

Пример решения второй части контрольной работы №2 Общие сведения о калибрах
Калибры представляют собой измерительные инструменты без шкалы, предназначенные для контроля деталей при их изготовлении и приемке.
По методу контроля калибры делятся на нормальные и предельные (ГОСТ 27284-87).
Нормальный калибр – это калибр, воспроизводящий заданный линейный или угловой размер и форму сопрягаемой с ним поверхности контролируемого элемента изделия.
К нормальным калибрам относятся шаблоны, щупы, калибры конусные. Шаблонами проверяют отклонения формы поверхности проверяемой детали. Прикладывая шаблоны к поверхности детали, определяют по просвету степень совпадения шаблона и детали. В машиностроении широко применяют радиусные и резьбовые шаблоны. Щупами проверяют зазор между плоскостями, их изготовляют в виде пластин толщиной 0,02–1 мм. Часто с помощью щупов выставляют зазоры. Конусные калибры контролируют точность конических валов и отверстий по базорасстоянию и краске. При применении нормальных калибров существуют два основных недостатка. Подгоняя деталь к калибру:
Удается получить только один вид сопряжения близкий к посадке скольжения.
Детали приходится обрабатывать с большой, неоправданно высокой точностью.
Предельный калибр – это калибр, воспроизводящий проходной и (или) непроходной пределы геометрических параметров элементов изделия, т.е. он имеет номинальный размер, равный одному из предельных размеров детали или два номинальных размера сразу, которые равны наибольшему и наименьшему предельным размерам контролируемой детали. Наибольшее практическое применение имеют предельные калибры, особенно в условиях серийного и массового производства, для проверки размеров гладких сопряжений, конусных, резьбовых и шлицевых деталей, глубин и высот выступов, а также расположения поверхностей и других параметров.
Назначение калибров заключается в увеличении производительности контрольных операций по сравнению с их контролем при помощи приборов. Сущность контроля размеров деталей с помощью предельных калибров заключается в определении годности контролируемой детали путем определения того, лежит ли размер детали в пределах заданного допуска, без нахождения действительного размера детали (рис. 7).

Рис. 7. Схемы измерения деталей калибрами
По назначению предельные калибры делятся на проходные (ПР) и непроходные (НЕ), на рабочие (Р), приемные (П) и контрольные (К).
Проходной калибр – это предельный калибр с геометрическими параметрами контролируемого элемента изделия, соответствующими максимально допустимому (для скобы) и минимально допустимому (для пробки) количеству материала изделия.
Непроходной калибр – предельный калибр с геометрическими параметрами контролируемого элемента изделия, соответствующими минимально допустимому (для скобы) и максимально допустимому (для пробки) количеству материала изделия.
Рабочий калибр – калибр для контроля изделий при их изготовлении.
Приемный калибр – калибр для контроля изделия заказчиком.
Контрольный калибр – калибр для контроля рабочих калибров.
По конструктивным признакам калибры делятся на регулируемые и нерегулируемые, одно- и двухпредельные, одно- и двухсторонние (рис. 8).
Гладкий калибр – калибр с гладкой рабочей поверхностью. Он может быть с цилиндрической, сферической, конической и плоской рабочей поверхностью.
Калибры, как и любые другие детали, изготовляются на металлорежущих станках и не могут быть изготовлены абсолютно точно, на них также назначаются допуски.
Рассмотрим схемы расположения допусков калибров на примере контроля отверстий. На проходной калибр необходимо предусмотреть допуск на износ (на рис. 9 часть поля допуска на износ заштрихована), т.к. в противном случае при изготовлении проходного калибра по наименьшему предельному размеру после небольшого срока его эксплуатации на сборке появятся бракованные детали, размеры которых меньше наименьшего предельного размера. Гладкий калибр – калибр с гладкой рабочей поверхностью. Он может быть с цилиндрической, сферической, конической и плоской рабочей поверхностью.
Калибры, как и любые другие детали, изготовляются на металлорежущих станках и не могут быть изготовлены абсолютно точно, на них также назначаются допуски.
