

Диплом Вотинцев+Суманеева / Диплом / 17. Организация рабочих мест
.docx5.2.3 Организация рабочего места станочника на участке
Организация рабочего места токаря
Рабочее
место токаря оснащается:
Одним
или несколькими станками с комплектом
принадлежностей,
комплектом
технологической оснастки, состоящим
из приспособлений, режущего, измерительного
и вспомогательного инструмента,
комплектом
технической документации, постоянно
находящейся на рабочем месте (инструкции,
справочники, вспомогательные таблицы
и т.д.),
комплектом
предметов ухода за станком и рабочим
местом (масленки, щетки, крючки, совки,
обтирочные материалы и т.д.),
инструментальными
шкафами, подставками, планшетами,
стеллажами и т.п.,
передвижной
и переносной тарой для заготовок и
изготовленных деталей,
подножными
решетками, табуретками или стульями, а
также телефонной или другими видами
связи.
Комплект технологической оснастки и комплект предметов ухода за станком и рабочим местом постоянного пользования устанавливаются в зависимости от характера выполняемых работ, типа станка и типа производства. Наибольшим количеством такой оснастки располагают токари, работающие в условиях единичного и мелкосерийного производства, и значительно меньшим — токари, работающие в условиях серийного и крупносерийного производств. Планировка рабочего места, как и его оснащение, зависят от многих факторов, в том числе от типа станка и его габаритных размеров, размеров и формы заготовок, типа и организации производства и др. Чаще других применяют два варианта планировки рабочего места токаря:
Инструментальный шкаф (тумбочка) располагается справа от рабочего, а стеллаж (приемный столик) для деталей — слева (рисунок 6). Такая планировка является рациональной, если преобладает обработка заготовок с установкой в центрах левой рукой, инструментальный шкаф (тумбочка) располагается с левой стороны от рабочего, а стеллаж — с правой (рисунок 7). Такая планировка рабочего места удобна при установке заготовки и снятии обработанной детали правой рукой или двумя руками (при изготовлении длинных и относительно тяжелых деталей). Этот вариант планировки рабочего места наиболее целесообразен в случае обработки небольших партий разнотипных заготовок, требующих частой смены режущего инструмента.
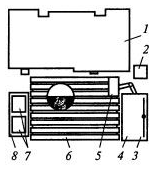
1 – станок; 2 – урна для мусора; 3 – планшет для чертежей; 4 – инструментальная тумбочка; 5 – лоток для инструмента; 6 – решётка; 7 – тара; 8 – приёмный столик.
Рисунок 6 – Схема размещения оргоснастки на рабочем месте токаря.
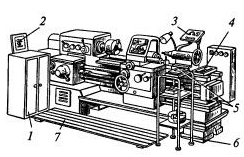
1 – инструментальный шкаф; 2 – планшет для чертежей; 3 – планшет для измерительных инструментов; 4 – ящик для вспомогательного инструмента; 5 – ящики для инструмента и деталей; 6 – стеллаж; 7 – решётка.
Рисунок 7 – Планировка рабочего места токаря.
В обязанности токаря входят смазка станка и уборка стружки. Токарь периодически должен производить проверку точности работы станка и его регулировку в соответствии с рекомендациями, изложенными в руководстве по эксплуатации.
Плохая
организация рабочего места, загроможденность
его и проходов, неисправность станка и
приспособлений, недостаточное знание
рабочим устройства станка и правил его
эксплуатации, неисправность
электрооборудования и электропроводки,
отсутствие ограждений и предохранительных
устройств, работа неисправным инструментом,
загрязненность станка и подножной
решетки могут привести к несчастным
случаям.
Оптимальная
организация рабочего места принесет
положительные результаты, если в процессе
работы токарь будет предельно внимателен,
так как станок является объектом
повышенной опасности. Для безопасной
работы необходимо правильно назначать
режимы резания, надежно закреплять
заготовку, применять исправный инструмент
со стружколомами, защитные устройства
и т.д.
Организация работы оператора станков с ЧПУ
Функции
обслуживающего персонала на станках с
ЧПУ сводятся к установке, закреплению
и выверке приспособлений и инструмента,
вводу программ или к установке
программоносителя и заготовок, замене
режущего инструмента, снятию обработанных
деталей и наблюдению за работой станка.
На металлорежущем станке с ЧПУ смена
режущего инструмента автоматизирована.
Как правило, станки с ЧПУ обслуживают оператор и наладчик, между которыми возможны два варианта распределения обязанностей. По первому варианту наладку, переналадку и подналадку выполняет наладчик, а оперативную работу и контроль за работой станка — оператор. По второму варианту наладку и переналадку осуществляет наладчик, а подналадку, оперативную работу и контроль за работой — оператор.
