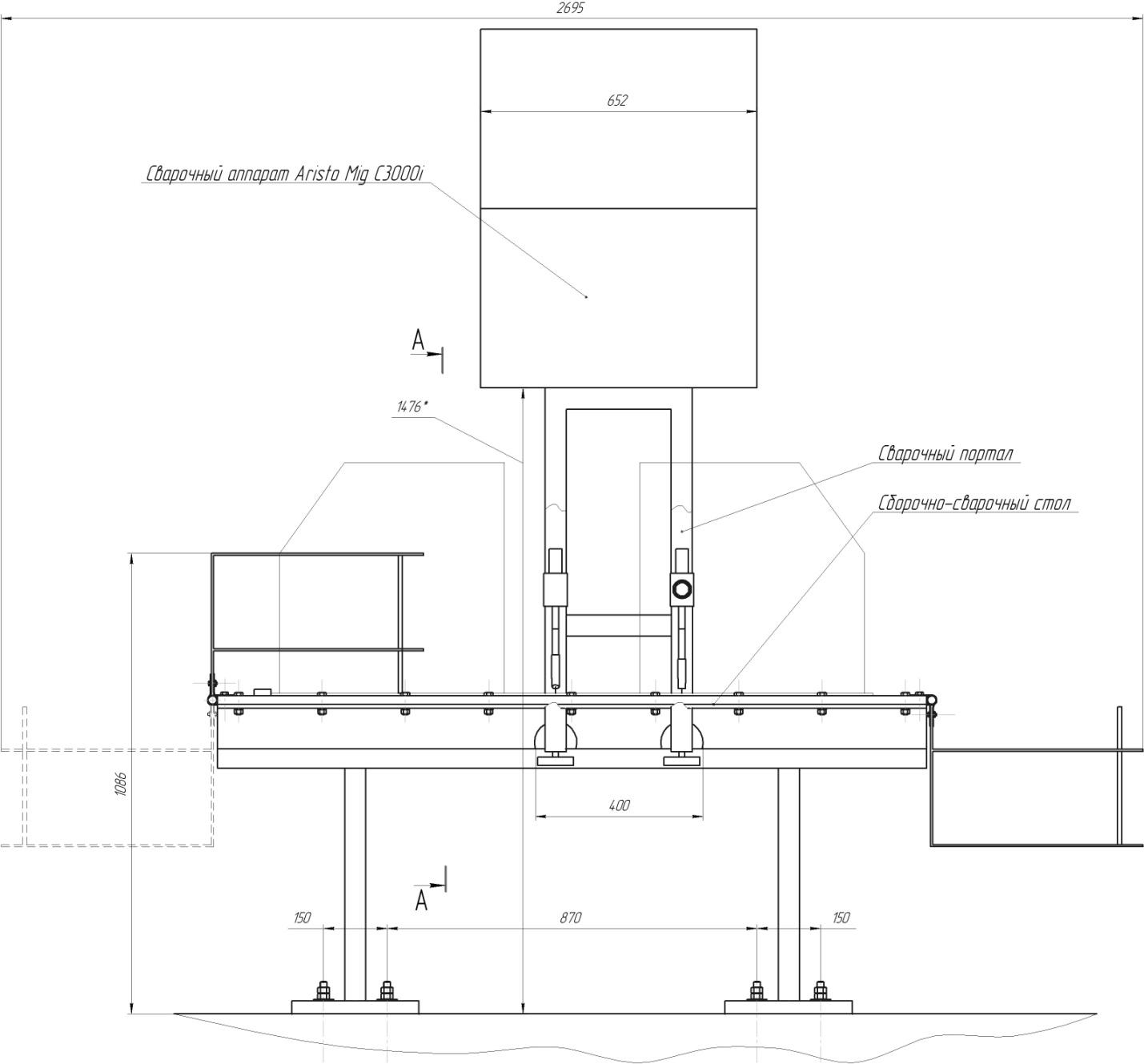
Рисунок 4 – Эскиз главного вида установки для сварки направляющей
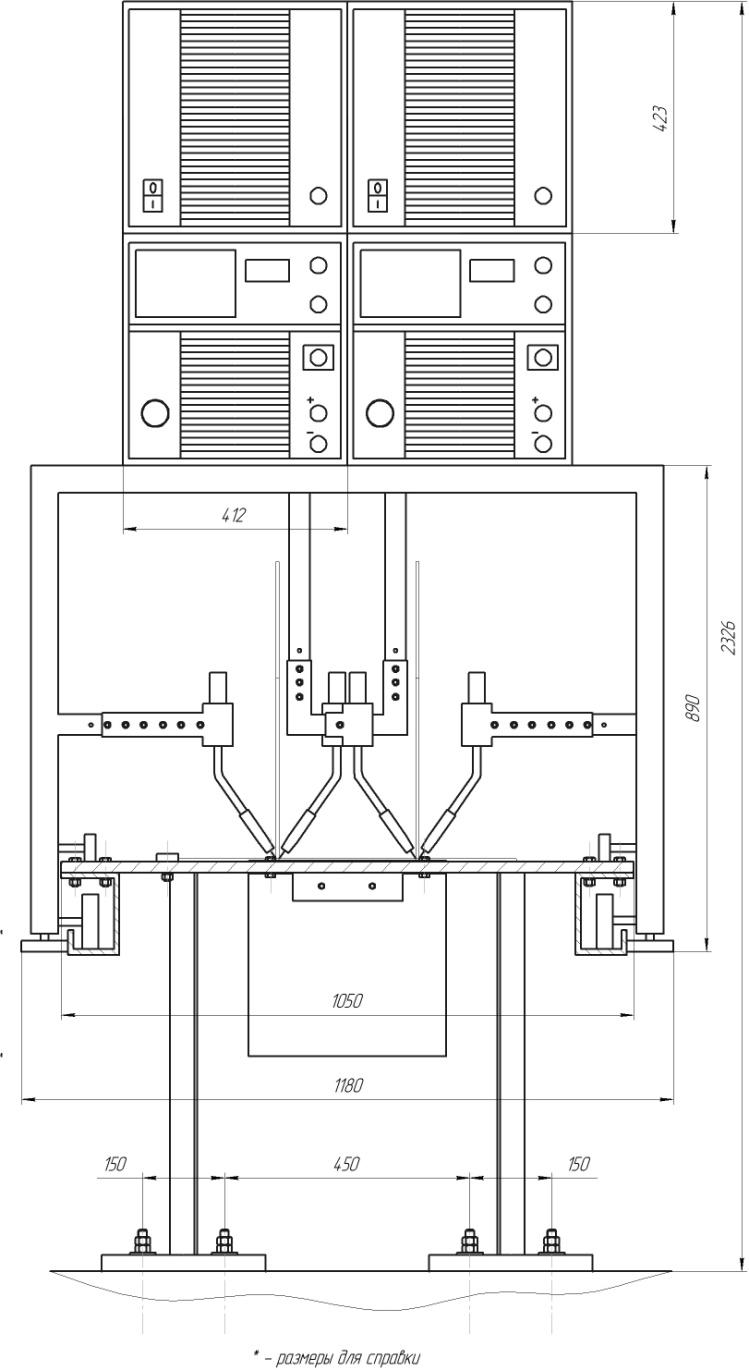
Рисунок 5 – Эскиз вида спереди установки для сварки направляющей
Состав установки:
- Стол сборочно-сварочный;
- Портал сварочный;
- Сварочный аппарат ESAB Aristo Mig C3000i
Общий принцип работы на установке:
Опорный лист будущей направляющей кладется на сборочно-сварочный стол, стыкуясь с упорами для точного позиционирования, затем на него опускаются сборочные приспособления стола, в отверстия которых устанавливаются 4 ребра и выполняют их прихватки. После этого сборочные приспособления опускаются, и начитается процесс сварки на заранее настроенных режимах.
4.2 Техническая характеристика сварочного аппарата ESAB Aristo Mig C3000i:
|
- Питающая электросеть |
400В± 10%, 3~50/60Гц | |||||||||||||
|
- Первичный ток - Iмах (MIG/MAG) - Iмах (ММА) |
21А 23А | |||||||||||||
|
- Диапазон установок MIG/MAG MMA |