Рассмотрим схемы расположения допусков калибров на примере контроля отверстий. На проходной калибр необходимо предусмотреть допуск на износ (на рис. 9 часть поля допуска на износ заштрихована), т.к. в противном случае при изготовлении проходного калибра по наименьшему предельному размеру после небольшого срока его эксплуатации на сборке появятся бракованные детали, размеры которых меньше наименьшего предельного размера.
 Рис. 8. Калибры
пробки (а-д) и скобы (е-и), односторонние
(г, д, е, ж, и) и двухсторонние (а, б, в, з):
а – с цилиндрическими вставками от 1 до
3 мм;
Рис. 8. Калибры
пробки (а-д) и скобы (е-и), односторонние
(г, д, е, ж, и) и двухсторонние (а, б, в, з):
а – с цилиндрическими вставками от 1 до
3 мм;
б – со вставками и коническим хвостовиком от 1 до 50 мм; в – с цилиндрическими насадками от 3 до 100 мм; г – неполные от 50 до 150 мм;
листовые: е – для размеров от 1 до 180 мм; ж – для размеров от 1 до 50 мм; штампованные: з – для размеров от 3 до 50 мм; и – с ручкой для размеров от 50 до 170 мм; д – контркалибры шайбы полные к скобам.
Допуск на износ непроходной части калибра не назначается, т.к. непроходной калибр почти не изнашивается вследствие редкого сопряжения этого калибра с контролируемыми деталями.

Рис. 9. Идеальная схема расположения допусков калибров
Такую схему расположения допусков называют идеальной. Однако, в том случае, если непроходной калибр окажется выполненным по наименьшему предельному размеру, а проходной калибр по наибольшему предельному размеру, то годными будут признаны детали, размеры которых находятся в пределах разницы между наименьшим предельным размером непроходного калибра и наибольшим предельным размером проходного. Эта разность значительно меньше табличного допуска, заданного на деталь, и называется производственным допуском. Сокращение производственного допуска по сравнению с табличным приводит к увеличению себестоимости изготовляемых деталей.
В связи со значительным увеличением себестоимости деталей при их контроле калибрами, допуски которых расположены по идеальной схеме, на практике приняты «реальные» схемы расположения полей допусков калибров относительно допуска контролируемой детали. Они значительно расширяют производственный допуск, что обеспечивает снижение затрат на изготовление деталей, но делает возможным появление бракованных деталей на сборке. Если изменение размеров происходит по закону нормального распределения, вероятность поступления на сборку бракованных деталей уменьшается.
Четыре реальные схемы расположения допусков калибров по отношению к допуску контролируемой детали представлены на рис. 10. Первая и вторая схемы применяются для контроля отверстий с диаметрами до 180 мм, а третья и четвертая – свыше 180 мм. Первая схема обеспечивает наибольшее расширение производственного допуска и применяется в 6-8 квалитетах, т.к. в этих квалитетах допуски калибров соизмеримы с допуском контролируемой детали. Сумма допусков калибров (проходного, непроходного и проходного на износ) составляет около половины допуска контролируемой детали, что приводит при идеальной схеме к сокращению производственного допуска в два раза по сравнению с табличным. Вторая схема применяется для контроля диаметров с допусками в 9-18, третья схема – IT6-IT8,а четвертая – 9-18 квалитетов. В более грубых квалитетах допуски квалитетов составляют лишь незначительную часть от допуска контролируемой детали, поэтому даже применение схемы, близкой к идеальной, незначительно уменьшит величину производственного допуска по сравнению с табличными.

Рис. 10. Реальные схемы расположения допусков калибров
Рабочие калибры используются рабочими, при изготовлении детали. Кроме этого, должны быть калибры у контролера ОТК. Их калибры не могут иметь то же расположение допусков, что и у рабочих калибров, т.к. при одинаковом расположении допусков калибров рабочего и контролера ОТК могут возникнуть производственные недоразумения из-за различного расположения действительных размеров калибров рабочего и контролера в пределах допуска на изготовление калибра. Например, проходной калибр рабочего изготовлен по наименьшему предельному размеру, и непроходной по наибольшему, а у контролера ОТК, наоборот проходной калибр изготовлен по наибольшему и непроходной по наименьшему предельным размерам. В этом случае правильно проконтролированные рабочими детали будут забракованы контролером (рис. 11). Для того чтобы таких ситуаций не возникло, предусматривается использование контролером изношенных рабочих калибров.
