

Поводковый центр


1 — корпус; 2 — пробка; 3 — гайка установочная; 4 — центр; 5 — шайба; 6 — гайка; 7— поводок; 8—пружина; 9 —винт
Рисунок 11- Поводковый центр
Тиски машинные с пневмогидравлическим приводом тип 6710
Гидравлические и пневмогидравлические тиски обеспечивают большую силу зажима, чем тиски с пневматическим приводом. Гидравлические поворотные тиски, особенностью которых является одновременное перемещение обеих губок, обеспечивают самоцентрирование детали. Закрепление заготовок осуществляется под давлением масла 4900 кПа поступающего из гидравлической системы станка или от отдельного насосного агрегата в полость основания.
Для питания гидропривода для машинных гидрофицированных и пневматических тисков используется универсальная гидросистема или пневмогидропреобразователь работающий от заводской пневмосети. Применение специальных губок и подкладок к машинным тискам приводит к значительному сокращению затрат времени на установку заготовок.

Рисунок 12- Гидравлические прецизионные тиски
Технические характеристики:
|
Размер S |
А |
Р |
L |
amax |
h |
к |
Ход губки |
Сила зажима 0.63 МРа |
Расход воздуха |
Вес кг. |
|
200 |
260 |
176 |
690 |
160 |
63 |
18 |
9 |
4600 |
2.5 |
70.0 |
Автоматизированные станочные тиски
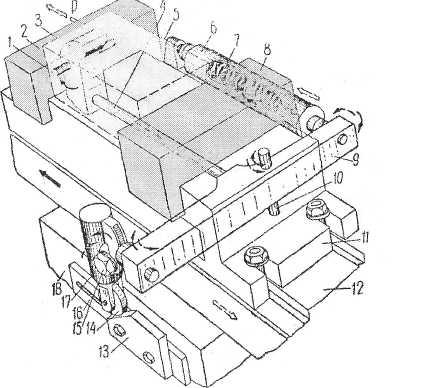
Рисунок 13 — Автоматизированные станочные тиски
Тиски укреплены на столе 12 станка. Между неподвижной 8 и подвижной 2 губками установлена обрабатываемая деталь 5. Автоматическое закрепление детали происходит при включении механической подачи стола. Стол движется в направлении, показанном толстой черной стрелкой и обрабатываемая деталь подводится к фрезе. При этом пружина 7, помещенная внутри корпуса 11 тисков, разжимается и передвигает стакан 6 и правый конец рычага 9 вправо (это и последующие движения показаны на рисунке тонкими черными стрелками). Рычаг 9, поворачиваясь вокруг оси 10, толкает вперед стержень 4, упирающийся в нижний конец рычага 3. Этот рычаг, поворачиваясь вокруг оси 1, перемещает подвижную губку и давит на деталь с силой Р. Одновременно левый конец рычага 9 давит на выступ рычага 17, стремясь повернуть его вокруг оси 15; поворот ограничивается упором 13, по которому катится ролик 14.
Технические характеристики тисков соответствуют габаритам заготовок, а размеры приспособления позволяют разместить на станине любого представленного станка, включая платформу Автоматизированного центровально-зажимного устройства.
Сварочный стенд

Рисунок 14- Сварочный стенд
Сварочный стенд предназначен для зажима заготовок детали при их сварке. В качестве зажимного устройства используется вилка 1, установленная вместе с автоматизированными станочными тисками 2 (см. выше) на столе 3. Инструмент состоит из: прижимной опоры 4. Вилка имеет телескопическую стойку для перемещения в горизонтальной плоскости. Станочные тиски с помощью механизма 5 автоматически зажимают заготовку заданных размеров. Габариты всего стенда позволяют компактно размещать устройство в рабочей зоне станка.

Рисунок 15 - Схема зажимного устройства сварочного стенда