

Особенности требований сварки двухфазной и трехфазной дугой.
Трехфазная дуга – Михайлов 30-е году 20века. Возможна и двухфазная.

В настоящее время эти процессы применяются ограниченно, только в механизированном варианте. Трехфазная дуга переходит в двухфазную, когда расстояние между электродами становится больше обрывной длины дуги.
-
Три дуги без образования общего ионизированного пространства.
-
С образованием общего ионизированного пространства (в основном используется).
В последнем случае кардинально улучшается устойчивость горения дуги, т.к. поддерживается постоянный высокий уровень ионизации в разрядном промежутке, соответственно в каждый момент времени горит минимум две дуги. Если дуговое пространство не общее, стабильность горения дуги близка к горению дуги переменного тока. Т.к. процесс механизированный применяемое оборудование имеет постоянный объем подачиэлектродной проволоки, здесь также используется саморегулирование дуги, соответственно ИП с пологопадающей и жесткой ВСХ, но не однофазные, а трехфазные.
Если используется двухдуговая схема, то возможно применение двух однофазных трансформаторов вместо трехфазных.
Сварка неплавящимся электродом в защитных газах.
В качестве электродов используются W стержни, процесс обычно идет в аргоне, поэтому называется «аргонодуговая сварка». Возможна аргонодуговая сварка плавящимся электродом (см. ранее).
Процесс осуществляется в ручную и механизировано, на постоянном и минимальном токе.
1. Сварка на постоянном токе.
Только на постоянном токе прямой полярности можно обеспечить работу W электрода без существенного расплавления поверхности. Это удобно, т.к. обеспечивается максимальная стабильность дугового разряда. Поэтому, где позволяют технологические возможности используется эта сварка, кроме легких сплавов (Al и Mg).
Требования: работа производится на
Как при ручной сварке плавящимся электродом, кроме контактного зажигания (бесконтактное зажигание).

При механизированной сварке, т.к. электрод не плавящийся и длина дугового промежутка не изменяется, саморегулирование дуги не используется.
Для стабильного формирования шва при постоянной длине дуги и соответствующего напряжения на дуге требуется поддерживать постоянный ток, чтобы не влияли колебания напряжения питающей сети, поэтому предпочтительно использование ИП с вертикально падающей ВСХ, т.е. постоянным током.
2. Сварка на переменном токе
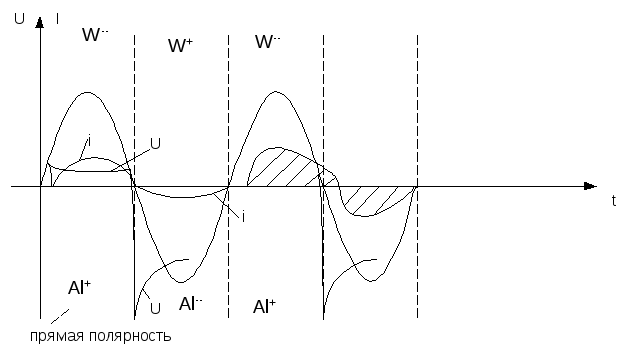
Из-за разных теплофизических свойств W и свариваемого материала нарушается симметрия тока и напряжения дуги переменного тока.
Так как вольфрам обеспечивает термоэмисионный выход электронов, напряжение зажигания и горения дуги низкое (~15В), соответственно ток дуги большой, в обратный полупериод из-за отсутствия термоэмисии у алюминия напряжение зажигания дуги выше 100В, напряжение на дуге больше 30В, следовательно ток обратной полярности в 2-3 раза меньше тока прямой полярности, отсюда дополнительные требования:
-
Для возможности зажигания дуги на обратной полярности при допустимых напряжениях холостого хода ИП приходится применять дополнительные устройства, которые называются импульсные стабилизаторы горения дуги или генератор стабилизирующих импульсов. Это устройство в начале каждого полупериода обратной полярности формирует импульс малой длительности с напряжением U≈600В с помощью разряда батареи конденсаторов на дуговой промежуток. Импульс высокочастотный.
-
Несимметрия тока за период приводит к тому, что появляется постоянная составляющая тока, с точки зрения сварки она значения не имеет, но питающий трансформатор от постоянного тока получает одностороннее намагничивание сердечника, перегрев обмоток, так как они проектируются на индуктивном сопротивлении, а не на активном + треска, т.к. электромагнитное усилие в конструкции I2, следовательно теряется мощность, горят обмотки.
Это приводит к преждевременному выходу из строя
Поэтому требуются дополнительные устройства подавления постоянной составляющей тока, которая в настоящее время выполняется на базе диодно-тиристорного моста. В ИП 60-х, 70-х годов использовалась батарея конденсаторов.