Приемные калибры служат для контроля наиболее ответственных деталей приемщиками заказчика. Они обеспечивают приемку продукции заказчиком при использовании на производстве полностью изношенных рабочих калибров. Непроходной приемный калибр обозначается П-НЕ, а проходной – П-ПР.
ГОСТ 24853-81 на гладкие калибры установлены следующие допуски на изготовление: Н – рабочих калибров (пробок) для отверстия (рис. 12,а). В скобках указаны номера видов по ГОСТ 24851-81: Нs – тех же калибров, но со сферическими измерительными поверхностями; Н1 – калибров (скоб) для валов (рис. 12, б); Нр – контрольных калибров для скоб. В квалитетах 6, 8-10 допуски Н1 для скоб примерно на 50% больше допусков Н для пробок, что объясняется большой сложностью изготовления скоб. В квалитетах 7, 11 и грубее допуски Н и Н1 равны.
 Рис.
11. Схема, поясняющая необходимсть
использования контролерами ОТК изношенных
рабочих калибров
Рис.
11. Схема, поясняющая необходимсть
использования контролерами ОТК изношенных
рабочих калибров
Допуски Нр для всех типов контрольных калибров одинаковы. Для размеров до 500 мм износ калибров ПР с допуском до IT8 включительно может выходить за границу поля допуска детали на величину Y для пробок и Y1 для скоб; для калибров ПР с допусками от IT9 до IT17 износ ограничивается проходным пределом, т.е. Y=0 и Y1=0. Следует отметить, что поле допуска на износ отражает средний возможный износ калибра.
Для всех проходных калибров поля допусков Н (Ну) и Н1 сдвинуты внутрь поля допусков изделия на величину Z для калибров – пробок и Z1, для калибров – скоб.
 а)
а) б)
б)
Рис. 12. Схемы расположения полей допусков калибров для отверстий (а) и валов (б)
При номинальных размерах свыше 180 мм поле допуска непроходного калибра также сдвигается внутрь поля допуска детали на величину для пробок и 1 для скоб, создавая так называемую зону безопасности, введенную для компенсации погрешностей контроля калибрами соответственно отверстий и валов размером свыше 180 мм. После допуска калибра НЕ для размеров до 180 мм симметрично относительно верхнего отклонения детали для пробок и относительно нижнего – для скоб, т.е. =0 и 1=0.
Обычно при изготовлении детали для контроля ее точности рабочий пользуется только рабочим проходным калибром Р-ПР, так как проходной размер получается первым при обработке. Непроходным же калибром Р-НЕ он осуществляет контроль при дополнительной проверке после окончания обработки. При приемке деталей одинаково часто используют оба калибра П-ПР и П-НЕ.
При контроле деталей калибрами должны соблюдаться следующие правила:
1. измерительные поверхности калибров должны быть смазанными;
2. измерительное усилие должно быть равно весу калибра, но не меньше ста граммов, т.е. калибры должны проходить или не проходить при контроле под действием собственного веса и только для малых калибров допустимо положение усилия не больше 100 г;
3. температура изделия и калибра в момент контроля должна быть одинакова.
Основные показатели качества калибров следующие:
1. Точность размера и формы, достигаемая как технологией обработки, так и способом измерения при изготовлении и проверке. Для проверки колец и скоб обычно используют горизонтальный оптиметр, а для проверки пробок – оптиметр, микрометры, оптикаторы, миникаторы, а также измерительные головки с цифровым отсчетным устройством.
2. Высокая износостойкость, твердость и качество измерительных поверхностей. Для повышения износостойкости и твердости производят: а) закалку этих поверхностей; б) хромирование, повышающее износостойкость в 3-4 раза по сравнению с не хромированными поверхностями; в) армирование твердым сплавом, что приводит к повышению износостойкости в 50-150 раз. По сравнению с износостойкостью стальных калибров и в 25-40 раз по сравнению с износостойкостью хромированных калибров при повышении стоимости калибров в 3-5 раз.
3. Стабильность рабочих размеров, достигаемая путем снятия внутренних напряжений путем соответствующей термообработки.
