

Содержание отчета
1. Эскиз и расчет размещения 3-х накруток на выводе
разьема.
Схема измерения переходного сопротивления.
Результаты экспериментов (табл. 3.3 и др.).
Графики экспериментальных зависимостей.
Оборудование и его технические характеристики.
6. Эскиз трассировки соединений на монтажной плате полуавтома-
та АА-53.
Контрольные вопросы
Физика процесса образования соединения накруткой.
Материалы, применяемые при монтаже накруткой.
Основные типы соединений накруткой.
Устройство монтажного пистолета.
Характеристика полуавтомата АА-53.
Основные испытания соединений накруткой.
31
Лабораторная работа № 4
ИССЛЕДОВАНИЕ ТЕНХОЛОГИЧЕСКОГО ПРОЦЕССА НАМОТКИ
Цель работы
Изучение технологического процесса намотки, применяемого оборудования и исследование влияния режимов наматывания на точность получаемых обмо-
ток.
Теоретические сведения
Намоточные работы занимают значительное место в технологии радиоэлектронной аппаратуры (РЭА). Под намоткой понимают технологический процесс укладки провода по определенному закону для получения катушек индуктивности, обмоток трансформаторов, дросселей, реле, резисторов и других элементов РЭА.
В зависимости от функционального назначения катушек индуктивности к ним предъявляются различные требования в отношении индуктивности, добротности, стабильности, собственной емкости, электрической прочности и другие. Функциональное назначение определяет также величины допустимых отклонений индуктивности катушек при их производстве. Катушки для контуров высокой и промежуточной частот изготавливают с допуском по индуктивности ±(0,5-1,5)%, обмотки дросселей и трансформаторов- ±10%.
Токопроводящая часть катушки - обмотка-характеризуется следующими параметрами: диаметром провода - d, диаметром провода в изоляции - d диаметром каркаса - dK, шагом намотки - р, углом укладки провода - ср, средним диаметром намотки - dcp н, шириной намотки - b (рис. 4.1). Шаг намотки при плотной укладке витков будет равен с1из, а при укладке с промежутками между
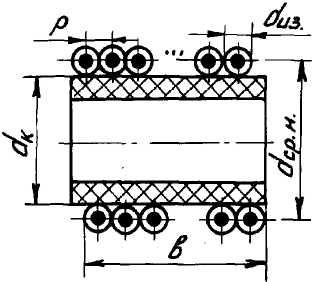
витками он определяется суммой dM3 + A, где А - расстояние между витками.
Все обмотки, наматываемые на каркасы, разделяются на две основные группы - однослойные и многослойные.
Рис. 4.1. Схема укладки обмотки
Однослойная обмотка характеризуется малыми индуктивностью, собственной емкостью, простотой изготовления и наматывается с шагом .равным d, dm+A, d+A. Однослойные обмотки разделяются на простую рядовую, прогрессивную, бифилярную и тороидальную. В прогрессивной обмотке шаг укладки провода р от витка к витку
32
изменяется по определенному закону, например, р1 > р2 > р 3>... > рп. Бифилярная обмотка наматывается одновременно двумя изолированными проводами, а затем концы определенным образом электрически соединяются, благодаря чему в обмотке отсутствует магнитное поле. Этой особенностью обладает также и тороидальная обмотка, у которое отсутствует внешнее поле. Многослойные обмотки применяют для получения большой индуктивности при относительно небольших размерах катушки. Многослойная обмотка характеризуется большой собственной емкостью и повышенной разностью потенциалов между витками, расположенными в соседних рядах по краям обмотки.
запаьдыбание
П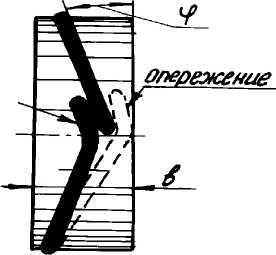 о
принципу
намотки
многослойные
обмотки
могут
быть
рядовыми,
бифилярными,
секционированными,
галетными,
спиральными,
пирамидальными,
универсальными,
перекрестными
и
тороидальными.
о
принципу
намотки
многослойные
обмотки
могут
быть
рядовыми,
бифилярными,
секционированными,
галетными,
спиральными,
пирамидальными,
универсальными,
перекрестными
и
тороидальными.
Рис.4.2. Укладка провода при универсальной намотке
Секционированная обмотка применяется для снижения разности потенциалов между витками, расположенными в соседних слоях, а также собственной емкости. Универсальная отличается тем, что провод уклады-
вается на каркас под углом ср к плоскости намотки с двумя или несколькими перегибами на торцах за каждый оборот. Перекрещивание витков позволяет получить механически прочную обмотку с диаметром, значительно превышающим ширину намотки, и малой собственной емкостью.