Функции наладчика более сложны и обширны, чем оператора. В них входят приемка и осмотр оборудования, подготовка инструмента и приспособлений к наладке, ввод управляющей программы, наладка, переналадка, подналадка и контроль исправности оборудования, инструктаж рабочего-оператора.
Оператор для обеспечения безопасности труда обязан соблюдать правила, характерные для конкретных видов работ.
Перед началом работы оператор должен: проверить работоспособность станка, а для этого с помощью тест-программы проконтролировать работу устройства ЧПУ и самого станка, убедиться в подаче смазки, в наличии масла в гидросистеме, проверить работу ограничивающих упоров; проверить надежность закрепления приспособлений и инструментов, соответствие заготовки требованиям технологического процесса, отклонение от точности настройки нуля станка (не должно превышать норму); отклонение по каждой из координат, а также биение инструмента в шпинделе станка; перед началом работы по программе включить автомат «Сеть», установить заготовку и закрепить ее, ввести в УЧПУ управляющую программу, заправить магнитную ленту или перфоленту в считывающее устройство, нажать кнопку «Пуск» и обработать первую заготовку по программе. Проверить качество обработки первой заготовки на соответствие чертежу. Не допускается устанавливать и обрабатывать на станке заготовки, масса которых превышает допустимую массу, указанную в паспорте станка.
Габаритные размеры и планировка помещений должны обеспечивать свободный доступ ко всем узлам и устройствам станков с ЧПУ во время их работы. Одним из непременных условий, обеспечивающих безопасность труда оператора станков с ЧПУ, является освещенность помещения (200 лк при люминесцентных лампах и 150 лк при лампах накаливания). Уровень освещенности для станков с ЧПУ классов точности В и А должен быть еще выше.
Организация рабочего места шлифовщика
На
рисунке 8 представлена примерная схема
организации рабочего места шлифовщика,
обслуживающего плоскошлифовальный
станок. Перед станком 1 расположена
решетка (подставка) под ноги 3 и стул 4
для отдыха. Слева от него установлен
контрольный столик 2 для измерительного
инструмента, а справа — приемный стол
5 и стеллаж 6 для приспособлений с
выдвижной платформой. Сверху стеллажа
установлена кассета 7 для хранения
абразивного инструмента. Справа от
станка размещена гидростанция 8 и
электрический шкаф 9, а слева — бак 10
для СОЖ.

1 – станок; 2 – контрольный столик; 3 – решётка; 4 – стул; 5 – приёмный стол; 6 – стеллаж; 7 – кассета; 8 – гидростанция; 9 – электрический шкаф; 10 – бак для СОЖ.
Рисунок 8 – Схема организации рабочего места шлифовщика, обслуживающего кругло-шлифовальный станок. Рабочее место шлифовщика оснащают устройством для принудительного отсасывания пыли, чтобы избежать ранения глаз рабочего абразивными зернами при правке шлифовальных кругов. В шлифовальных станках, работающих без применения СОЖ, должна быть предусмотрена возможность подсоединения к ним местной вытяжной вентиляционной системы.
5.3 Система контроля качества продукции
Основными задачами ОТК являются предотвращение некачественной продукции, увеличение дисциплины и ответственности, проверка исходных материалов, инструментов. В процессе изготовления детали «Корпус» применяют следующие методы контроля на механическом участке:
- визуальный, т.е. внешнее определение дефектов;
- геометрический, определяющий точность геометрических форм и размеров с помощью измерительных инструментов и приспособлений (микрометры, штангенциркули, нутромеры; калибр-скобы, калибр-пробки, индикаторы).
Используется выборочный вид контроля – это контроль части изделий, т.е. выбирается любая деталь из партии и измеряется (68%).
5.4 Мероприятия по энерго- и ресурсосбережению
При сравнении в дипломном проекте базового и проектного вариантов технологического процесса четко видна разница по материальным и энергическим затратам.
В проектном варианте может снизиться масса заготовки, что позволит сократить затраты металла на каждую заготовку детали, заданной для проектирования, и на годовой объем выпуска деталей.
Снижение металлоемкости заготовки приводит к уменьшению объема стружки при механической обработке. Следовательно, снижается уровень потребления энергии металлообрабатывающим оборудованием на каждую деталь и на годовой объем выпуска деталей.
Основными
потребителями энергоресурсов в
машиностроительном комплексе являются
металлургическое, термообрабатывающее
и гальваническое производство, где
мерами энергосбережения могут быть
техническое перевооружение, использование
энергии альтернативных источников, в
том числе, отходов собственного
производства.
Но
и в металлообрабатывающем производстве
используется значительное количество
электроэнергии, затрачиваемой на
непосредственную обработку на
металлорежущих станках, для работы
вспомогательного оборудования, на
освещение, обогрев, на транспортирование
деталей, заготовок и стружки.
К снижению уровня энергопотребления приводит использование оборудования с минимальной удельной нормой потребления электроэнергии и с минимально возможной мощностью электродвигателей.