4. Наибольшая жесткость при наименьшей массе, достигается правильными конструктивными решениями.
5. Высокая производительность и удобство контроля, достигаемая выбором конструкции калибров. Например, применение односторонних калибров позволяет быстрее контролировать деталь, чем применение двухсторонних калибров. Скобы более производительнее, чем кольца.
6. Невысокая стоимость, обусловленная простотой конструкции и относительной легкостью изготовителя.
Недостатками калибров по сравнению с другими измерительными средствами являются:
1. Невозможность определения точного размера детали.
2. Неизвестная погрешность контроля, обусловленная точностью размеров и деформациями калибров, особенно скоб и условиями измерения (размерами и состоянием поверхности детали, неопределенным измерительным усилием, температурными деформациями. Например, от нагрева рук и др.).
3. Не определяются, практически, отклонения геометрической формы детали, оказывающие значительное влияние на надежность и долговечность продукции.
4. Невозможен качественный контроль за ходом технологического процесса при использовании жестких калибров.
По перспективам развития калибров можно сделать следующие выводы:
1. Калибры следует заменить шкальными измерительными приборами при контроле высокоточной продукции, за исключением контроля отверстий малых диаметров, для которых отсутствуют надежные шкальные приборы.
2. Особенно необходим этот переход при производстве деталей с точностью по IT7 и более высоким квалитетам, а также когда допустимая погрешность формы меньше допуска на размер.
3. Вместо калибров или наряду с ними при наблюдении за ходом технологического процесса необходимо иметь шкальные измерительные устройства, позволяющие определять положение действительного значения размера относительно границ поля допуска.
4. При контроле за калибрами нужно осуществлять выборочную проверку отклонений формы, особенно если это отклонения меньше допуска на размер.
Расчет номинальных размеров калибров
Номинальными называют предельные размеры калибра, по которым изготавливают новый калибр. Для определения этих размеров на чертеже скобы проставляют наименьший размер с положительным отклонением; а для пробки – их наибольший размер с отрицательным отклонением. Таким образом, отклонение на чертеже проставляется в «тело» калибра, что обеспечивает максимум металла на изготовление и большую вероятность получения годных калибров. Номинальные размеры калибров определяют по формулам, приведенным в табл. Г8, а численные значения допусков калибров – на основании табл. Г9.
Примечание:
При подсчете номинальных размеров калибров (наибольших для отверстий и наименьших для валов) необходимо пользоваться следующими правилами округления.
Округление размеров рабочих калибров (наибольших для отверстий и наименьших для валов) для изделий квалитетов 15-17 следует производить до целого микрометра.
Для изделий квалитетов 6-14 и всех контрольных калибров размеры следует округлять до величин, кратных 0,5 мкм, при этом допуск на калибры сохраняется.
Размеры, оканчивающиеся на 0,25 и 0,75 мкм, следует округлять до величин, кратных 0,5 мкм, в сторону уменьшения производственного допуска изделия.
Пример:
Операция: контроль диаметров вала и корпусной детали 60Н7/h6.
Рассчитать и построить схемы полей допусков для размеров контролируемых поверхностей: вала и отверстия, а так же номинальных размеров калибра-пробки и калибра-скобы. Выполнить эскизы рабочих калибров для контроля размеров отверстия и вала, проставить номинальные размеры с допусками и маркировку калибров.
Решение:
1. Определяем номинальные размеры калибров-пробок для отверстия диаметром D=60 мм с полем допуска Н7. Находим из табл. Г2 допуск основного отверстия: IT7=30 мкм. Следовательно, Dmax=60,030 мм; Dmin=60,000 мм. Из табл. Г9 находим допуски и предельные отклонения калибров для IT7 в интервале 50…80 мм: Н=5 мкм; Z=4 мкм; у=3 мкм. По этим данным строим схему расположения полей допусков калибра-пробки (рис. 13,а).
Наибольший размер нового проходного калибра-пробки:
![]() мм
мм
Размер калибра-пробки ПР, проставляемый на чертеже, при допуске на изготовление Н=5 мкм равен 60,0065-0,005.