8-48B / 16-300A 16-300A | |||||||||||||
|
- Допустимая нагрузка MIG/MAG при ПВ 35% при ПВ 60 % при ПВ 100 % |
300A / 29B 240A / 26B 200A / 24B | |||||||||||||
|
- Допустимая нагрузка MMA при ПВ 30% при ПВ 60% при ПВ 100% |
300A / 32A 230A / 29,2A 190A / 27,6A | |||||||||||||
|
- Диапазон тока сварки |
50A/16,5V 420A/35V | |||||||||||||
|
- Напряжение холостого хода MIG/MAG MMA |
70 - 80 B 57 -67 B | |||||||||||||
|
- КПД при максимальном токе MIG/MAG MMA |
84% 83% | |||||||||||||
|
- Коэффициент мощности при максимальной токе MIG/MAG MMA |
0,70 0,73 | |||||||||||||
|
- Скорость подачи проволоки |
0,8 - 25,0 м/мин | |||||||||||||
|
- Диаметр сварочной проволоки Fe Al Порошковая проволока |
0,6-1,2 1,0-1,2 0,8-1,2 | |||||||||||||
|
- Макс. диаметр бобины |
300мм | |||||||||||||
|
- Габариты ДхШхВ |
652 x 412 x 423 мм | |||||||||||||
|
- Масса |
38кг | |||||||||||||
|
- Рабочая температура |
от -10 до +40°С | |||||||||||||