Среди применяемых материалов, в производстве обмоток, самое важное место занимают намоточные провода, которые состоят из токопроводящей жилы и изоляции. Токопроводящая часть изготавливается из материалов высокой проводимости или высокого электрического сопротивления. Для первого типа применяется медная проволока из электролитической чистой меди (99,9%) и алюминиевая проволока (AI 99,5%). К высокоомным материалам относятся манганин, константан, нихром, фехраль,
По виду изоляции намоточные провода делятся на четыре группы:
с изоляцией в виде пленок различных эмалей (ПЭЛ, ПЭВ, ПЭТ, ПЭВТЛ);
с обмоткой из хлопчатобумажного, шелкового или синтетического волокна (ПВО, ПШО, ПШД;
с комбинированной эмалеволокнистой изоляцией (ПЭЛШО, ПЭЛКО);
со стеклянной изоляцией (ПСД, ПСАТ). Диаметры большинства применяемых проводов находятся в пределах от 0,03 до 0,5 мм. Толщина изоляции зависит от диаметра и марки провода.
В процессе изготовления катушек индуктивности невозможно получить их
33
параметры одинаковыми. Причины возникновения производственных погрешностей параметров обмоток весьма разнообразны: разброс размеров каркаса, диаметра провода, усилия натяжения провода при наматывании, погрешности в числе витков и т.д. При разработке технологического процесса намотки основная задача сводится к выбору режимов, которые обеспечивали бы получение сопротивления и индуктивности обмотки в пределах допустимых отклонений.
Сопротивление обмотки зависит от ряда факторов, в том числе от начального сопротивления провода, его натяжения, скорости при наматывании, от формы и размеров каркаса. Сопротивление провода круглого сечения определяется по формуле
„ 41
R = ^P, (4.1)
где р - удельное сопротивление материала токопроводящей жилы, / -длинапровода, d -диаметр токопроводящей жилы.
При серийном изготовлении обмоток имеет место производственный разброс сопротивления провода, поэтому все величины, входящие в формулу (4.1), будут переменными. Полный дифференциал от этого выражения можно записать
,„ 4/ 4р р
dR = —dp + -%rdl--f^d{d)t (4.2) тил тил тил
Относительная погрешность величины сопротивления провода. М Ар A/ Ad
Удельное сопротивление медного отожженного провода должно быть не более рст = 0,01754*106 Ом-м, однако оно зависит от целого ряда факторов: однородности материала, нагартовки при протягивании через очко алмазной фильеры, температуры отжига и др., поэтому нельзя считать его равным стандартному значению. Экспериментально установлено, что действительное значение удельного сопротивления намоточного провода, как правило, отличается от стандартного. В этом случае погрешность сопротивления обмоток, вызванная несоответствием действительной величины удельного сопротивления провода р его стандартному значению, будет равна
Ар рст - рд
34
Наматывание провода на каркас производится с некоторым натяжением. Под действием приложенного натяжения провод удлиняется и увеличивает свое сопротивление:
«,=*■
(4.5)
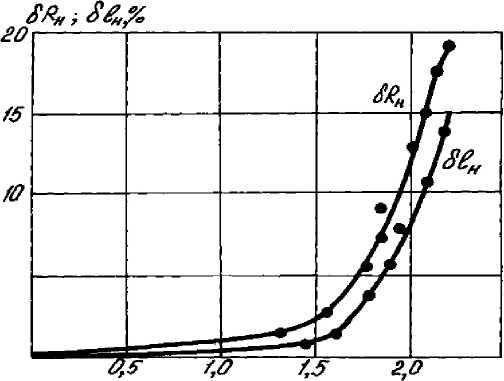
Зависимость изменения сопротивления от натяжения провода иллюстрируется графиком, представленным на рис. 4.3, из которого видно, что относительное сопротивление может увеличиваться на 20 и более процентов.