Номинальные размеры: наибольший 60,0065 мм, наименьший 60,0015 мм.
Наименьший размер изношенного проходного калибра-пробки при допуске на износ у=3 мкм равен
![]() мм.
мм.
Наибольший размер нового непроходного калибра-пробки
![]() мм.
мм.
Размер калибра-пробки НЕ, проставляемый на чертеже, равен 60,0325-0,005. Номинальные размеры: наибольший 60,0325 мм; наименьший 60,0275 мм (рис. 14,а).
Определяем номинальные размеры калибров-скоб для вала диаметром d=60 мм с полем допуска h6.
Допуск основного вала равен: IT6=19 мкм. Следовательно,
dmax=60,000 мм; dmin=59,981 мм.
Из табл. 6.2 находим для расчета калибра: Н1=5 мкм; Z1=4 мкм; Y1=3 мкм; Нр=2 мкм. По этим данным строим схему расположения полей допуска калибра-скобы (рис. 13,б).
Наименьший размер проходной новой калибра-скобы
![]() мм
мм
Размер калибра-скобы ПР, проставляемый на чертеже, при допуске на изготовление Н1=5 мкм равен 59, 9935+0,005. Номинальные размеры: наименьший 59,9935 мм; наибольший 59,9985 мм. Наибольший размер изношенного калибра-скобы при допуске на износ Y1=3 мкм равен:
![]() мм.
мм.
Наименьший размер непроходной калибра-скобы
![]() мм.
мм.
Размер калибра-скобы НЕ, проставляемом на чертеже, 59,9785+0,003. Номинальные: наименьший 59,9785 мм; наибольший 59,9835 мм (рис. 14,б).
3. Определяем номинальные размеры контрольных калибров к скобам:
а) для контроля проходной скобы
![]() мм.
мм.
Размер калибра К-ПР, проставляемый на чертеже, равен 59,997-0,002 мм;
б) для контроля непроходной стороны скобы
![]() мм.
мм.
Размер калибра К-НЕ, проставляемый на чертеже, равен 59,982-0,002 мм;
в) для контроля износа проходной стороны скобы
![]() мм.
мм.
Размер калибра К-И, проставляемый на чертеже, равен 60,004-0,002 мм.
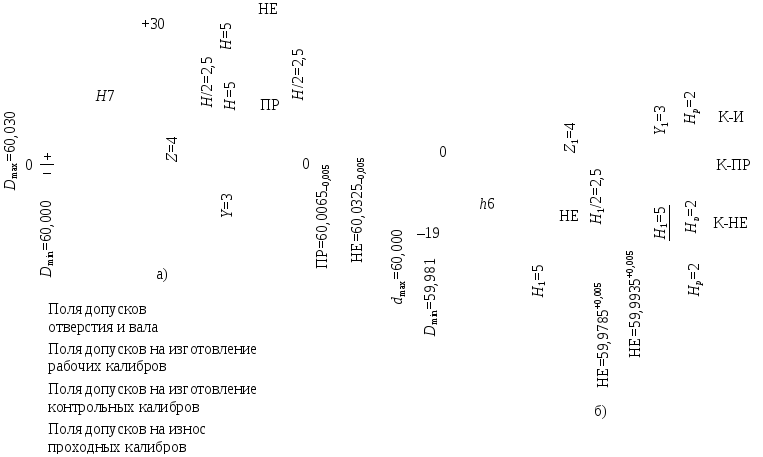
Рис. 13. Схемы расположения полей допусков калибров-пробок (а),
калибров-скоб (б)
4. Намечаем содержание маркировки калибров. На калибр наносят номинальный размер детали, для которой он предназначен, буквенное обозначение основного отклонения поля допуска и квалитет изделия, значения предельных отклонений размера изделия в миллиметрах, тип калибра (ПР, НЕ, К-И) и товарный знак завода-изготовителя.

Рис. 14. Схема рабочих эскизов калибра-пробки (а) и калибра-скобы (б)
На рис. 14 а, б показан пример маркировки калибра-пробки и калибра-скобы. Для установления размеров новых рабочих калибров и их предельных отклонений без дополнительных расчетов разработан ГОСТ 21401-75, который содержит таблицы номинальных размеров калибров.