

Исходные данные к задаче 9
|
Параметры исходных данных |
Варианты | |||||||||
|
0 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 | |
|
Подшипник № по ГОСТ 8338-75 |
Рис.9.1 |
Рис.9.2 |
Рис.9.3 | |||||||
|
202 |
205 |
210 |
300 |
304 |
305 |
309 |
- |
- |
- | |
|
В, мм. Допуск размера В по таблицам допусков для подшипника класса точности 0 по ГОСТ 520-71 |
11 |
15 |
20 |
11 |
15 |
17 |
25 |
- |
- |
- |
|
|
15 |
20 |
30 |
3 |
5 |
7 |
12 |
40 |
52 |
56 |
|
|
6 |
8 |
12 |
9 |
12 |
19 |
25 |
18 |
25 |
35 |
|
|
4 |
7 |
10 |
25 |
30 |
35 |
40 |
15 |
20 |
31 |
|
|
26 |
32 |
52 |
- |
- |
- |
- |
16 |
18 |
20 |
|
L , мм |
75 |
100 |
148 |
65 |
85 |
107 |
145 |
100 |
150 |
155 |
|
, мм |
|
|
|
|
|
|
|
|
|
|
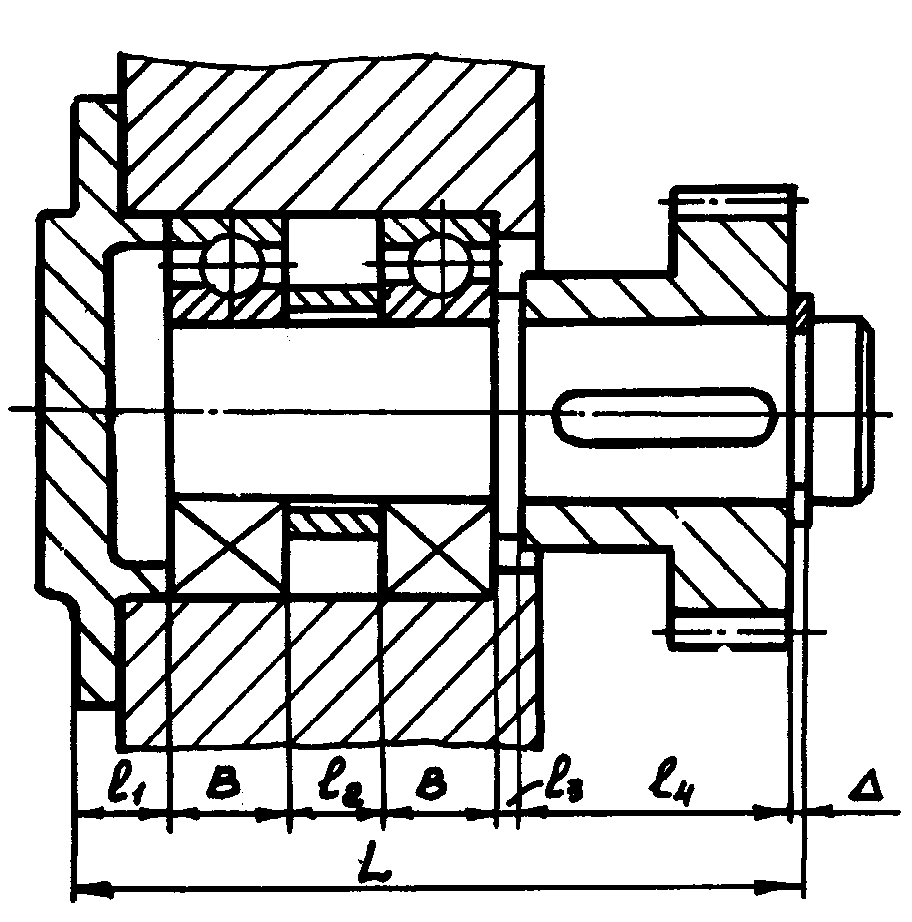
Рис.9.1
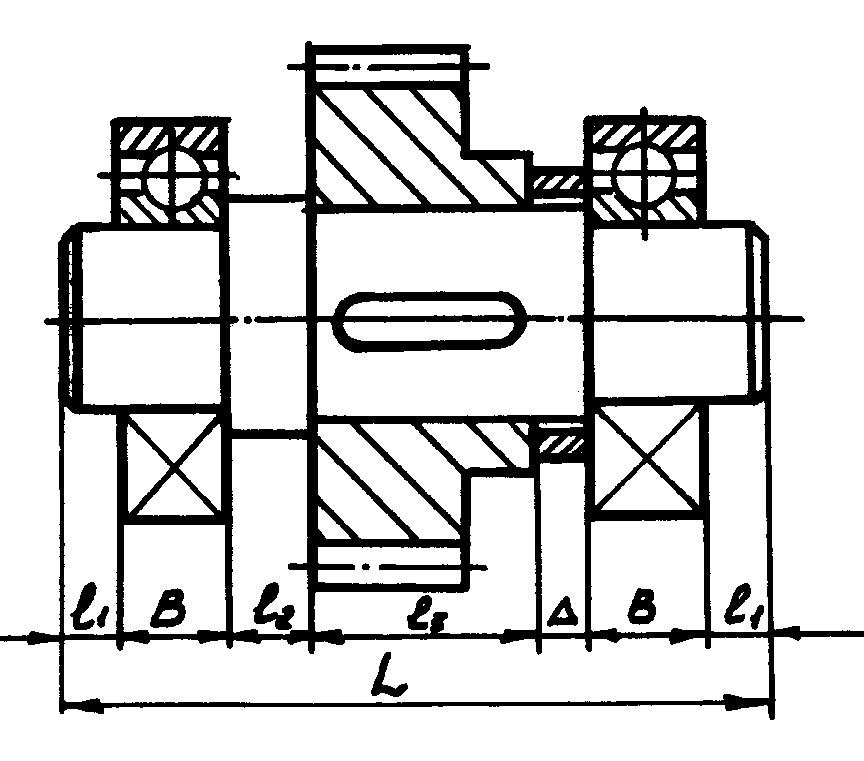
Рис.9.2

Рис.9.3
Калибры для контроля гладких цилиндрических деталей Вопросы для самопроверки
1. В чем заключается сущность контроля при помощи предельных калибров?