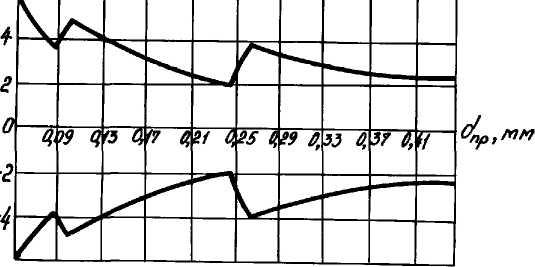
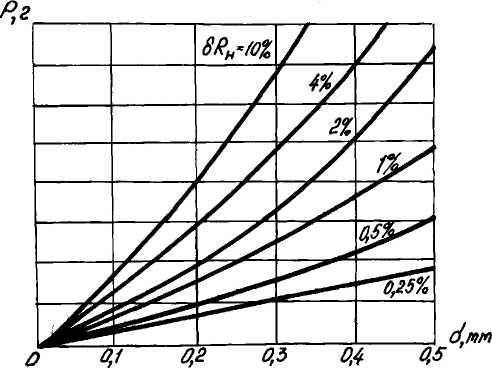
Погрешность сопротивления от колебания допуска на диаметр провода равна
SRd =
-2A(d) d
(4.6)
о
Р.кГ
Допуск на диаметры медных проводов 0,1-0,25 составляет ±0,05 мм; для проводов 0,26 - 0,7 - ± 0,01 мм, относительное изменение сопротивления провода зависит от номинального значения диаметра и величины допуска на него (рис. 4.4).
Изменение сопротивления провода при наматывании на каркас зависит не только от рассмотренных выше факторов, но также от диаметра каркаса (рис.4.5) и скорости наматывания.
35

Таким образом, на погрешность сопротивления обмотки оказывают влияние как погрешности процесса наматывания, так и первичные погрешности,
(6
4*
$**.%
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ч |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
——. |
|
|
|
|
|
|
| |||||
|
|
|
|
|
|
|
|
|
|
^——т |
4 2/2/6 20 24 £8 32 36
Рис. 4.5. Зависимость изменения сопротивления провода от диаметров каркаса и провода.
обусловленные неточностью изготовления намоточного провода. Общая формула допуска на сопротивление имеет вид
AR>SRp + 5RZ + 5RC + 5RH + 5Rd , (4.7)
36
3500
3000
iSOO
2000
iSOO
/000
SOQ
где
R
•100% . разность между расчетным (формула 4.1) и
замеренным сопротивлением одного метра провода;
5R- увеличение сопротивления провода отгиба по форме каркаса,
определяемое по графику (рис. 4.5);
5R, - увеличение сопротивления провода от скорости наматывания
(числа оборотов), зависящее также от конструкции регулятора,
диаметра провода, формы и размеров каркаса.
Для провода диаметром 0,1-0,5 мм при скорости наматывания до 600 об/мин сопротивление увеличивается в среднем на 1 - 3%. 5Rd -относительное изменение сопротивления провода в зависимости от диаметра, определяемое по графику (рис. 4,4); 5RH - относительное увеличение сопротивления провода от усилия натяжения в процессе наматывания.
Из соотношения (4.7), если задана величина допуска на сопротивление обмотки, можно определить относительное увеличение сопротивления провода от усилия натяжения в процессе наматывания:
5RH >AR + SRp + 5RZ + SRC + SRd , (4.8)
Необходимое усилие натяжения определяют по найденному значению 5RH, пользуясь графиком (рис. 4.6)
Если для обмотки установлен допуск на индуктивность, следует учитывать, что индуктивность зависит не только от длины и диаметра провода, но также от натяжения в процессе наматывания и допуска на диаметр. Индуктивность
37
отрезка провода длинной / и диаметром d можно подсчитать по формуле
t=*1)' (4-9>
где ц - магнитная проницаемость воздуха.
Тогда изменение индуктивности AL при изменении диаметра провода на величину Ad определяют по формуле
21 jul . d -1п^тт) = —-ln^——, (4.10)
2d
2л-d/2
+ Ad/2
d
12' 2n
d
+ Ad
Относительное
изменение индуктивности составит:
d
, 2/ In ——) =
■ In
2d
2ж
d/2 + Ad/2 d/2 2ж
d + Ad '
(4.11)
Из формулы видно, что индуктивность обмотки зависит от диаметра провода, который изменяется не только при его изготовлении, но и при наматывании на каркас. Относительное изменение индуктивности в зависимости от допуска на диаметр провода представлено на графике (рис. 4.7)
Допустимое натяжение провода определяется следующими факторами:
а) точностью получения заданных сопротивления и индуктивности обмотки;
б) надежностью закрепления витков обмотки на каркасе;
в) отсутствием повреждения изоляции провода.
~%
|
|
|
|
|
|
|
|
|
А |
"а |
|
|
|
> |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Рис. 4.7. Зависимости индуктивности провода от изменения его диаметра в процессе наматывания катушки со средним диаметром обмотки 3 -10 мм
38
Для изготовления обмоток применяют специальные намоточные станки. Их подразделяют на три основные группы: для рядовой, универсальной и тороидальной намоток.