

Пример решения третьей части контрольной работы №2.
По указанному в табл. 2.1 варианту задания, максимальным или минимальным зазорам (натягам), построить посадки в системе отверстия:
1 – для 100: Smax=260 мкм, Smin=115 мкм
2 – для 30 : Nmax=50 мкм, Nmin=13 мкм
3 – для 70: Smax=23 мкм, Nmax=18 мкм
Решение:
1. Для 100: Smax=260 мкм, Smin=115 мкм
Известно, что допуск посадки – сумма допусков отверстия и вала, составляющих соединение, а с другой стороны, это есть разность большего и меньшего зазоров в посадке с зазором, т.е.:
Тп=Тотв.+Твала=Smax-Smin=260-115=145 мкм
Далее предполагаем, что отверстие и вал изготовлены с одинаковой точностью: Тотв=Твала=Тп/2=145/2=72.5 мкм. По таблице Г2 значений допусков определяем, какому квалитету соответствует эта точность:
IT8=54 мкм, IT9=87мкм, т.е., детали могут быть изготовлены либо по 8-му, либо по 9-му квалитетам. Если и отверстие, и вал будут изготовлены по 8-му квалитету, то допуск их посадки: Тп=IT8+IT8=54+54=108 мкм, если они будут изготовлены по 9-му квалитету, то: Тп=IT9+IT9=87+87=174 мкм, а если одна из деталей будет изготовлена по 8-му квалитету, а другая – по 9-му, то: Тп=IT8+IT9=54+87=141 мкм, что соответствует ближайшему значению допуска посадки данного по заданию. Поэтому принимаем, что отверстие изготовлено по 9-му квалитету, а вал – по 8-му. Т.к. требуется построить посадку в системе отверстия, то отложив H9, (рис. 4) подбираем вал. Его поле допуска будет находиться ниже нулевой линии, поэтому основное отклонение вала определяется по ближайшему требуемому минимальному зазору Smin=115 мкм и соответствует отклонению d:ei=-120 мкм (табл. Г3). Отложив от основного отклонения допуск вала по 9-му квалитету, строим поле допуска для вала d9. Максимальный зазор при этом составляет 261 мкм, ближайший к требуемому Smax=260 мкм.
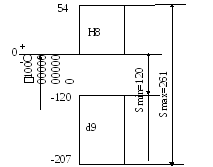
Рис. 4. Посадка с зазором: 100H8/d9
2. Для 30 : Nmax=50 мкм, Nmin=13 мкм
Как и в первом случае. Допуск посадки – сумма допусков отверстия и вала, составляющих соединение, а с другой стороны, это есть разность большего и меньшего натягов в посадке с натягом, т.е.:
Тп=Тотв.+Твала=Nmax-Nmin=50-13=37 мкм
Далее предполагаем, что отверстие и вал изготовлены с одинаковой точностью: Тотв=Твала=Тп/2=37/2=18.5 мкм. По таблице Г2 определяем, какому квалитету соответствует эта точность:
IT6=13 мкм, IT7=21 мкм, т.е., детали могут быть изготовлены либо по 6-му, либо по 7-му квалитетам. Если и отверстие, и вал будут изготовлены по 6-му квалитету, то допуск их посадки: Тп=IT6+IT6=13+13=26 мкм, если они будут изготовлены по 7-му квалитету, то: Тп=IT7+IT7=21+21=42 мкм , а если одна из деталей будет изготовлена по 6-му квалитету, а другая – по 7-му, то: Тп=IT6+IT7=13+21=34 мкм, что соответствует ближайшему значению допуска посадки данного по заданию. Поэтому принимаем, что отверстие изготовлено по 7-му квалитету, а вал –по 6-му.Т. к. требуется построить посадку в системе отверстия, то отложив H7, (рис. 5) подбираем вал.

Рис. 5. Посадка с натягом: 30H7/s6
Его поле допуска будет находиться выше нулевой линии поэтому основное отклонение вала определяется по ближайшему требуемому минимальному натягу Nmin=13 мкм и определяется как сумма величин верхнего отклонения отверстия и минимального натяга: ei=ES+Nmin=21+13=34 мкм. По таблице Г4 это соответствует отклонению s :ei=35 мкм. Отложив от основного отклонения допуск вала по 6-му квалитету, строим поле допуска для вала s6. Максимальный натяг при этом составляет 48 мкм, ближайший к требуемому Nmax=50 мк.
3. Для 70: Smax=18 мкм, Nmax=21 мкм
Допуск посадки – сумма допусков отверстия и вала, составляющих соединение, а с другой стороны, это есть сумма максимального натяга и зазора в переходной посадке, т.е.:
Тп=Тотв.+Твала=Smax-Nmax=18+21=39 мкм
Если отверстие и вал изготовлены с одинаковой точностью, то: Тотв=Твала=Тп/2=39/2=19.5 мкм. По таблице Г2 определяем, какому квалитету соответствует эта точность:
IT6=19 мкм, IT7=30 мкм. Если и отверстие, и вал будут изготовлены по 6-му квалитету, то допуск их посадки: Тп=IT6+IT6=19+19=38 мкм, если они будут изготовлены по 7-му квалитету, то: Тп=IT7+IT7=30+30=60 мкм, а если одна из деталей будет изготовлена по 6-му квалитету, а другая – по 7-му, то: Тп=IT6+IT7=19+30=49 мкм. Ближайшему значению исходного допуска посадки соответствует первый случай. Поэтому принимаем, что и отверстие, и вал изготовлены по 6-му квалитету. Отложив на схеме H6, (рис. 6) подбираем вал.

Рис. 6. Посадка переходная: 70H6/k6
Его поле допуска будет пересекаться с полем допуска отверстия (это могут быть отклонения js,k,m,n), поэтому основное отклонение вала определяется из таблицы «Значений основных отклонений валов» как ближайшее значение, соответствующее требуемому максимальному зазору Smax=18 мкм и определяется как разность величин верхнего отклонения отверстия и максимального зазора: ei=ES-Smax=19-18=1 мкм. Это соответствует отклонению k:ei=2 мкм (табл. Г4). Отложив от основного отклонения допуск вала по 6-му квалитету, строим поле допуска для вала k6. Максимальный натяг при этом составляет 21 мкм, ближайший к требуемому Nmax=20 мк.