2. Какие основные требования предъявляются к средствам контроля в механических цехах массовых и серийных производств?
3. Как влияет величина допуска на неточность изготовления и на износ рабочих калибров и их расположение относительно предельного размера контролируемой детали на размер детали и зазор (натяг), и каково процентное соотношение между допусками на неточность калибров и изделий?
4. Вычертите схему расположения полей допусков на калибры для изделий шестого квалитета ЕСДП СЭВ.
5. Что такое исполнительные размеры калибров и как они подсчитываются?
6. Перечислите основные требования, предъявляемые к предельным гладким калибрам.
7. Приведите пример маркировки рабочих калибров (см. рис.10).
Задача 10
Определить исполнительные размеры предельных гладких калибров для контроля отдельных деталей или сопряжения (табл.10.1) и построить для них схемы расположения полей допусков (см. СТ СЭВ 157-75, ГОСТ 24853-81).
На схемах показать поля допусков на износ проходной стороны калибров.
Может быть принят следующий порядок расчета.
1. Определить верхние и нижние предельные отклонения контролируемой детали (вала или отверстия) по таблицам допусков и посадок для гладких цилиндрических сопряжений.
2. Установить номинальные размеры проходной и непроходной сторон рабочего предельного калибра (скобы и пробки) [6].
3. Выбрать предельные отклонения для соответствующих видов калибров (рабочих, приемных или контрольных) по таблицам предельных калибров и нанести на схему расположения полей допусков.
4. Подсчитать исполнительные размеры калибров (предельный размер с отклонением). Результаты можно оформить в виде таблицы.
|
Вид калибра |
Условное обозначение |
Исполнительный размер, мм |
Допускаемый износ до размера, мм |
|
|
|
|
|
Таблица 10.1
Исходные данные к задаче 10
|
Параметры |
Варианты | ||||
|
0 |
1 |
2 |
3 |
4 | |
|
Контролируемое сопряжение |
|
|
|
|
|
|
Параметры |
Варианты | ||||
|
5 |
6 |
7 |
8 |
9 | |
|
Контролируемое сопряжение |
|
|
|
|
|
Примечание: Выполнить рабочие чертежи двух калибров; указать размеры ,поля, квалитеты (см. рис.10.1).
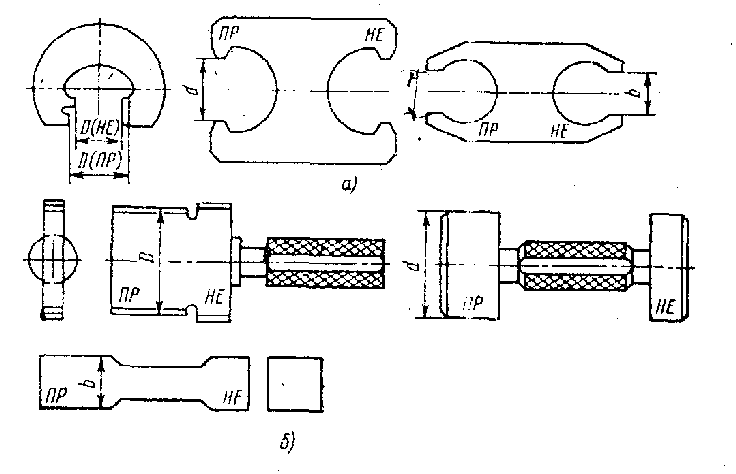
Рис.10.1. Поэлементные калибры для шлицевых изделий: а- скобы; б - пробки